|
Контрольная работа: Расчет основных размеров восстановительной и рафинировочной печейТаким образом, зная величину
Ток электрода:
4. Ранее были приняты ориентировочные значения cos Активное сопротивление ванны:
Принимаем следующие значения Хкс и Rкс:
Электрический коэффициент полезного действия
Коэффициент мощности можно приближенно определить из выражения:
Если не представляется возможность получить заданное (или более высокое) значение cosφ, то с целью повышения этой величины для мощных печей применяют установку продольно-емкостной компенсации (УПК). 5. Линейное напряжение печного трансформатора, соответствующее величине Unф, определяется по формуле:
Учитывая необходимость наличия
пониженного при разогреве печи в пусковой период, а также возможность повышения
мощности установки, определяем низшее и высшее значения рабочего напряжения из
соотношения: Низшее напряжение Высшее напряжение Промежуточные значения ступеней напряжения между Uв;Uн„ отличаются на 5-6 вольт. 1.2 Определение геометрических размеров восстановительной печи Для определения геометрических размеров ванны необходимо знать размер диаметра электродов. 1. Диаметр самоспекающегося электрода определяется исходя из
его теплового баланса. Между током и диаметром электрода (в метрах) установлена
степенная зависимость вида: Величины с1 и т (см. Табл. 3), учитывающие вид сплава и условия теплообмена электродов, получены на основании анализа работы промышленных печей, имеющих лучшие технико-экономические показатели. Одну из таких печей принимают за "образцовую". Таблица 3 Значение коэффициентов с1 и т
Тогда для ферросилиция
Откуда dэ принимаем равным в соответствие с принятым рядом 1200 мм. В России принят следующий ряд самоспекающихся электродов (мм): 750, 850,1000, 1200, 1400, 1700 и 2000. Ведется разработка электродов диаметром 2400 мм, Таблица 4 Допустимые значения плотности тока в самоспекающемся электроде
Проверяется плотность тока электрода:
что меньше допустимой величины (см. Табл. 4). 2. Размеры ванны определяются исходя из геометрического подобия проектируемой и "образцовой" печи. В качестве определяющего параметра принимается размер диаметра электрода. Геометрическое подобие обоих печей будет соблюдено при равенстве относительных значений
(см. рис. 1) и одинаковой величины критерия подобия
Формула выражает связь диаметра электрода с электрическими параметрами (Jф и Unф) и физической характеристикой шихты в виде усредненного удельного сопротивления фазы печи р. Усредненное удельное сопротивление фазы р зависит от гранулометрического состава шихты, температуры в различных ее слоях и других факторов. Таким образом, величина р действительно отражает электрические свойства шихтовых материалов, а поэтому с достаточной точностью можно считать, что при одинаковой шихте р "образцовой" печи будет равно р проектируемой печи. В качестве "образцовой" печи примем печь с
Если вычертить ванну "образцовой" печи в определенном масштабе (рис. 1) и определить для нее значения
то при dЭ =1400 мм можно определить значения в, f, L проектируемой печи
3. Диаметр ванны на уровне угольных блоков определяется по формуле:
Диаметр ванны выше угольных блоков можно определить из соотношения:
Толщина футеровки стен ( 4. При определений диаметра распада электродов необходимо: а) обеспечить равномерный прогрев материалов избежать возможности быстрого разгара футеровки; б) предусмотреть не9бходимое расстояние между токонесущими элементами конструкций разных фаз печи. Диаметр распада электродов
Авторы работы рекомендуют определять Dрэ из соотношения:
В данном расчете получено: Для печи с вращающейся ванной Уменьшение 5. Определение высоты шахты и глубины погружения электрода в шихту. Высота шахты L определяется условиями фильтрации и конденсации печных газов в слое шихты и конструктивными соображениями L=l+H+h где l-расстояние от торца электрода до подины (рис.1): Н - глубина погружения электродов в шихту; h- расстояние от поверхности колошника до верхнего края ванны: Величины l и h для ряда печей и процессов изменяются в следующих пределах: l=600-900 мм и h=100-200 мм. Глубина погружения электродов в шихту (Н) оказывает
существенное влияние на работу печи. От нее зависит скорость схода шихты,
фильтрация печных газов (содержащих пары восстановленного окисла и пыль), а
также механическое давление столба шихты на поверхность подэлектродного
пространства. Для нормальной работы печи все эти факторы должны быть увязаны с
электрическими параметрами установки ( Оценочные подсчеты фильтрации позволили получить зависимость между величиной Н, линейной скоростью схода шихты (Vсх) и коэффициентом В, зависящим от запыленности газа и характера процесса.
