|
Курсовая работа: Разработка технологического процесса для производства листа методом холодной прокаткиВеличина суммарного обжатия при холодной прокатке выбирается, исходя из требований, предъявляемых к структуре, механическим и технологическим свойствам готовой полосы, с учетом химического состава прокатываемой стали, мощности приводов рабочих клетей, технологической смазки и т.д. Кроме того, учитывается возможность и целесообразность получения требуемой толщины подката на стане горячей прокатки. В качестве заготовки для
производства листа сечением 0.35х1050 мм из стали 08кп выбираем горячекатаную
полосу сечением 2.5х1050 мм. Суммарное обжатие при прокатке листов не превышает
90%. Обжатие на стане изменяется от 45% в первой клети до 8–15% в последней,
которую используют в качестве калибрующей. Обжатие зависит от величины
контактных напряжений, которые растут от клети к клети по мере наклепа и
отношения 1. Величина абсолютного обжатия
2. Относительное обжатие
3. Длина дуги контакта
4. Фактический предел текучести [4, с 11.]
5. Значение удвоенного сопротивления чистому сдвигу
6. Коэффициент, учитывающий влияние контактного трения и внешних зон
7. Толщина полосы в нейтральном сечении
8. Величина коэффициента напряженного состояния
9. Среднее нормальное контактное напряжение в очаге деформации
10. Длина дуги контакта с учетом упругого сплющивания
11. Величина силы прокатки
12. Величина момента прокатки
13. Мощность прокатки
При выбранном режиме прокатки энергосиловые параметры не превышают предельно допустимых значений. Дальнейший расчет производим на ЭВМ. Результаты расчета приведены в таблице 3. Таблица 3.1– Результаты расчёта обжатий на стане холодной прокатки
Энергосиловые параметры не превышают допустимых значений, следовательно, данный режим загрузки стана является наиболее оптимальным и рациональным. 4. Расчет производительности стана 1. Время прокатки на заправочной скорости
2. Время ускорения стана
3. Длина прокатываемой полосы
3. Время прокатки на рабочей скорости
4. Машинное время
5. Ритм прокатки
6. Часовая производительность непрерывного стана холодной прокатки
7. Годовая производительность непрерывного стана холодной прокатки
5. Рекомендации по совершенствованию технологии прокатки На современных станах холодной прокатки широко применяются различные системы автоматизации, которые являются основным средством повышения точности холоднокатаных полос. К таким системам следует отнести системы регулирования толщины полосы, регулирования натяжения полосы, регулирования профиля и формы полосы, подачи эмульсии на валки, замедления и точной остановки реверсивных станов и др. Имеются полностью автоматизированные станы холодной прокатки, управление которыми осуществляется ЭВМ. Можно отметить следующие тенденции развития и совершенствования станов холодной прокатки: 1. Разработка новых конструкций рабочих клетей, в том числе предварительно напряженных клетей. 2. Широкое использование многовалковых станов, в том числе непрерывных восьми– и десятиклетевых станов с многовалковыми клетями. 3. Усовершенствование станов бесконечной прокатки. 4. Внедрение комплексной автоматизации на станах холодной прокатки с использованием управляющих ЭВМ. 5. Разработка и внедрение новых более эффективных способов регулирования профиля валков и толщины прокатываемой полосы. 6. Разработка и внедрение систем для подачи и очистки смазочно-охлаждающей жидкости и моющих растворов с целью улучшения качества поверхности прокатываемых полос. 7. Повышение точности обработки рабочих и опорных валков. 8. Применение в качестве главных приводов электродвигателей с широким диапазоном регулирования скорости. 9. Разработка и внедрение моталок с плавающими барабанами, обеспечивающих получение рулонов массой до 50 т и более, с ровными торцами. 10. Разработка и внедрение высокоскоростных механизмов и машин для перевалки рабочих валков всех клетей непрерывного стана в течение 5-10 мин.
