|
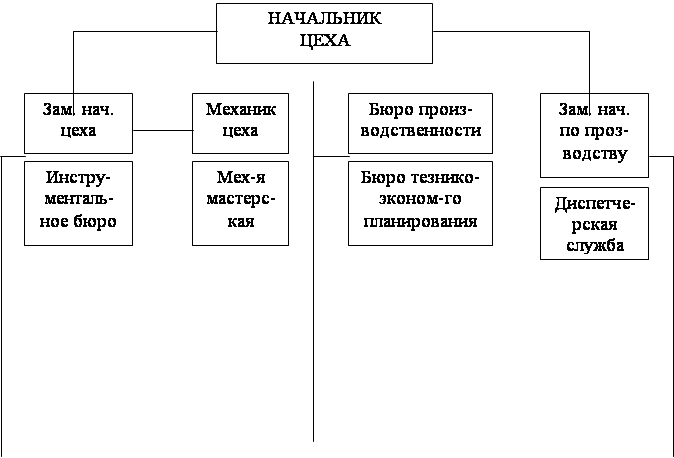
Курсовая работа: Техническое обслуживание технологического оборудования и средств робототехники в автоматизированном производствеКурсовая работа: Техническое обслуживание технологического оборудования и средств робототехники в автоматизированном производствеВведение Данная курсовая работа является последним этапом и завершающей ступенью подготовки по дисциплине «Экономика предприятия» на специальности Т.2-53.01.31 (Техническое обслуживание технологического оборудования и средств робототехники в автоматизированном производстве). Опыт использования станков с ЧПУ показал, что эффективность их применения возрастает при повышении точности, усложнений условий обработки (взаимное перемещение заготовки и инструмента по пяти-шести координатам), при много инструментальной операционной обработке заготовок с одной установки и т.п. Большое преимущество обработки на станках с ЧПУ заключается также в том, что значительно уменьшается доля тяжелого ручного труда рабочих, сокращаются потребности в квалифицированных станочниках-универсалах, изменяется состав работников металлообрабатывающих цехов, что в сумме уменьшает себестоимость продукции, которая выпускается на предприятиях Республики Беларусь. В данной курсовой работе мы рассмотрим также вопросы как –задачи и цели стоящие перед ремонтным хозяйством предприятия. Для этого излагается направление повышения эффективности производства данной отрасли машиностроения, в свете рыночных преобразований в экономике РБ, стоящие перед заводом и цехом. Основными задачами дисциплины являются: 1. Рассмотрение основных элементов хозяйственного механизма, действующего на предприятии. 2. Освоение новых форм и методов хозяйствования, предопределяемых требованиями рыночной экономики. 3. Изучение особенностей экономики и организации предприятий различных форм собственности. В условиях промышленного производства роль ремонта не ограничивается поддержанием оборудования в работоспособном состоянии. Ставится задача связывать ремонт с конструктивным обновлением (модернизацией) оборудования для повышения рабочих скоростей, уменьшения времени холостых ходов, увеличения мощности двигателей для повышения производительности оборудования. Новые условия хозяйствования требуют значительного удлинения сроков работы оборудования без ремонта за счет высокой культуры его эксплуатации и обслуживания. Курсовая работа включает комплекс вопросов, написание которых требует знания не только по дисциплине «Экономика предприятия», но и дисциплин, пройденных за весь период обучения по данной специальности. В ходе выполнения курсовой работы необходимо обосновать капитальный ремонт станка модели ИР500ПМФИ на примере предприятия ТЗСК, а так же произвести расчет себестоимости капитального ремонта и свободно-отпускной цены капитального ремонта. 1. Организационная часть 1.1 Исходные данные В состав исходных данных для курсовой работы должны входить: 1 Наименование станка: ИР500ПМФ4 2 Масса станка: свыше 20 тонн 3 Класс точности: П – повышенный 4 Габаритные размеры: 3360×1710×1750 5 Мощность: 10 кВт 6 Первоначальная стоимость: 476256000 руб. 7 Коэффициент выполнения норм: 1.2 8 Категория ремонтной сложности: — механическая часть: 67 — электрическая часть: 100 — электронная часть: 167 9 Нормативный фонд времени работы оборудования: 2016 часов — количество смен работы предприятия: 2 смены — продолжительность смены: 8 часов 10 Количество проведенных капитальных ремонтов: 2 11 Дата ввода станка: 1980 год Дополнительные исходные данные берутся по нормативно-справочной литературе, а также по базовому предприятию. 1.2 Структура ремонтного хозяйства Ремонтная служба предприятия находится в подчинении главного механика завода. В состав службы главного механика входят: 1 Планово производственное бюро. 2 Конструкторское бюро. 3 Группа кранового хозяйства и бюро смазочного хозяйства. 4 Ремонтно-механический цех (РМЦ). 5 Склад запасных деталей. 