|
Курсовая работа: Структура деятельности предприятия "Ростсельмаш"Курсовая работа: Структура деятельности предприятия "Ростсельмаш"Содержание Введение 1 Структура и направление деятельности ООО «Ростсельмаш» 1.1 История предприятия 1.2 Направление деятельности предприятия 2 Анализ СМК по ИСО 9001:2001 действующей на предприятии 3 Анализ качества выпускаемой продукции на примере вала 4 Оценка стабильности и управляемости производства 5 Анализ документации по функционированию и устройству средств контроля параметров вала 5.1 Стандарты предприятия 5.2 ГОСТы на средства измерения и проведение их поверки 6 Оценка состояния системы технического контроля 6.1 Общие положения измерения и мониторинга продукции 6.2 Порядок сдачи и приемки продукции ДТК 6.3 Порядок проведения испытаний продукции 6.4 Порядок проведения периодических испытаний 6.5 Проведение испытаний на ГосМИС 6.6 Порядок проведения окончательной приемки продукции 6.7 Порядок проведения результатов КТД 6.8 Сбор и передача данных о качестве продукции 6.9 Дополнительный контроль качества продукции Заключение Список использованных источников Введение ростсельмаш структура деятельность производство В современном мире, для достижения прибыли, предприятия стремятся производить товар высокого качества: товар должен быть лучше, чем у конкурентов, максимально удовлетворять требования потребителей. Важнейшим источником роста эффективности производства является постоянное повышение технического уровня и качества выпускаемой продукции. Развитие рыночной экономики в России определило новые приоритеты развития национального производства: повышение конкурентоспособности национального товара; осуществление перехода от добывающей промышленности к перерабатывающей; удовлетворение растущих потребностей населения; создание национальной системы обеспечения безопасности и высокого качества потребляемой продукции. Одной из приоритетных задач стоящей перед ООО «КЗ «Ростсельмаш» является обеспечение потребителя качественной и долговечной продукцией. Как показывает практика, ООО «КЗ «Ростсельмаш» как производитель и продавец обеспечивает условия, при которых конечный потребитель покупает и получает в пользование комбайны и адаптеры в полнособранном состоянии и полностью готовым к эксплуатации. 1. Структура и направление деятельности ООО «КЗ «Ростсельмаш» 1.1 История предприятия В январе 1926г. началась геодезическая съемка местности под стройплощадку, а 22 марта 1926 года Ростово-Нахичеванский горсовет принял постановление о выделении земельного участка для постройки завода и жилых домов. А в апреле того же года на территории будущего завода было построено первое здание – прорабская, начался набор рабочих, стартовали земляные работы на строительстве крупнейшего в СССР завода сельскохозяйственного машиностроения. 3 июня 1927г. принято Постановление Совета труда и обороны СССР о строительстве завода сельхозмашиностроения в Ростове-на-Дону. В августе были заложены фундаменты первых цехов, началось строительство поселка Сельмашстроя. Начальником Сельмашстроя, а затем и первым директором завода, с мая 1928 по октябрь 1936гг., был Николай Павлович Глебов-Авилов (репрессирован, реабилитирован посмертно). 21 июля 1929 года завод приступил к выпуску своей первой продукции: крестьянских ходов, поперечных грабель, тракторных плугов и сеялок. Именно эту дату в истории предприятия принято считать днем его рождения. Несмотря на сарказм иностранной прессы и зарубежных специалистов, Ростсельмаш через два года после закладки фундамента не только начал работать, но и открыл собственный учебный комбинат, а проектное бюро уже вело разработку отечественных комбайнов. Именно ростсельмашевцами 30 июня 1930г. был выпущен первый отечественный комбайн - «Колхоз», прошедший испытания на полях зерносовхоза «Гигант» Сальского района. И уже 26 мая 1932г. на поля был отправлен первый эшелон с комбайнами Ростсельмаш. А всего с момента основания (1929г.) Ростсельмаш поставил своим клиентам в 48 странах мира более 2,6 млн. единиц техники. За минувшие десятилетия инженерами-конструкторами Ростсельмаш разработаны многие образцы уборочной техники. Комбайны серий С, Сталинец, Нива, Дон, а в последние годы – VECTOR, ACROS, TORUM были неоднократно