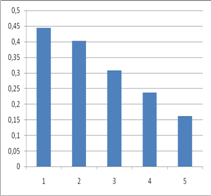
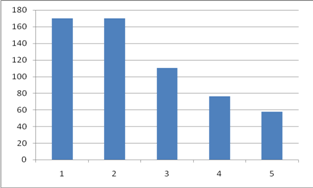
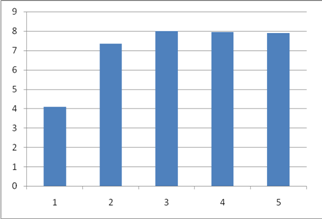
Заключение В ходе выполнения курсовой работы были рассмотрены станы холодной прокатки различной конструкции и производительности. Для производства листа заданного сортамента был выбран непрерывный стан 1200 холодной прокатки Магнитогорского металлургического комбината им. В.И. Ленина. Было рассмотрено входящее в состав стана оборудование и технология производства листовой стали. С помощью ЭВМ был разработан оптимальный режим обжатий, а также рассчитаны энергосиловые параметры – сила, момент и мощность прокатки. Был выполнен расчет технико-экономических показателей производства листовой стали. Расчет производительности стана показал, что выбранный режим работы стана обеспечивает заданную производительность 0.25 млн. т/год. Перечень ссылок 1. Целиков А.И., Зюзин В.И. Современное развитие прокатных станов.– М.: Металлургия, 1972. 2. Целиков А.И., Полухин П.И., Гребенник В.М. Машины и агрегаты металлургических заводов. В 3-х томах. Т. 3. Машины и агрегаты для производства и отделки проката. Учебник для вузов. – М.: Металлургия, 1988. 3. Василев Я.Д., Сафьянов М.М. Производство полосовой и листовой стали. – Киев: Вища школа, 1975. 4. Методические указания к практическим занятиям по дисциплине “Технологические линии и комплексы металлургических цехов”. \Сост.: В.А. Федоринов, Э.П. Грибков. – Краматорск: ДГМА, 1999. Приложение АТекст программы для расчёта энергосиловых параметров процесса прокаткиCLS 'Программа для расчета режимов обжатий 'ТЛКМЦ курсовой INPUT "Количество клетей в непрерывной группе стана"; N INPUT "a0="; a0: INPUT "a1="; a1: INPUT "a2="; a2: INPUT "a3="; a3 INPUT "R="; R INPUT "f="; f INPUT "V0="; V INPUT "b="; b INPUT "Исходная толщина металла в отоженном состоянии"; Hh0 INPUT "Исходная толщина металла перед пропуском"; h0 INPUT "Допустимое значение силы прокатки .....(МН) [P]="; Pd: Pd = Pd * 1000000! INPUT "Допустимое значение момента прокатки (кНм) [M]="; Md: Md = Md * 1000000! INPUT "Допустимое значение мощности прокатки (МВт) [N]="; Nd: Nd = Nd * 1000000! OPEN "2.txt" FOR OUTPUT AS 1 Hh0 = h0 f = .09 S0 = .5: S1 = .5 V = 4 PRINT " РЕЗУЛЬТАТЫ РАСЧЕТА ОБЖАТИЙ НА НЕПРЕРЫВНОМ СТАНЕ Х.