|
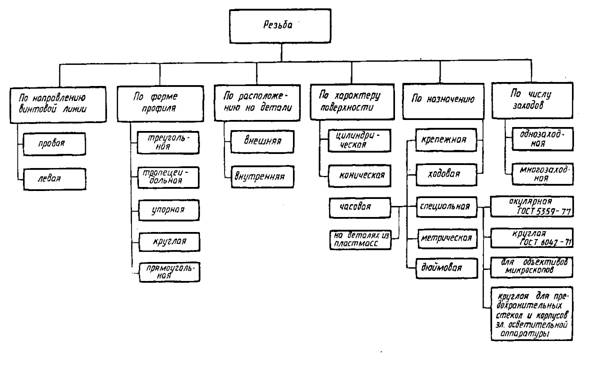
Курсовая работа: Технология нарезания резьбы на изделиях из стеклопластика типа трубыКурсовая работа: Технология нарезания резьбы на изделиях из стеклопластика типа трубыСОДЕРЖАНИЕ резьба стеклопластик Содержание Введение 1 Выбор типа резьбового соединения стеклопластиковых труб 1.1 Классификация резьб. Их основные параметры и признаки 1.2 Виды применяемых резьб для соединения стеклопластиковых труб 1.3 Типы резьб 1.4 Особенности процесса резания и формирования поверхностного слоя 2 Подбор компонентов материала 2.1 Классификация стеклопластиков 2.2 Влияние состава и структуры стеклопластиков на их обрабатываемость 2.3 Факторы, вызывающие погрешности элементов резьбы 3 Технология нарезания резьбы 3.1 Влияние технологической предыстории на точность резьбы 3.2 Процессы протекающие при нарезании резьбы 3.2.1 Процесс стружкообразования 3.2.2 Тепловые явления 3.2.3 Износ режущего инструмента 3.3 Технологические особенности нарезания резьбы 3.3.1 Оборудование, приспособления и вспомогательный инструмент 3.3.2 Технологические операции и параметры процесса нарезания Заключение Список используемой литературы Приложение А Приложение Б ВВЕДЕНИЕ В настоящее время в различных конструкциях, узлах механизмов машин, строительстве, машиностроении, и других областях широко применяются конструкции из металлов, пластмасс и наполненных пластиков, содержащих механические соединения. Но основной целью совершенствования применяемых конструкций аппаратов и машин и является снижение их массы и размеров с одновременным улучшением прочностных характеристик, повышением надёжности и долговечности. Для решения поставленной задачи производят замену традиционно применяемых металлов и их сплавов на современные, ничем не уступающие по своим физико–механическим характеристикам армированные пластики. К числу таких материалов относят стеклопластики различных марок. Стеклопластик обладает многими очень ценными свойствами, позволяющими ему считаться одним из материалов будущего: малый вес (в среднем в 5-6 раз меньше, чем у черных и цветных металлов); диэлектрические свойства (диэлектрическая проницаемость стеклопластика 4-14); высокие механические характеристики, превосходящими некоторые сплавы цветных металлов и сталей; теплоизоляционные свойства, и высокая коррозионная стойкость. Применение стеклопластиковых труб взамен металлических увеличивает срок службы трубопроводов в 5-8 раз, исключает применение антикоррозионных защитных средств, в 4-8 раз снижает массу трубопровода, исключает применение сварочных работ. Но при этом встаёт вопрос о механическом соединении данного вида труб. Технологические факторы определяют структурные параметры композиционного материала, его физико-механические характеристики, остаточные напряжения, возникающие в процессе изготовления соединений. Эксплуатационные факторы непосредственно зависят от уровня и спектра внешних нагрузок, времени и температуры эксплуатации, состояния среды, герметичности соединения. Прочность наиболее распространенных металлических соединений (клёпаных, болтовых, резьбовых) значительно превосходить прочность аналогичных соединений конструкций из полимерных композиционных материалов. К примеру, одна из проблем композитов – сохранение плотности стыка и обеспечение стабильности резьбовых соединений вследствие ползучести и релаксации напряжений в соединении. Эти и другие особенности следует учитывать при проектировании и выборе соединений и оценке их прочности[1]. В идеале создаваемые конструкции не должны изготавливаться путем соединения элементов. Так, например, изготавливают сосуды высокого давления методом намотки. Однако в большинстве случаев конструкции приходится собирать из отдельных деталей. Это касается и трубопроводных систем. И создание разъёмных, в частности резьбовых, соединений для труб из стеклопластиков – один из сложных вопросов. 1 ВЫБОР ТИПА РЕЗЬБОВОГО СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ Выбор того или иного соединения при проектировании определяется такими факторами как характер и величина нагрузки, размеры труб, физико-механические свойства материалов, условия эксплуатации, стоимость, технологическая реализуемость и т.