6 Инспекторская группа. Планово производственное бюро планирует ремонтные работы, составляет график ремонта на год и по месяцам, определяет трудоемкость ремонтных работ, требую численность ремонтных рабочих, плановые затраты на проведение ремонтных мероприятий. Конструкторское бюро разрабатывает чертежи на основные детали, вносят конструкторские изменения отдельных частей при ремонте оборудования. Группа кранового хозяйства обеспечивает ремонт кранов и других подъемно-транспортных средств. Бюро смазочного хозяйства руководит правильной организацией смазки оборудования. Ремонтно-механический цех обеспечивает выполнение работ по плановым ремонтам и изготовлению технологических запасов деталей, которые не могут быть приобретены предприятием, РМЦ выполняют следующие работы: 1 Капитальный ремонт оборудования 2 Изготовление запасных деталей 3 Оказание услуг другим предприятиям по капитальному ремонту и модернизации. На РМУ проводятся те же работы, которые выполняете РМЦ, но для более мелких деталей. Склад запасных деталей создается для хранения запасных деталей, в его номенклатуру входят. а) быстро изнашивающиеся детали, срок службы которых больше продолжительности межремонтного периода, но которые требуются в большом количестве. б) все детали для особо точного уникального оборудования. в) сложные и трудоемкие в обработке детали и изготавливаемые на стороне. Инспекторская группа контролирует качество выполнения ремонтных работ. Это группа разрабатывает типовые инструкции по уходу за оборудованием и правила его эксплуатации, устанавливает причины вызывающие аварии и разрабатывает мероприятия по их предупреждению. Функции ремонта и профилактического обслуживания выполняет ремонтное хозяйство. Основными его задачами являются: · предупреждение преждевременного износа основных производственных фондов и поддержание их в состоянии постоянной эксплуатационной готовности; · уход и надзор за его состоянием; · обновление и модернизация оборудования; · изготовление запасных частей и узлов, необходимых для ремонта; · улучшение организации и качества ремонта, снижение издержек на его проведение. Типовая организация структуры управления цеха. станок ремонт деталь плановый
1.3 Задачи рациональной организации ремонта и обслуживания оборудования Высокие темпы развития промышленности сопровождаются быстрым ростом основных фондов и особенно их активной части – машин и оборудования. В обеспечении наиболее эффективного их использования важная роль принадлежит ремонтному хозяйству. Посредствам ремонта устраняются последствия физического износа, устраняются и возвращаются в ходе эксплуатации параметры, а модернизация компенсирует моральный износ оборудования. В ремонтном хозяйстве предприятия занято значительное число рабочих (10-15% от общего количества). Затраты на ремонт составляют 6-8% себестоимости продукции. В этих условиях эффективная организация проведения ремонтов не только обеспечивает работоспособность оборудования, но и существенно влияет на результаты производственной деятельности предприятия. Характер деятельности ремонтного хозяйства определяют его задачи: 1 Осуществление технического ремонта и обслуживание всего предприятия. 2 Монтаж оборудования вновь приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На предприятии при выполнении ремонтных работ может быть организована следующими видами: централизованным, децентрализованным, смешанным. При централизованном виде ремонт всех видов и некоторые виды технического обслуживания производятся силами РМЦ. Этот цех располагает специализированными ремонтными бригадами, необходимым универсальным оборудованием, запасными частями и материалами. Этот способ применяется на небольших предприятиях единичного и мелкосерийного производства. При децентрализованном виде все виды ремонтных работ и изготовление части сменных деталей осуществляется силами и средствами цеховых ремонтных служб (ЦРС), которая организуется в каждом цехе. РМЦ предприятия выполняет работы по капитальному ремонту и модернизации сложного и крупного оборудования. Изготавливают запасные части массового применения, восстанавливают детали, требующие применения специального оборудования и оснастки. Этот метод используется в крупносерийном и массовом производстве при большом числе оборудования в каждом цехе. Смешанный вид характеризуется тем, что ремонтные работы выполняет как ЦРС так и РМЦ. За РМЦ закрепляется производство капитального ремонта всего оборудования и изготовление запасных частей. Он применяется на предприятиях с большим числом оборудования. При всех видах организации ремонта обязательно проводятся осмотры (тех. обслуживание). Эти виды работ выполняются основными производственными рабочими, которые должны вести наблюдения за работой оборудования в течение смены, предупреждать попадание абразивных материалов на трущиеся поверхности, следить за уровнем масла и охлаждающей жидкости, характером шумов редуктора в коробках скоростей. Они должны выполнять операции по уходу, сборке отходов, ежедневной смазке оборудования, но некоторые виды работ осуществляются дежурным ремонтным персоналом (регулировка, смена и промывка масла, промывка и проверка технических параметров и другие работы, требующие специального ухода). Для сокращения