|
Курсовая работа: Проектирование технологии ремонта гидроцилиндров с использованием полимерных материалов
Операционная карта ремонта Деталь: Шток У 4560.096.230 Материал: Сталь 45 ГОСТ 1050-74 Твердость: HB 240
3. Стенд для разборки и сборки гидроцилиндров.3.1. Назначение и область применения стенда.3.3. Устройство и работа стенда.3.4. Расчет гидропривода механизма вытягивания-установки штока.3.5. Электрическая схема стенда.3.6. Расчеты на прочность и работоспособностьОпределение диаметра гидравлических трубопроводов. Расчет диаметра пальца Расчет проушины на прочность
Расчет диаметра формующего стержня Определение диаметра формующего стержня при помощи ЭВМ Расчет толщины стенок формующего стержня
4.
Исследования эксплуатационных характеристик полимерных покрытий.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Примерная композиция |
ky24 |
ky |
ky=ky24+ky |
| АСТ-Т + 10% графита | 0,017 | 0,005 | 0,022 |
| Бутакрил + 10% графита | 0,017 | 0,005 | 0,022 |
| ЭД-20 + 15% графита, отвердитель ПЭПА | 0,015 | 0,005 | 0,020 |
Анализ
данных измерений внутренних диаметров цилиндров с полимерными покрытиями
показал, что рассеивание величины усадки подчиняется закону нормального
распределения. Основные статистические характеристики, определяющие
распределение исследуемых размеров - центр группирования ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение
![]() , выражены следующими
соотношениями:
, выражены следующими
соотношениями:
![]() ,
(4.4.)
,
(4.4.)
где ky - коэффициент пропорциональности, значения которого для ряда полимерных композиций приведены в табл. 4.1;
t - толщина слоя полимерного покрытия;
 ,
(4.5.)
,
(4.5.)
где
![]() ,
, ![]() - верхняя и нижняя границы
рассеивания величины усадки.
- верхняя и нижняя границы
рассеивания величины усадки.
Границы
рассеивания ![]() также пропорциональны
толщине полимерного покрытия, т.е.
также пропорциональны
толщине полимерного покрытия, т.е.
![]() ,
(4.6.)
,
(4.6.)
где ky2 - коэффициент пропорциональности;
t - толщина слоя покрытия;
![]() , (4.7.)
, (4.7.)
где ky1 - коэффициент пропорциональности;
t - толщина слоя покрытия.
Среднее
квадратическое отклонение ![]() выражается
зависимостью
выражается
зависимостью
![]()
 .
(4.8.)
.
(4.8.)
Значения коэффициентов ky, ky1и ky2 для ряда композиций приведены в табл. 4.2.
Таблица 4.2.
| Полимерная композиция |
ky |
ky1 |
ky2 |
| АСТ-Т + 10% графита, жидкость - порошок 1:1 | 0,022 | 0,008 | 0,036 |
| Бутакрил + 10% графита, жидкость - порошок 1:1 | 0,022 | 0,008 | 0,036 |
| ЭД-20 + 15% графита, отвердитель ПЭПА | 0,20 | 0,01 | 0,030 |
![]()
Надежность работы гидроцилиндров с полимерными покрытиями определяется главным образом прочностью адгезии пластмассы к поверхности металла, т.е. прочность адгезии должна быть значительно выше всех возможных внутренних напряжений, возникающих в полимерном покрытии. Это условие может быть представлено выражением
![]()
![]() ,
(4.9.)
,
(4.9.)
где
![]() - величина прочности
адгезии к поверхности металла;
- величина прочности
адгезии к поверхности металла;
![]() - суммарные напряжения в
слое полимерного покрытия.
- суммарные напряжения в
слое полимерного покрытия.
Напряжения, возникающие в слое полимерного покрытия, могут быть представлены выражением
![]()
![]() ,
(4.10.)
,
(4.10.)
где
![]() - усадочные напряжения,
возникающие вследствие химической усадки полимера;
- усадочные напряжения,
возникающие вследствие химической усадки полимера;
![]() - термические напряжения,
возникающие вследствие разности коэффициентов линейного расширения металла и
пластмассы при температурных перепадах;
- термические напряжения,
возникающие вследствие разности коэффициентов линейного расширения металла и
пластмассы при температурных перепадах;
![]() -
рабочие напряжения, возникающие от давления рабочей среды.