удостоены советских, российских и международных премий за качество, надежность, производительность. В 1965 году впервые в мире на Ростсельмаш были сконструированы и выпущены в производство тростниковоуборочные комбайны КСТ-1, долгое время поставлявшиеся на Кубу. Благодаря усилиям Ростсельмаш к середине 80-х гг. было резко сокращено отставание отечественного сельхозпроизводства от ведущих стран – мировых зернопроизводителей по оснащенности комбайнами: их парк составил в СССР 800 тысяч штук – 20% мирового парка. За достижения в области экономики, за вклад в развитие промышленности и сельского хозяйства Ростсельмаш был награжден орденами «Ленина», «Октябрьской Революции», «Трудового Красного Знамени», наградами других государств. Сегодня компания Ростсельмаш входит в пятерку крупнейших мировых производителей комбайнов и сельскохозяйственной техники. Продукция Ростсельмаш занимает 17% мирового и 65% - рынка сельхозтехники России и СНГ. Продуктовую линейку компании составляют четыре модели зерноуборочных комбайнов: TORUM, ACROS, VECTOR, NIVA, кормоуборочный комбайн DON 680М, энергосредства ES 1, тракторы VERSATILE, а также прицепная, навесная кормоуборочная техника, техника для хранения и переработки зерна. Реализация техники Ростсельмаш, ее предпродажная подготовка и сервисное обслуживание осуществляется через крупнейшую в Европе и Азии дилерскую сеть компании, располагающей 200 филиалами сервисных центров. За последние пять лет комбайны Ростсельмаш были поставлены в 23 страны мира. Накопленный опыт и применение передовых технологий на всех этапах жизненного цикла продукции позволяет компании создавать машины, ставшие эталоном надежности, производительности и экономической эффективности. Современная зерноуборочная техника Ростсельмаш полностью соответствует европейским стандартам безопасности, что подтверждено протоколами испытаний, проведенных в 2007г. чешским государственным испытательным центром SZZPLS. Качество и надежность техники Ростсельмаш гарантировано действующей в компании системой менеджмента качества, международным стандартам ИСО 9001:2008. Компании выданы сертификаты Международной организации по сертификации (IQNET), Европейской организации по сертификации «SAI GLOBAL», Российского Госстандарта (ИСО 9001:2008) и Российского Регистра. Ростсельмаш уделяет огромное внимание расширению и обновлению продуктового портфеля компании. За пять последних лет Ростсельмаш поставил на конвейер три модели комбайнов (VECTOR, ACROS, TORUM) и энергосредство. Сегодня предприятие продолжает работы по созданию новых моделей уборочных машин и адаптеров. Осенью 2007г. для Ростсельмаш начался новый исторический период в развитии. 31 октября Ростсельмаш завершил покупку контрольного пакета акций канадского производителя сельхозтехники Buhler Industries Inc. Выбор в пользу Buhler Industries основан на производственном потенциале канадского тракторостроительного предприятия, позволяющего выпускать технику мощностью от 196 до 535 л.с. Таким образом, Компания Ростсельмаш из крупнейшего комбайностроительного предприятия превратилась в трансконтинентальный машиностроительный холдинг. 1.2 Организационная структура ООО «КЗ «Ростсельмаш» В настоящее время в 000 "КЗ "Ростсельмаш" разработана, задокументирована, внедрена и поддерживается в рабочем состоянии система внутрифирменного менеджмента, соответствующая МС ИСО 9001. ВМ предназначен для реализации политики в области качества, бизнес-целей, достижения и обеспечения уверенности в удовлетворении требований потребителей с учётом законодательных и нормативных требований. ВМ построен так, чтобы постоянно улучшать результативность компании в соответствии с требованиями стандарта ГОСТ Р ИСО 9001-2001 (МС ИСО 9001:2000). В период с марта по сентябрь 2004 года в компании была разработана, утверждена и внедрена нормативная документация внутрифирменного менеджмента в соответствии с требованиями МС ИСО 9001:2000, ГОСТ Р ИСО 9001-2001. Документальное описание ключевых процессов деятельности обеспечивает их прослеживаемость, четкое понимание, управление и постоянное улучшение. Уникальность НД ВМ заключается в том, что она представлена в виде шести системообразующих процессов: гиперпроцесса (ГВМ) и пяти макропроцессов (МП).