д. Рациональное проектирование соединительных узлов предусматривает, прежде всего, анализ факторов, влияющих на несущую способность изделий. Большое влияние на прочность оказывает тип соединения. В резьбовых соединениях большое значение имеют тип резьбы и ее протяжённость, наличие усиливающих элементов и т. д. Выбранное мной соединение должно применяться для соединения труб в нефтегазовой промышленности, через которые могут перекачиваться так же углекислый газ, кислота и другие химические реагенты. Температура эксплуатации от -50°С до +100°С. Все трубы имеют наружный диаметр 400мм, толщину стенки 24 мм, длину 6м и располагаются в соответствующих зонах скважин. Газовый фактор транспортируемой среды 150 м3/т при давлении 0,1 МПа. Трубы должны быть герметичны в газовой среде при давлении до 4 МПа. Разрушающее, растягивающее осевое усилие по резьбовому соединению «муфта-труба» - не менее 360 Кн [13]. 1.1 Классификация резьб. Их основные параметры и признаки Резьбы подразделяют по следующим признакам: 1) единица измерения шага (метрическая, дюймовая, модульная, питчевая резьба); 2) расположение на поверхности (внешняя и внутренняя резьба); 3) направление движения винтовой поверхности (правая, левая); 4) число заходов (одно- и многозаходная); 5) профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.); 6) образующая поверхность, на которой расположена резьба (цилиндрическая резьба и коническая резьба); 7) назначение (крепёжная, крепёжно-уплотнительная, ходовая и др. (Рисунок 1.1)).
Рисунок 1.1 – Классификация резьб Основные параметры резьбы и единицы измерения: 1. Питчевая резьба - шаг резьбы измеряется в питчах (p"). Для получения числового значения (в миллиметрах) достаточно питч умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции. 2. Шаг (P) расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11); 3. Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D); 4. Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1); 5. Высота исходного треугольника резьбы (H); 6. Срез резьбы (p); 7. Угол подъёма резьбы (ψ) [8]. 1.2 Виды применяемых резьб для соединения стеклопластиковых труб Существуют следующие способы получения резьб на деталях из стеклопластика: резанием, напрессовкой, заливкой компаунда, формованием профиля, получение профиля при центробежном формовании и др. Нарезание резьбы также затруднительно, но все же оно иногда выполняется, если утолщение формованной конструкции достаточное и используется винт с крупной резьбой. Для стеклопластиков нарезание является пока преобладающим способом получения резьб, обеспечивающим необходимую точность резьбы. Однако прочность резьбового соединения, зависящая как от физико-механических свойств материалов соединяемых деталей, так и метода получения резьбы при нарезании, будет ниже, из-за перерезания армирующих слоёв стеклопластика и нарушения целостности слоистой структуры его в районе резьбы. Тем не менее, метод нарезания резьб резцом находит широкое применение и для стеклопластика имеет свои особенности [3]. Таблица 1.1 – Достоинства и недостатки различных типов резьбы
Профиль и размерность резьбы зависят от свойств соединяемых деталей, их размеров и усилий, действующих на резьбовое соединение (Таблица 1.1). На стеклопластике можно получить резьбу любого профиля, однако следует выбирать резьбы несимметричного профиля, т. к. они обеспечивают наибольшую прочность соединения при допускаемом напряжении 130-150 Па, при напряжении стеклопластика при срезе 1000 Па При выборе профиля резьбы так же необходимо учитывать толщину стенки трубы. На тонкостенных трубах не рекомендуется применять треугольный и круглый профили, так как под действием осевой растягивающей силы они создают радиальные сжимающие усилия, которые могут превысить допускаемые напряжения и в результате чего оболочка разрушится в зоне резьбы от сдвиговых и радиальных напряжений. На толстостенных трубах принципиальной разницы в выборе вида резьбы нет. Они обладают высокой жесткостью, и действующие радиальные усилия не будут оказывать существенного влияния на прочность резьбового соединения [3],[4]. Известно, что для стеклопластиков допускаемое напряжение в несколько раз меньше, чем для металлов, поэтому для создания равнопрочных резьб применяют несимметричные профили, в частности несимметричные упорные. 1.3 Типы резьб В этом разделе рассмотрим три типа профилей резьб, наиболее часто применяемых в изделиях из стеклопластика. 1. Круглая резьба Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30° [8].