простоев оборудования в ремонте, все основные ремонтные работы выполняются в обеденные перерывы и выходные дни. Для этого ремонтному персоналу устанавливается график работы, отличный от основных производственных рабочих. Основным способ проведения ремонтов является агрегатный и последовательно-агрегатный. При агрегатном способе отдельные сборочные единицы заменяются запасными (из оборотного фонда), заранее отремонтированными или новыми. Таким способом ремонтируется оборудование одной модели или одного назначения. При последовательно-агрегатном способе – конструктивно- обособленные сборочные единицы ремонтируются последовательно по одной единицы оборудования во время перерывов в его работе. Этот способ применяется для ремонта конвейерного оборудования, агрегатных станков и автоматов. Внедрение указанных способов является условием выполнения ремонтных работ без остановки производства. Ремонт может осуществляться двумя методами: 1 Методам ремонта по стандартным технологическим процессам. 2 Послеосмотровой метод. Метод ремонта по стандартным технологиям наиболее прогрессивный. При его использовании сроки, содержание и объем ремонта устанавливаются по заранее разработанным технологическим процессам ремонтных работ. Этот метод основывается на предварительном тщательном изучении работы оборудования, срока износа работы отдельных деталей и сборочных единиц каждого типа оборудования, накоплении опытных данных для разработки стандартных технологических процессов ремонта. Метод стандартных ремонтов имеет большее преимущество, так предусматривает предварительную подготовку сменных деталей и материалов, необходимых для ремонта .При этом сокращаются сроки ремонта за счет устранения простоев станка в период осмотров. Послеосмотровой метод заключается в том, что объем ремонта каждого станка определяется на основе предварительного осмотра. По данным очередного осмотра составляется дефектная ведомость, в соответствии с которой производится сменных деталей и необходимого материала для ремонта. Этот метод обладает большими недостатками, так как здесь велики простои оборудования, отсутствует предварительная разработка технологии ремонта и затрудняет четкое планирование сроков ремонта. Сокращение затрат времени на ремонт и систематическое повышение производительности труда ремонтных рабочих достигается за счет рациональной организации рабочих мест. Для этого целесообразно использовать подвижные верстаки с набором слесарного инструмента; подвижные ванны для промывки частей станка, подвижные стеллажи для удобного хранения деталей и сборочных единиц. Бригада ремонтных рабочих должна обслуживаться подсобными рабочими для подвозки материалов, деталей и так далее. Необходимо также заменять и сокращать ручные работы, применять механизированный пневмоинструмент для сверления, нарезания резьбы и завертывания гаек. Важным направлением совершенствования организации ремонтного производства является повышение уровня специализации и кооперирования. Речь идет, прежде всего, о централизованном изготовлении запасных частей и средств малой механизации на специализированных предприятиях, о создании заводов по ремонту отдельных видов оборудования. Предприятия-изготовители оборудования также могут оказать существенную помощь в организации ремонтных работ посредством обеспечения запасными частями, документацией, квалифицированными кадрами Решению проблемы повышения эффективности ремонтного хозяйства в значительной степени будет способствовать обеспечение высокого уровня ремонтопригодности. 1.4 Определение ремонтного цикла, межремонтного и межосмотрового периода оборудования Продолжительность ремонтного цикла, межремонтного и межосмотрового периодов определяется по каждой группе оборудования. Ремонтный цикл – это промежуток времени между двумя капитальными ремонтами или началом эксплуатации до первого капитального ремонта. Его длительность определяется сроком службы наиболее важных узлов и механизмов. Структура ремонтного цикла — это порядок чередования осмотров и ремонтных работ в течение ремонтного цикла. Межремонтный период – это время между двумя любыми ремонтами. Длительность ремонтного цикла для металлорежущего оборудования определяется по формуле: Модернизация- это улучшение конструкции станка с целью повышения его производительности, точности обработки и других качественных параметров. Она совмещается чаще всего с капитальным ремонтом. В практике работы предприятий могут использоваться следующие методы организации ремонта: · по потребности, то есть при остановке –поломке станка; · по дефектным ведомостям, составляемым