|
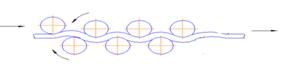
Курсовая работа: Технология изготовления секции настила рефрижераторного судна1 СО2 + 5% О2 2 Ar + 20% СО2[10] Преимуществом защитной среды Ar + 20% СО2 над защитной средой СО2 и СО2 + 5% О2 существенно, но при этом ее стоимость значительно выше и применять защитную среду Ar + 20% СО2 нецелесообразно. Наиболее широкое применение находит в последние годы смесь СО2 + 5% О2 , она оказывает более интенсивное окисляющее действие на жидкий металл, чем чистый углекислый газ. Благодаря этому повышается жидкотекучесть металла, что приводит к стабильности струйного процесса и улучшает формирование шва, а также снижает привариваемость капель металла к поверхности изделия. При добавлении к углекислому газу кислорода уменьшается вероятность образования пор, кроме того, кислород дешевле углекислого газа, что делает смесь экономически выгодной. Выбираем защитную среду СО2 + 5% О2 . [10] 3.6 Сварочная проволока Для сварки конструкционных сталей в окислительных защитных газах обычно применяют легированные кремнием и марганцем сварочные проволоки: Св-08Г2; Св-08ГС; Св-08Г2С. Все они отличаются количеством легирующих компонентов. Наиболее большое количество марганца содержится в проволоке Св-08Г2С, наиболее большое содержание кремния содержит проволока Св-08ГС и Св-08Г2С. Повышенное содержание марганца и кремния в металле сварочной ванны препятствует переходу серы из шлака в металл и устраняет вредное влияние серы в сварном соединении. Реакция окисления углерода проходит в металле сварочной ванны более интенсивно при варке проволоками, содержащими значительные количества марганца и кремния. Окисление углерода ведет к уменьшению его концентрации в металле шва, что повышает стойкость шва против образования кристаллизационных трещин. Выбираем проволоку Св-08Г2С, так как она содержит больше марганца по сравнению с проволокой Св-08ГС и больше кремния по сравнению с проволокой Св-08Г2. При сварке проволокой Св-08Г2С в металле шва будет меньшее содержание серы, и стойкость шва будет выше против образования кристаллизационных трещин. [10, 3] 3.7 Последовательность сборочно-сварочных операций Последовательность выполнения сборочно-сварочных операций может быть различна: 1. Сварка после всей сборки; 2. Сборка и сварка поочередно; 3. Сборка и сварка узлов, а затем их общая сборка и сварка. Выбираем сварку поочередно, так как изделие имеет конструктивные особенности. При такой последовательности сборки сварки не возникнет затруднений для наложения сварных швов. 3.8 Выбор оборудования Для правки листов можно применить листоправильную многовалковую машину. Сравним две модели многовалковых машин. [13] ПараметрыМодель I II 1. Толщина листа, мм4-64-10 2. Ширина листа, мм2500 3. Скорость правки, м/мин12 10 4. Число правильных валков, шт 5 7 5. Мощность электродвигателя, кВт70 80 6. Габаритные размеры, мм Ширина36302330 Длина77809850 Высота35303385 7. Масса, кг53,561 По техническим данным оборудование примерно одинаковое, но модель I имеет меньшие габариты, большую скорость правки, но при этом меньше толщина исправляемого листа. Для нашей конструкции не нужны большие толщины, поэтому мы выбираем модель I. Для резки листов применяем гильотинные ножницы. Из номенклатурного справочника «Кузнечно-прессовое оборудование», можно применить только одну модель ножниц Н407, так как наибольшая ширина разрезаемого листа 5000 мм. В нашей конструкции ширина реза составляет 3500 мм. Остальные предложенные там ножницы имеют недостаточную ширину реза, следовательно, они не подходят. Для сборки можно применить электромагнитный стенд или механический стенд. Применяем электромагнитный стенд. Достоинством является то, что собранное на нем изделие полностью открыто сверху и легко доступно для любого автосварочного аппарата.[8] При выборе электромагнитного стенда, можно сравнить стенды Р-624 и Р-754. Технические характеристики Р-624Р-754 1. Толщина свариваемых листов, мм 3-8 3-8 2. Количество листов в полотнище, штдо 6 до 8 3. Размер стенда, мм Длина 9960 12460 Ширина4260 6860 Высота 690 720 4. Масса стенда, кг1430018500 Сравнивая по техническим характеристикам, стенд Р-624 имеет меньшие габариты и на него можно укладывать меньшее число свариваемых листов (до 6) по сравнению со стендом Р-754. Для нашей конструкции наиболее подходит электромагнитный стенд Р-624. [8] Для вырезки люка можно применить ручную машину для кислородной резки или портальную машину. Целесообразно применить ручную машину, чем портальную, так как вырезать отверстие нужно не часто, поэтому применение портальной машины экономически не выгодно. [9] Для сварки применяем портальную тележку со сварочной головкой, так как это позволит сваривать продольные и поперечные швы, не переналаживая, в отличии от других видов тележек. 3.9 Выбор метода контроля Данная конструкция, предложенная для проекта, является частью корпуса судна,применяем капиллярние методы контроля. Задачей капиллярной дефектоскопии заключается в обнаружении поверхностных дефектов. Могут быть использованы следующие методы контроля: 1. Люминисцентный; 2. Цветной; 3. Лиминисцентно-цветной. Выбираем цветной метод контроля, так как метод выявления дефектов более удобен, не надо использовать ультрафиолетовое излучение и производительность при этом методе контроля выше. [12] 4 Разработка техпроцесса заготовительных операций После подбора металла по размерам и маркам стали необходимо выполнить следующие операции: 1. Правка листового и сортового проката; 2. Резка листового и сортового проката; 3. Вырезка люка. 4.1 Правка листового и сортового проката Листовой прокат требует правки в том случае, если его поставляют в неправильном виде, а также, если деформации возникли при транспортировании. Правку листов осуществляем на листоправильной многовалковой машине (модель ИВК10х2500) с числом правильных валков-9. Правка осуществляется в холодном состоянии. Устранение волнистости достигается многократным изгибом листа при пропускании его между верхним и нижним рядами валков, расположенных в шахматном порядке. Приводим схему расположения валков (см. рис.3) [1]
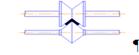
Рис. 3 Схема правки листов на листоправильных вальцах. Правку сортового проката проводим на роликовых машинах (рис. 4), работающих по той же схеме, что и листоправильные.