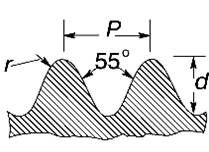
Рисунок 1.2 – Профиль круглой резьбы В машиностроении эта резьба используется редко, применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде, для водопроводной арматуры, в отдельных случаях для крюков подъемныхкранов, а также в условиях воздействия агрессивной среды. Такой профиль при действии осевой растягивающей силы создаёт радиальные сжимающие усилия, которые могут значительно превосходить допускаемые напряжения, и труба в районе резьбы разрушается. Эта резьба стандартизована. 2. Треугольная резьба В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (Таблица А.1).
Рисунок 1.3 – Треугольный профиль резьбы Резьба стандартизована
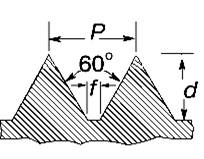
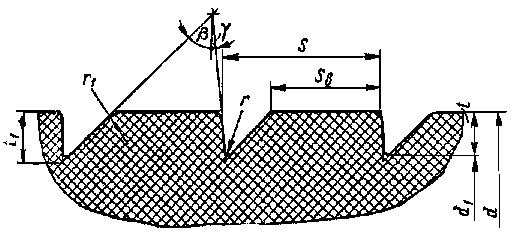
для диаметров от Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Треугольные резьбы дают возможность получить плотное соединение. 3. Упорная резьба Упорная усиленная резьба, S45° с углом наклона боковых сторон профиля 45° и 3°, с номинальным диаметром от 80 до 2000 мм стандартизованная по ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (Таблица А.1). Форму профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметров от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении [5], [8].
Рисунок 1.4 – Упорная несимметричная резьба Рассматриваемая резьба характеризуется следующими параметрами: d – наружный диаметр; d1 – внутренний диаметр; t1 – теоретическая высота профиля; t – высота профиля; S - шаг резьбы; Sв – ширина витка резьбы по наружному диаметру; r, r1 – радиусы скругления впадин и вершин резьбы; β – задний угол профиля; γ – передний угол профиля. Особенности упорной специальной резьбы: 1) небольшая глубина впадин t = 0,3S (для стандартных резьб t = 0,86S); 2) отношение ширины витка к ширине впадины по среднему диаметру всегда больше 1. 3) Изменение наружного диаметра в пределах допуска изменяет величину ширину витка резьбы в среднем на 1 %. Основные параметры упорной резьбы имеют следующие значения: Шаг резьбы S = 10 (мм); Передний угол профиля γ = 5º; Задний угол профиля β = 45º; Высота профиля t = 0,2S = 2 (мм); Ширина витка Sв = 7,266 (мм); Радиус закругления r = 0,05S = 0,5 (мм); r1 = 0,02S = 0,2 (мм). Наружный диаметр и шаг резьбы выбирают в зависимости от назначения детали и требований прочности ко всему резьбовому соединению[3]. Итак, исходя из требований, предъявляемых к выбранному соединению и характеристик резьб, применяемых для стеклопластиковых изделий наиболее правильным будет применение упорной несимметричной резьбы. Так как она имеет ряд преимуществ, по сравнению с другими профилями: 1. не создает радиальных усилий при нагрузке; 2. большая площадь среза; 3. наибольшая прочность из всех профилей. Однако, следует учитывать, что применение того или иного профиля будет зависеть так же и от свойств самого материала, его обрабатываемости, схемы армирования. Обрабатываемость того или иного материала – понятие комплексное. Ее основные показатели: интенсивность затупления режущего инструмента, характеризуемая скоростью резания при определенной стойкости; качество поверхностного слоя, постоянство размеров в пределах допусков; сила резания ирасходуемая мощность. Анализ свойств и состава применяемых материалов позволяет выделить основные критерии, по которым их следует относить к той или иной группе обрабатываемости. Это, в первую очередь, тип связующего (термопластичный или термореактивный). Важным фактором является тип наполнителя, т.е. его состав (органический или неорганический), его физическая природа и свойства, и, наконец, - структура наполнителя (волокнистый, листовой, порошкообразный и т.д.) [9]. 1.4 Особенности процесса резания и формирования поверхностного слоя Обработка резанием стеклопластика имеет ряд особенностей, отличающих их от аналогичной обработки металлов. Эти особенности сводятся к следующему. 1) Ярко выраженная анизотропия свойств. Это определяет различие процесса резания при обработке вдоль и поперек армирующих волокон. Схема армирования существенно влияет на качество и производительность обработки. Поэтому при разработке технологической операции механической обработки композиционных материалов следует учитывать также направление обработки относительно направления армирования. 