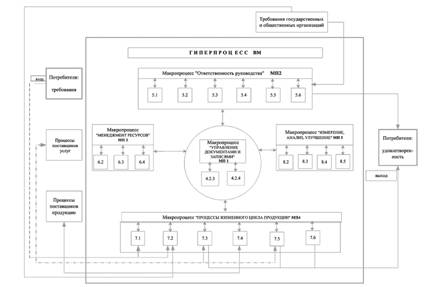
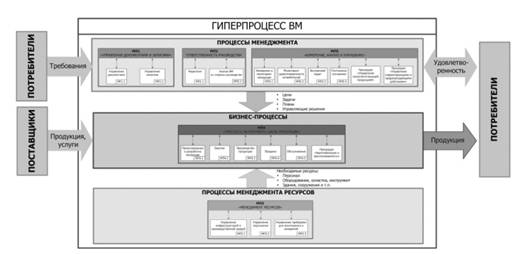
Рисунок 1 – Схема процессов Перед началом комплексной проверки внутрифирменного менеджмента экспертами Ассоциации по сертификации на соответствие разработанной системы требованиям международных стандартов, компания провела аудит по каждому разработанному процессу и аттестацию руководителей структурных подразделений. Экзамен по внутрифирменному менеджменту выдержали более 500 руководителей всех уровней управления предприятием: от мастеров производственных участков до начальников производств. В ходе аттестации персонал Общества продемонстрировал достаточную осведомлённость относительно требований процессов внутрифирменного менеджмента. Внутрифирменный менеджмент стал реальным инструментом непрерывного совершенствования деятельности предприятия и источником экономических выгод. За счет документированное™, контроля, анализа и периодического пересмотра ключевых производственных и управленческих процессов в соответствии с требованиями международного стандарта обеспечивается прозрачность, лучшая управляемость и непрерывное совершенствование деятельности предприятия. С 22 по 26 октября 2004 г. на нашем предприятии состоялся сертификационный аудит на соответствие внутрифирменного менеджмента требованиям МС ИСО 9001:2000 и ГОСТ Р ИСО 9001-2001. Во время аудита эксперты Ассоциации по сертификации отметили высокий уровень подготовки, профессионализм и компетентность, как у руководителей, так и работников Общества. По результатам сертификации ООО "КЗ "Ростсельмаш" получил четыре сертификата соответствия ВМ требованиям МС ИСО 9001:2000 и ГОСТ Р ИСО 9001-2001 на русском и английском языках: "IQ Net" (на английском языке), "SAI GLOBAL" (на английском и русском языках), "Русский Регистр" (на английском и русском языках), ГОСТ Р (на русском языке). Создание в организации Внутрифирменного менеджмента позволило не только сертифицировать ее на соответствие требованиям МС ИСО 9001:2000, но и обеспечило значительное повышение конкурентоспособности и экономической эффективности организации. Сертификация ВМ ООО "КЗ "Ростсельмаш" имеет колоссальное значение не только для самой компании, но и для России, поскольку является подтверждением выхода качества продукции отечественного сельхозмашиностроения на международный уровень. Работа компании по совершенствованию внутрифирменного менеджмента ведется постоянно. Одним из самых значительных этапов совершенствования ВМ является создание, внедрение и усовершенствование системы трех "Не" - системы, направленной на выявление причин несоответствий, снижение издержек на их устранение, повышение ответственности исполнителей за выполненную работу. Функционирование системы основано на добровольном предъявлении брака.
Рисунок 2 - Основный принципы системы трех "Не" После успешного прохождения сертификации и функционирования всех видов деятельности в структуре ВМ, изображенной на рисунке 2, возникла необходимость в изменении состава процессов ВМ и структуры документации.
Рисунок 3 - Проект модели ВМ-2006 Измененная структура документации ВМ будет выглядеть следующим образом:
Рисунок 4 – Измененная структура ВМ Одновременно ведется работа по внедрению системы 5S. После внедрения этой системы на ООО «КЗ «Ростсельмаш» станут лучше рабочие места, создать лучшие условия выполнения операций, сэкономить время и повысить производительность, безопасность работы. 3. Анализ качества выпускаемой продукции на примере вала Для того, чтобы проанализировать качество выпускаемой продукции необходимо произвести статистическую обработку результатов измерения, полученных с течением времени. В результате контроля было получено 100 результатов измерений. Измерения проводились штангенциркулем с ценой деления 0,1 мм. чертеж штангенциркуля представлен в приложении Б. При соединении точек прямыми линиями, видно, что тенденция изменения результатов измерений не наблюдается, т.е. переменная систематическая погрешность несущественна. Необходима проверка наличия грубых ошибок и промахов. Для этого полученные значения измерений располагаются в вариационный ряд. Следует проверить крайние значения вариационного ряда, для этого необходимо: -рассчитать среднее арифметическое значение:
Где n-число измерений;
- рассчитать СКО:
-выбрать из вариационного
ряда крайние значения
-проверить выполнение
неравенства
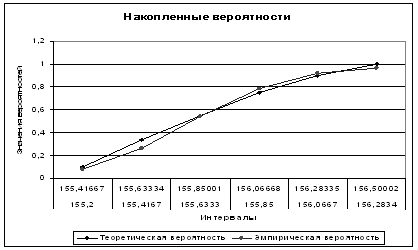
Где Р=0,95 => P/2=0,475, от сюда следует, что Так как Необходимо проверить соответствие эмпирического распределения нормальному теоретическому закону. Для этого вариационный ряд Чтобы установить вероятность, с которой эмпирическое распределение можно оценивать, как нормальное используется критерий Колмогорова-Смирнова. Статистикой этого критерия является расхождения эмпирической и теоретической функции распределения вероятности, функция распределения рассчитывается накапливаемым суммированием вероятностей. Выбираем наибольшую разность между эмпирическим и теоретическим распределением. Для рассчитанных значений л определяем по таблице значений вероятности Р(л) с которой можно принять гипотезу о нормальности распределения Р(л)=0,96 Удовлетворительным считается результат когда Р(л) ≥ 0,76, т.е. гипотеза о нормальности распределения принимается По гистограмме можно сделать вывод, что процесс стабилен и точен, но так как нет явного пика, то есть основание полагать, что требуется расслоение гистограммы.