-
рабочие напряжения, возникающие от давления рабочей среды.
Таким образом, при нанесении полимерного покрытия на поверхности цилиндров необходима количественная оценка прочности адгезии данного полимера к поверхности металла и всех возможных внутренних напряжений, возникающих в полимерном покрытии, действующих против сил адгезии. Это позволяет определить надежность соединения полимера с металлом и работоспособность металлопластмассового изделия в целом.
Прочность адгезии полимерных композиций на основе акриловых и эпоксидных смол к поверхности металлов определяли следующим образом.
Цилиндрические образцы, состоящие из двух половин, были склеены исследуемой полимерной композицией в специальной обойме, обеспечивающей их соосность. Склеенные образцы закрепляли в зажимах разрывной машины и разрушали клеевое соединение с фиксированием максимальной нагрузки. Для каждого варианта испытывали 50 склеенных образцов. Прочность адгезионного соединения определяли по формуле
![]() ,
(4.11.)
,
(4.11.)
где P - разрушающая нагрузка, Н;
F - площадь образца, м2 .
Прочность адгезии композиций на основе пластмассы бутакрил к поверхности стали составляет 20 МПа, прочность адгезии композиции на основе пластмассы АСТ-Т - 19,3 МПа, прочность адгезии композиции на основе эпоксидной смолы ЭД-20 - 18,6-23,0 МПа.
Как показали исследования, наибольшими по величине и соответственно наиболее опасными являются термические напряжения, возникающие вследствие разности коэффициентов линейного расширения полимера и металла. Такие напряжения могут быть определены расчетным путем по формуле
 ,
МПа. (4.12.)
,
МПа. (4.12.)
Здесь
![]() - коэффициент линейного
расширения полимера, 1/град;
- коэффициент линейного
расширения полимера, 1/град;
![]() - то же металла, 1/град;
- то же металла, 1/град;
![]() Т - перепад температуры, К
Т - перепад температуры, К
![]() - модуль упругости
полимера, Н/м2;
- модуль упругости
полимера, Н/м2;
![]() - коэффициент Пуассона
полимера;
- коэффициент Пуассона
полимера;
![]() ,
(4.13.)
,
(4.13.)
где Тс - температура склеивания полимера;
Тр - рабочая температура.
Для композиций на основе акриловых пластмасс (бутакрила
и АСТ-Т) были определены следующие необходимые физические характеристики: ![]() 1/град, Тс=70о
С, ЕП = 1,4*109 Н/м2,
1/град, Тс=70о
С, ЕП = 1,4*109 Н/м2, ![]()
![]()
Для композиции на основе эпоксидной смолы ЭД-20
физические характеристики следующие: ![]() 1/град,
Тс = 70о С, ЕП = 1,4*109 Н/м2,
1/град,
Тс = 70о С, ЕП = 1,4*109 Н/м2,
![]()
Внутренние “замороженные” напряжения в полимерном покрытии при температуре 20о С составляют:

Гидроцилиндры с полимерными покрытиями по условиям работы могут находиться при температуре -60о С. Внутренние напряжения в полимерных покрытиях при этом будут составлять:

Надежность адгезионного соединения полимерного покрытия с металлом будет обеспечена при выполнении соотношения
![]() (4.14.)
(4.14.)
В случае применения композиций на основе акриловых и эпоксидных смол имеем следующие данные:
19,3 МПа + 7 МПа > 18,0 МПа;
18,6 МПа + 7 МПа > 18,0 МПа,
т.е. при температуре -60о С отслоения полимерного покрытия на основе акриловых или эпоксидных смол от поверхности металла не произойдет.
Зависимость износа покрытия от времени наработки изделия (пути трения), представленная на рис.4.2., аппроксимируется уравнением
![]() (4.15.)
(4.15.)
где
![]() - величина износа покрытия
в исследуемый момент времени;
- величина износа покрытия
в исследуемый момент времени;
![]() - величина изменения
диаметра цилиндра в режиме установившегося износа;
- величина изменения
диаметра цилиндра в режиме установившегося износа;
![]() - безразмерный
коэффициент, выражающий интенсивность износа;
- безразмерный
коэффициент, выражающий интенсивность износа;
L - путь трения, м.