2) Сложность получения высокого качества поверхностного слоя. Слоистая структура приводит к тому, что при износе инструментов происходит расслоение материала. Кроме того, при перерезании армирующих волокон, особенно при перекрестном армировании, наблюдается разлохмачивание перерезанных волокон, что приводит к ухудшению качества поверхностного слоя, поэтому иногда применяют дополнительную отделочную операцию, например зачистку шкуркой. 3) Низкая теплопроводность материалов, обуславливающая плохой отвод теплоты из зоны резания со стружкой и в обрабатываемое изделие. Поэтому при обработке высокопрочных композиционных материалов основная доля теплоты отводится через режущий инструмент. Согласно экспериментальным данным тепловой баланс при обработке полимерных материалов следующий: в инструмент – 90 %, в стружку – 5 %, в обрабатываемую деталь – 5 %, в то время как при обработке металлов иногда до 90 % теплоты уносится стружкой и только 10 % поглощается деталью и инструментом. 4) Интенсивное воздействие стекловолокна, обладающего высокой твердостью и абразивной способностью. 5) Высокие упругие свойства. Силы резания при обработке композитов в 10…20 раз ниже, чем при обработке металлов, а упругие характеристики выше, поэтому точность обработки в меньшей мере определяется упругими деформациями системы: станок – приспособление – инструмент. 6) Невозможность применения смазочно-охлаждающих жидкостей. Это обуславливается тем, что большинство стеклопластиков обладает высоким влагопоглощением. Поэтому применение СОЖ во многих случаях влечет за собой введение дополнительной операции – сушки изделия – или вообще недопустимо из – за необратимого изменения физико-механических свойств. 7) Специфические требования техники безопасности при резании композиционного материала. Это связано с выделением мельчайших частиц материала при резании. Состояние поверхностного слоя играет очень важную роль в обеспечении высоких эксплуатационных показателей изделий. Он оказывает существенное влияние на прочность, износ, диэлектрические показатели, водопоглощение и т.д. Механическая обработка существенно изменяет свойства поверхностного слоя (в часности, шероховатости). А перерезание армирующих волокон приводит к прочности изделий на 20 %. Шероховатость поверхности влияет как на водопоглощение и прочностные свойства, так и на износостойкость. Механическая обработка изделий из композитов интенсифицирует процесс водопоглощения. Это происходит за счет того, что при обработке, во-первых, снимается всегда имеющийся на поверхности слой полимеризованного связующего, являющийся как бы защитным слоем; во-вторых, перерезаются армирующие волокна наполнителя; при этом образуются микротрещины и другие дефекты материала, нарушающие его сплошность[9]. 2 ПОДБОР КОМПОНЕНТОВ МАТЕРИАЛА 2.1 Классификация стеклопластиков На обрабатываемость стеклопластиков оказывают влияние многочисленные факторы: тип наполнителя и связующего, метод изготовления стеклопластиковых труб, ориентация стекловолокна. По химическому составу различают три вида стёкол в производстве стеклопластиков: алюмоборосиликатное (бесщелочное), алюмомагнезиальное (щелочное), кремнезёмное. Стекловолокно щелочного состава обладает большой гигроскопичностью. Под влиянием влаги на поверхности волокна щелочного состава образуется свободная щелочь, которая, проникая в поверхностные трещины, усиливает процесс разрушения волокна и приводит к снижению его прочности. Незащищенное стекловолокно бесщелочного состава при длительном нахождении во влажной среде также теряет свою прочность (до 40%), однако при высыхании стекловолокна прочность его восстанавливается. Изделия же из стеклопластиков под действием влаги сохраняют свою прочность длительное время. Для изготовления стеклопластиков с повышенными теплофизическими свойствами начинает широко применяться кремнеземное волокно, получаемое из щелочного или бесщелочного стекла путем его обработки смесью соляной и серной кислот. За исключением кремнезема, остальные компоненты, входящие в состав стекла, под действием кислот растворяются. Получаемое стекловолокно содержит до 98% SiO2. На основании вышеизложенного марки стеклопластиков по типу стекловолокна можно разделить на две группы: 1) стеклопластики на основе алюмоборосиликатного стекловолокна(примерно 54% SiO2) АГ-4 С, АГ-4 В, 27-63 С, 33 18 С, СК-9Ф, ВФТ, ФН, ЭФ32 -301, ПН-1, ЭФБ-П, ЭФБ-Н; 2) стеклопластики на основе кремнеземного стекла (примерно 98% SiO2) П-5-2, РТП, Т3-9Ф. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||