Рисунок 5. Распределение накопленных вероятностей Гистограмма и другие показатели управляемости процесса характеризуют его одномоментное состояние с присущей ему вариацией параметров. Однако, чтобы иметь возможность прогнозировать состояние процесса и управлять им, необходима информация, собранная в течении определенного периода. Появление определенных тенденций в его протекании и временную вариацию параметров позволяют оценить контрольные карты. Для оценки статистической управляемости процесса необходимо использовать контрольные карты Шухарта. И на Х-карте и на R-карте все точки лежат в пределах границ регулирования, тенденций по увеличению или уменьшению размахов и полученных значений не наблюдается. На Х – карте есть точки, которые сильно отдалены от среднего значения, но всё равно они лежат в пределах границ регулирования. От сюда можно сделать вывод, что процесс точен и управляем, то есть корректировка процесса не требуется. Статистическая обработка результатов измерений других параметров проводится аналогично. 4. Оценка стабильности и управляемости производства Для производства вала, в качестве документального обоснования используется технологический процесс (маршрутная карта). Первой из операций является пило-отрезная, которая включает следующие этапы: установление и закрепление заготовки вручную, отрезание заготовки, снятие заготовки, процесс зачистки заусениц и притупление острых кромок на заготовке. Вторая операция – слесарная, она включает рихтовку. Третья – токарно-винторезная она включает следующие этапы: установление и закрепление заготовки в 3-х кулачковом патроне вручную, подрезание торца, центрирование торца, и так далее, всего 19 этапов. Полностью маршрутная карта представлена в приложении. Четвертая операция – разметка, включает разметку двух пазов. Пятая операция вертикально-фрезерная включает три этапа: установление и закрепление заготовки, фрезерование, снятие детали. Слесарная операция включает зачистку заусениц и притупление острых краёв кромки. Предпоследней операцией является контроль готового изделия. Заключительной операцией является взвешивание. Таким образом, изучив тех процесс, можно сделать вывод, что процесс изготовления вала технологичен. 5. Анализ документации по функционированию и устройству средств контроля параметров вала В качестве документации по функционированию и устройству средств контроля применяются стандарты предприятия: метрологическое обеспечение, правила пользования средствами измерений геометрических величин, методы контроля резьб, ГОСТы на средства измерения, нормативная документация по поверке средств измерений. 5.1 Стандарты предприятия Для измерения геометрических параметров документированной основой является стандарт предприятия «Метрологическое обеспечение. Правила пользования средствами измерений геометрических величин». Данный стандарт включает несколько разделов: область применения, нормативные ссылки, термины и определения, общие положения, правила пользования средствами измерений. Настоящий стандарт устанавливает правила пользования средствами измерений геометрических величин, эксплуатируемых на ООО «Комбайновый завод «Ростсельмаш» (далее Общество). Настоящий стандарт предназначен для специалистов технических производственных подразделений Общества, осуществляющих разработку, метрологическую экспертизу технической документации, а также применяющих в своей деятельности средства измерений геометрических величин. Ответственность за актуальность стандарта предприятия возлагается на главного метролога. В стандарт включены наиболее употребляемые средства измерений геометрических величин, обеспечивающие разную точность измерений, их краткие характеристики, диапазоны измерений, соответствии с Государственными стандартами и правила пользования ими. Все средства измерений должны обеспечивать достоверность и эффективность измерения при контроле изделий в процессе изготовления. Находящиеся в эксплуатации средства измерений подвергаются периодической, внеочередной поверке, калибровке. При применении других средств измерений геометрических величин, не указанных в данном документе, их погрешности при измерении не должны превышать допускаемых ГОСТ 8.051-81 значений. В данном стандарте подробно описываются различные средства измерения, правила их эксплуатации и хранения. К данным средствам измерения относятся: глубиномеры индикаторные, глубиномеры