Значения
исследуемых параметров следующие: при скорости 0,5 м/с ![]() мм, -
мм, -![]() L*105 = 8-10 м.
L*105 = 8-10 м.
Уравнение зависимости износа от времени наработки можно решить относительно пути трения и по допустимой величине износа цилиндра определить возможное время наработки.
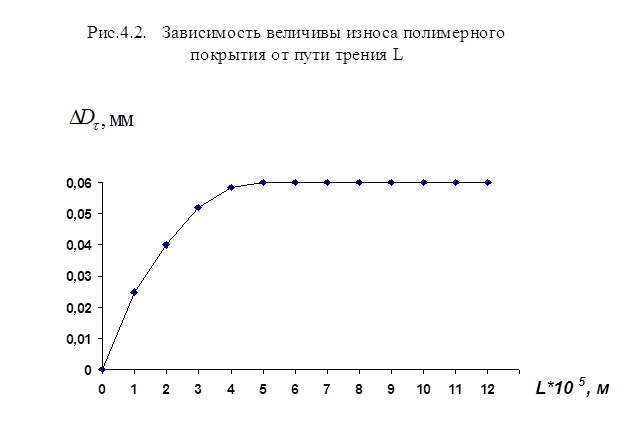
Опыт эксплуатации гидроцилиндров с полимерными покрытиями показывает, что износостойкость покрытия не уступает износостойкости металлических поверхностей, а износостойкость резиновых уплотнителей увеличивается в 7-10 раз.
5. Проектирование участка восстановления гидроцилиндров.Работа на участке может быть организована следующим образом. После мойки гидроцилиндры поступают на участок ремонта и испытания гидроцилиндров, где складываются в специальный контейнер для ожидания ремонта. Затем на стенде разборки, ремонта, сборки гидроцилиндры разбираются, проводится их дефектовка. В случае необходимости гидроцилиндры подвергают мелкому ремонту (замена уплотнительных колец и т.д.). При износе более допустимого штоки направляются на восстановление на соответствующие участки. Отремонтированные гидроцилиндры направляются на испытания, где они проходят проверку при работе под нагрузкой. В случае, если параметры не удовлетворяют техническим требованиям, цилиндры возвращаются для повторного ремонта. Если же параметры полностью удовлетворяют требованиям, гидроцилиндры направляются на склад отремонтированной продукции.
Подбор оборудования и инвентаря.
Таблица 5.1.
|
N п/п |
Оборудование и инвентарь | Марка или модель | Кол-во | Требуемые размеры, мм |
Площадь м2 |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Стенд для разборки и сборки гидроцилинд-ров | собс.изгот. |
1 |
300 х 920 | 2,76 |
| 2 | Моечная ванна | собс.изгот. | 1 | 2500 х 1000 | 2,5 |
| 3 | Дефектовоч-ный стол | собс.изгот. | 1 | 2500 х 1000 | 2,5 |
| 4 | Стенд для испытаний гидроцилиндров | КИ-4815М | 1 | 1640 х 875 | 1,44 |
| 5 | Контейнер для гидроцилинд-ров, ожидающих ремонта | собс.изгот. | 1 | 2000 х 1000 | 2 |
| 6 | Бункер для утильных деталей | Р-938 | 1 | 1500 х 1000 | 1,5 |
| 7 | Верстак слесарный | ОРГ-1468-01-060А | 2 | 1500 х 800 | 1,2 |
| 8 | Приспособле-ние для заливки полимерного материала | собс.изгот. | 1 | 1000 х 1000 | 1 |
| 9 | Термошкаф | 1 | 1000 х 1000 | 1 | |
| 10 | Шкаф для хранения материа- | ОРГ-1468-07-040 | 1 | 1000 х 500 | 0,5 |
| лов и измерительного инструмента | |||||
| 11 | Стеллаж для хранения деталей и зап. частей | ОРГ-1468-05-230А | 1 | 1500 х 500 | 0,75 |
| 12 | Ларь для песка | ОРГ-1468-03-320 | 1 | 500 х 500 | 0,25 |
| 13 | Бункер для мусора | собс.изгот. | 1 | 500 х 500 | 0,25 |
| 14 | Ларь для обтирочного материала | ОРГ-1468-07-090А | 1 | 1000 х 500 | 0,5 |
| Итого: | 20,65 |
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||