ПР." PRINT "┌──┬────┬─────┬─────┬─────┬────┬──────┬──────┬──────┬─────┐" PRINT "│i │ H0 │ h0 │ h1 │ e │K2c │ P │ M │ N │ V │ " PRINT "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" PRINT "│ │ мм │ мм │ мм │ │МПа │ МН │ кНм │ МВт │ м/с │ " PRINT "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" PRINT #1, " РЕЗУЛЬТАТЫ РАСЧЕТА ОБЖАТИЙ НА НЕПРЕРЫВНОМ СТАНЕ Х.ПР." PRINT #1, "┌──┬────┬─────┬─────┬─────┬────┬──────┬──────┬──────┬─────┐" PRINT #1, "│i │ H0 │ h0 │ h1 │ e │K2c │ P │ M │ N │ V │ " PRINT #1, "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" PRINT #1, "│ │ мм │ мм │ мм │ │МПа │ МН │ кНм │ МВт │ м/с │ " PRINT #1, "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" FOR i = 1 TO N h1 = h0* .44 10 : IF h1 > h0 THEN INPUT "h0>h1"; asd$ dh = h0 - h1 e = dh / h0 e0 = (Hh0 - h0) / Hh0 x1 = a0 + a1 * e0 + a2 * e0 ^ 2 + a3 * e0 ^ 3 x2 = 2 / 3 * (a1 + 2 * a2 * e0 + 3 * a3 * e0 ^ 2) * e x3 = 8 / 15 * (1 - e0) ^ 2 * (a2 + 3 * a3 * e0) * e ^ 2 x4 = 16 / 35 * (1 - e0) ^ 3 * a3 * e ^ 3 K2c = 1.15 * (x1 + x2 + x3 + x4) L = SQR(R * dh) ksi0 = 1 - S0: ksi1 = 1 - S1 DO delta = 2 * f * L / dh: IF delta = 2 THEN delta = 2.1 Hn = (ksi0 / ksi1 * h0 ^ (delta - 1) * h1 ^ (delta + 1)) ^ (1 / 2 / delta) IF Hn = 0 OR h1 = 0 THEN INPUT "h=0"; ads$ y1 = (h0 / Hn) ^ (delta - 2) - 1 y1 = y1 * ksi0 * h0 / (delta - 2) y2 = (Hn / h1) ^ (delta + 2) - 1 y2 = y2 * ksi1 * h1 / (delta + 2) nG = (y1 + y2) / dh Pcp = K2c * nG x2 = 8 * Pcp * R * 2 * (1 - .3 ^ 2) / 3.14 / 210000! Lc = SQR(R * dh + x2 ^ 2) + x2 dL = ABS(Lc - L) / L * 100 L = Lc LOOP UNTIL dL > 5 P = Pcp * b * L M = 2 * K2c * (y1 - y2) * R * f / dh * b * L Nw = M * V / R IF P > Pd OR M > Md OR Nw > Nd THEN h1 = h1 + .001: GOTO 10 PRINT USING "│##│#.##│#.###│#.###│#.###│####│###.##│####.#│##.###│##.##│"; i; Hh0; h0; h1; e; K2c; P / 1000000!; M / 1000000; Nw / 1000000; V PRINT #1, USING "│##│#.##│#.###│#.###│#.###│####│###.##│####.#│##.###│##.##│"; i; Hh0; h0; h1; e; K2c; P / 1000000!; M / 1000000; Nw / 1000000; V V = V * h0 / h1: h0 = h1 NEXT PRINT "└──┴────┴─────┴─────┴─────┴────┴──────┴──────┴──────┴─────┘" PRINT #1, "└──┴────┴─────┴─────┴─────┴────┴──────┴──────┴──────┴─────┘" CLOSE 1 END Приложение Б – Графики распределения параметров прокатки по проходам ИЗМЕНЕНИЕ ОБЖАТИЯ
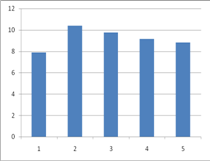
Е ИЗМЕНЕНИЕ СИЛЫ ПРОКАТКИ
Р,МН ИЗМЕНЕНИЕ МОМЕНТА ПРОКАТКИ
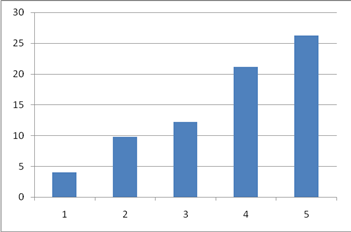
М,кН*м ИЗМЕНЕНИЕ МОЩНОСТИ
N,МВт ИЗМЕНЕНИЕ СКОРОСТИ
V,м/с |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||