микрометрические, головки рычажно-зубчатые, индикаторы многооборотные, индикаторы рычажно-зубчатые, индикаторы часового типа, линейки измерительные металлические, линейки поверочные, линейки синусные, меры длины концевые плоскопараллельные, меры плоского угла призматические, микрометры гладкие, микрометр со вставками, микрометры рычажные, набор принадлежностей к плоскопараллельным концевым мерам длины, нутромеры индикаторные, нутромеры микрометрические, образцы шероховатости поверхности, плиты поверочные и разметочные, призмы поверочные и разметочные, проволочки и ролики для измерения среднего диаметра резьбы, рулетки измерительные металлические, скобы с отчетным устройством, стенкомеры и толщиномеры индикаторные, стойки и штативы для измерительных головок, угломеры с нониусом, угольники поверочные, уровни рамные и брусковые, шаблоны резьбовые и радиусные, штангенглубиномеры, штангенрейсмасы, штангенциркули, щупы. В предыдущем разделе данного отчета приведены результаты статистической обработки результатов измерений длины проточки на валу при помощи штангенциркуля ШЦ – I – 150 - 0,1 ГОСТ 166-89. Так же для контроля параметров вала используется ещё один стандарт предприятия «Метрологическое обеспечение. Методы контроля резьб». Стандарт содержит следующие разделы: область применения, нормативные ссылки, термины и определения, изображение и обозначение резьбы, общие положения методов контроля параметров резьбы, методы и средства контроля, поэлементный контроль резьбы, условия годности резьбы. Данный стандарт устанавливает предпочтительные для применения в подразделениях ООО «Комбайновый завод «Ростсельмаш» методы контроля резьб на деталях и узлах машин. Стандарт предназначен для использования специалистами Управления главного технолога, Департамента менеджмента качества, отдела главного метролога и других технических служб при разработке технической документации и выполнении процессов измерения и контроля. Допускается применение других методов, обеспечивающих необходимую точность измерений. Ответственность за актуальность стандарта предприятия возлагается на главного метролога. Проверка годности резьбы выполняется комплексно и поэлементно. Комплексно – определением ряда параметров одновременно, поэлементно – измерением каждого параметра в отдельности. Комплексный контроль обеспечивает соблюдение предельных контуров сопрягаемых резьб на длине их свинчивания. При этом одновременно проверяют средний диаметр, шаг, половину угла профиля, внутренний и наружный диаметр резьбы путем сопоставления действительного контура резьбы детали с предельными. Виды калибров для контроля цилиндрических резьб выбирают по ГОСТ 24939, калибры для конической дюймовой резьбы с углом профиля 60 град. – по ГОСТ 6485, калибры для метрической конической резьбы – по ГОСТ 24475. при поэлементном контроле измеряют наружный, средний, внутренний диаметры, шаг, угол профиля. По измеренным параметрам дают заключение о годности резьбы. 5.2 ГОСТы на средства измерения и их поверки В качестве нормативной документации на рассматриваемый штангенциркуль на предприятии ООО «КЗ «Ростсельмаш» используется ГОСТ 166 – 89. Штангенциркули изготавливают следующих основных типов: I – двусторонние с глубиномером; Т – 1 – односторонние с глубиномером с измерительными поверхностями из твердых сплавов; II – двусторонние; III – односторонние. В качестве нормативной документации по поверке используются ГОСТы. Для поверки штангенциркуля используется ГОСТ 8.113 – 85 «Штангенциркули. Методика поверки». При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками. Проводят следующие операции: внешний осмотр, опробование, определение метрологических характеристик, определение длины вылета губок штангенциркулей, определение шероховатости измерительных поверхностей, определение штрихов шкал и перекрытия штрихов шкалы штанги краем нониуса штангенциркуля, определение расстояния от верхней кромки края нониуса до поверхности шкалы штанги, определение отклонения от плоскостности и прямолинейности измерительных поверхностей губок, определение отклонения от параллельности плоских измерительных поверхностей губок, определение усилия перемещения рамки по штанге штангенциркуля, определение погрешности штангенциркуля. ГОСТ на штангенциркуль и его поверку представлен в приложении. Страницы: 1, 2 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||