Для печей с Wmp =20 мВА при бесшлаковом процессе В=160/Н и
Тогда минимальное значение
Рис.1 Расчетный эскиз ванны круглой рудовостановительной печи: 1-угольные блоки, 2- огнеупорная кладка Однако из опыта работы действующих печей глубина погружения электродов в шихту при выплавке ФС45 не менее 1200 мм, а в случае ФС75 Н≥ 1300 мм. Полагая, что в проектируемой печи будет выплавляться не только ФС45, но и ФС75, следует иметь Н ≥1300 мм. Из выражения Н=L -1 - h. Принимая l= 600 мм и h= 100 мм, получим Н =2260 - 600 -100 =1560 мм. Исследования, проведенные профессором И.Т. Жердевым с сотрудниками, показывают, что на развитие физико-химических процессов в ванне ферросплавной печи и технико-экономические показатели производства оказывают существенное влияние форма и размер газовой полости, характер распределения тока и расположения активной зоны электроводов по отношению к угольной футеровке стен печи. В этой связи важно иметь вполне определенную высоту угольной обстановки h1. (Рис.1). Согласно Толщина подины на мощных печах составляет около 2 м. Под изготовляется из следующих материалов (см. рис. 2): ' 1.Асбест30 мм 2. Шамотная крупка80 мм 3. Шамотный кирпич на плашку530 мм 4. Угольные блоки и подовая масса 1360 мм Итого2000 мм
Рис. 2 Схема устройства футеровки пода печи: угольные блоки; 2 – шамотный кирпич; 3- шамотная крупка; 4 – асбест листовой Таким образом, высота печи В результате проведенного расчета получены следующие параметры печи РКЗ-33: Wтр=16500 кВА; Wa=14850 кВт;Wпол=13365 кВт; Unф=75,87 В;JЭ=58,7 кА; dЭ=1200 мм; Dв=6060 мм;dв=6030 мм;Dк=7530 мм; Dрэ=3200 мм;L=2260 мм;Н=1560 мм;LП=3200 мм. 2. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ПАРАМЕТРОВ РАФИНИРОВОЧНЫХ ЭЛЕКТРОПЕЧЕЙ В рафинировочных печах осуществляется производство безуглеродистого феррохрома, мало- и среднеуглеродистого ферромарганца и феррохрома, металлического марганца и других сплавов. Отличительной чертой процессов производства является их периодический характер, в печи расплавляется шихта, происходит восстановление окислов металлов другим металлом (например, кремнием) и после необходимых технологических операций сливается металл и шлак. Печи имеют, как правило, магнезитовую футеровку и при выплавке сплавов с низким содержанием углерода работают на графитированных электродах. Расчет энергетических параметров Печей периодического действия следует вести с учетом обеспечения максимально быстрого плавления шихты в период расплавления. В качестве примера произведем расчет основных размеров рафинировочной печи с суточной производительностью 10 тонн малоуглеродистого феррохрома. 2.1 Определение электрических параметров рафинировочной печи 1. Мощность трансформатора определяется по формуле (1). Для печей, работающих периодическим процессом, можно принять следующие значения коэффициентов
При удельном расходе электроэнергии
Принимаем Wmp=2500 кВА. При этом фактическая производительность будет σ = 15 тонн/сутки. 2. Полезная мощность печи
Принимая произведение Wпол = 3. Полезное фазовое напряжение (рабочее)
Из таблицы 3 значение коэффициентов с=17 и n=0,25. Тогда 4. Линейное напряжение на выводах трансформатора
Для рафинировочного процесса производства феррохрома достаточно иметь 5-7 ступеней напряжения, причем в первый период быстрого проплавления шихты напряжение должно быть