обслуживающими слесарями-ремонтниками в ходе проводимых осмотров; · система планово-предупредительного ремонта, предусматривающая проведение ремонтных работ по заранее составленному графику. В основе системы планово-предупредительного ремонта лежат следующие нормативы: длительность и структура ремонтного цикла; продолжительность межремонтного периода; нормы трудоемкости и расхода материалов, нормативы обслуживания, время простоя оборудования в ремонте. Они приводятся в отраслевых справочниках, инструкциях системы ППР. Тц = 25200 * kсм * kми * kтс * kкс * kв * kд (1) Тц = 25200 * 1 * 1 * 1.5 * 1.35 * 1 *1=51030 н/ч где: 25200 – продолжительность ремонтного цикла в нормо-часах для металлорежущих станков с классом точности П и массой более 10 тонн (см. Приложение 1); kсм – коэффициент, учитывающий обрабатываемый материал (сталь – 1); kми – коэффициент, учитывающий материал применяемого инструмента (металл – 1); kтс – коэффициент, учитывающий класс точности (П – 1,5); kкс – коэффициент, учитывающий массу станка (от 10 до 100 т – 1,35); kв – коэффициент, учитывающий возраст оборудования (1); kд – коэффициент, учитывающий начало эксплуатации (1). Для определения длительности ремонтного цикла в годах, необходимо определить действительный годовой фонд времени работы единицы оборудования по следующей формуле: Fд=Fн· (1- λ /100), час (2) Fд =4048 * (1- 7 /100)=3643 ч где: Fн — номинальный годовой фонд времени работы оборудования, ч; Fн =4048 ч; λ – процент потерь времени работы оборудования на ремонт и обслуживание (7%). Определим продолжительность ремонтного цикла в годах: Тц(год)=Тц/Fд (3) Тц(год)=51030/3643=14 лет Для определения продолжительности межремонтного и межосмотрового периодов, необходима структура ремонтного цикла: ТО-ТО-ТО-ТР-ТО-ТР-ТО-СР-ТО-ТР-ТО-ТР-ТО-СР-ТО-ТР-ТО-ТР-ТО-КР Продолжительность межремонтного периода определяется по формуле: tм.п.= (Тц(год)*12)/(nс+nт+1) (4) tм.п.= (14 * 12)/(2+6+1)=19 месяцев где nс, nт — количество средних текущих ремонтов. nс =2 n т =6 Продолжительность межосмотрового периода определяется по формуле: tм.о.= (Тц(год)*12) / (nс+nт+nо+1) (5) tм.о.= (14 * 12)/(2+6+11+1)=8 месяцев где nо — количество осмотров. n о =11
Под планово–предупредительным ремонтом понимают совокупность предусмотренных во времени организационно-технических мероприятий по уходу, надзору и ремонту оборудования. Система планово-предупредительного ремонта включает в себя межремонтное обслуживание (уход за оборудованием, контроль за соблюдением правил эксплуатации, периодические осмотры, промывка, смена масла и пр.) и ремонтные работы (малый текущий, средний и капитальный). Критерием отнесения к тому или иному виду ремонта является объем работ и степень разборки оборудования. В основе системы ППР лежат следующие нормативы: длительность и структура ремонтного цикла; продолжительность межремонтного периода; нормы трудоемкости и расхода материалов, нормативы обслуживания, время простоя оборудования в ремонте. Они приводятся в отраслевых справочниках, инструкциях системы ППР. Текущий ремонт – выполняется с целью гарантированного обеспечения работоспособности станков в межремонтный период комплексной ремонтной бригадой с обязательным остановом оборудования на время выполнения работ. При текущем ремонте проводят смену деталей с частичной разборкой узлов станка. Завершается текущий ремонт контролем станка на соответствие норм жесткости и точности с испытанием его по тест-программе. Средний ремонт – осуществляется для восстановления технических характеристик систем программного оборудования и выполняется бригадами с обязательным остановом оборудования.
Капитальный ремонт — предусматривает восстановление исправности и полного ресурса работы станка путем замены или ремонта всех его узлов и деталей. Во время капитального ремонта выполняется модернизация или замена систем программного управления и приводов подач. Капитальный ремонт выполняется ремонтной бригадой с обязательным остановом станков и передачей их в ремонтно-механический центр (РМЦ). Для работы станков с ЧПУ необходимо технические обслуживания, текущие, средние и капитальные ремонты планомерно чередовать и, таким образом, образуется ремонтный цикл. При применении системы периодических ремонтов плановый характер основной части ремонтных работ обеспечивается за счет того, что ремонты проводятся по годовому графику, в заранее известные сроки, вытекающие из установленных межремонтных периодов. Таблица 1 — Составление графика ППР:
1.6 Определение трудоемкости ремонтных работ Страницы: 1, 2 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||