Тогда интервал напряжений печного трансформатора будет равен
5. Линейный ток в электроде (максимальный)
6. Рабочий ток в электроде
7. Диаметр графитированного электрода определяем по допустимой плотности тока j = 10 A/см2 Из определения следует, что
откуда
Принимаем электроды диаметром 300 мм. 8. Сопротивление ванны
9. Проверяем значение
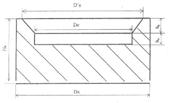
Тогда произведение 2.2 Определение геометрических параметров рафинировочной печи При выборе диаметров распада электродов и ванны расчет следует вести по максимальным допустимым мощностям на соответствующую площадь поверхности ванны. Удельные мощности для различных процессов приведены в табл. 5. 1. Диаметр ванны. Принимаем комбинированную форму ванны, состоящую из нижней цилиндрической и верхней конической частей с углом наклона в 45°(см. рис. 3).
Рис. 3 Форма ванны рафинировочной печи Мощность приходящаяся на площадь пода,
Таблица 5 Удельные поверхностные мощности, выделяющиеся в ванне печей периодического действия
2. Диаметр распада электродов
Отношение Dрэ:dЭ=900:300= 3, что хорошо согласуется с практикой действующих печей, в которых Dрэ:dЭ = 2,8 - 3,66. 3. Расстояние между осями электродов
4. Определение глубины ванны. Цилиндрическая часть ванны должна вместить все продукты плавки, т.е. объем ее не должен быть меньше объема металла и шлака. Из расчета шихты определяется состав колоши, вес и объем продуктов плавки. Примерный состав колоши Хромовая руда (50% Cr2O3) Силикохром (50% Si) 700 кг Известь (90% CaO) 1800 кг При работе с проплавлением трех колош указанного состава вес
металла и вес шлака
Объем металла
Объем шлака
Объем продуктов плавки. vm=vм+vш=0,428+3,12=3,548 м3. Рм и Рш - плотность металла и шлака; 61,68 кг сплава получено из 100 кг хромовой руды, а в колоше 1600 кг руды. Высота цилиндрической части ванны
Объем конической части ванны (vк) определяется из предположения одновременной загрузки двух колош
где G - вес составляющих колоши; γр; γсх; γu - насыпной вес руды, силикохрома и извести. Объем конической части ванны
Поскольку угол наклона огнеупорной кладки стен принят равным 45°, диаметр верхней части ванны
Если подставить значение Глубина ванны hв=hц+hк=0,61+0,64=1,25 м. 5. Диаметр верхней части ванны
6. Диаметр кожуха
Толщину верхней части ванны принимаем из практических данных
Приняв 7. Высота печи
Толщина пода В результате расчета получены следующие параметры печи: Wmp=2500 кВА;WП=2250 кВт;Uпол=117 В; UЛ=225 В;Jp=6410 A;dЭ=300 мм; Dв=2650 мм;Dрэ=900
мм; hв=1250 мм;Dк=4200 мм;НП=2500 мм. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Д.Я. Поволоцкий, В.А.Кудрин, А.Ф. Вишкарев Внепечная обработка стали Москва «Мисис» 1995. 2. В.И. Явойский Теория процессов производства стали. 2-е издание, дополненное и переработанное Издательство «Металлургия» Москва 1967. 3. МУ. к выполнению контрольных заданий и курсового проекта по курсу «электрометаллургия стали и ферросплавов» для студентов очного и очно-заочного обучения специальности 110100-«Металлургия черных металлов» Составитель Вечер В.Н. Липецк 1999. 4. В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев Общая металлургия Москва «Металлургия» 1985. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (9)
(9)
 см.
см.
 м.
м.