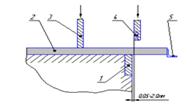
Рис. 4 Схема правки сортового проката 4.2 Резка листового и сортового проката Резку производим на гильотинных ножницах. Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание. Резка по следующим схемам раскроя см. рис. 5
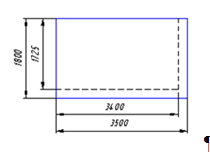
Рис. 5 Схема резки на гильотинных ножницах 1-нижний нож; 2-разрезаемый лист; 3- прижим; 4- верхний нож; 5 –упор. Для резки сортового проката применяем ножницы сортовые открытые (модель Н1226А). Резать на длину 3350,1325 и 975 мм. Для вырезки люка используется ручная машина для кислородной резки (модель ТО1). Режут заготовки по следующим схемам раскроя (см. рис. 6, 7).
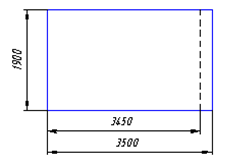
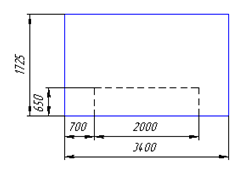
а) заготовка для листа поз. 1
б) заготовка для листа поз. 2 Рис. 6. Схема раскроя листового проката:
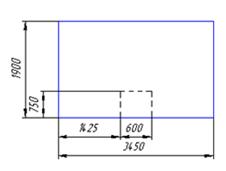
а) лист поз. 1
б) лист поз. 2 Рис. 7 Схема раскроя заготовок: 4.3 Описание оборудования для заготовительных операций Для правки листов применяем листоправильную многовалковую машину модель ИВК 10х2500 [13] Основные технические характеристики: 1.Размеры выправляемого листа толщина, мм4-10 ширина, мм2500 2. Скорость правки, м/мин12 3. Число правильных валков, шт.7 4. Шаг правильных валков, мм200 5. Диаметр правильных валков, мм180 6. Число рядов опорных роликов2 7. Мощность электродвигателя, кВт70 8. Габаритные размеры, мм ширина3630 длина7780 высота3530 9. Вес машины, кг53500 Для резки листов применяем ножницы кривошипные листовые с наклонным ножом Н407. Техническая характеристика. 1. Наибольшая толщина разрезаемого листа, мм 12,5 2. Наибольшая ширина листа, мм 5000 3. Расстояние от кромки неподвижного ножа до станины, мм 500 4. Число ходов ножа в минуту 25 5. Угол наклона подвижного ножа 1º50' 6. Мощность электродвигателя, кВт 20,6 7. Габаритные размеры, мм длина 4350 ширина 6450 высота 2670 8. Вес, кг[14] 35000 Для резки уголка используем ножницы сортовые открытые Н1226А [14] Технические характеристики 1. Наибольшее допускаемое усилие на ножницах, кН400 2. Наибольшие размеры обрабатываемого проката, мм (при σв=500 МПа) 70х70х8 3. Частота ходов, мин-132 4. Мощность привода, кВт2,5 5. Габаритные размеры, мм длина 1280 ширина940 высота760 6. Масса, кг0,7 Для вырезки люка из листа используем ручную машину для кислородной резки ТО1 [9] Технологические параметры 1. Толщина разрезаемого металла, мм 5-70 2. Скорость резки, мм/мин 150-800 3. Горючий газ: ацетилен, пропан, природный газ 5. Разработка техпроцесса 1. Перед сборкой листы укладываются на опорные ролики электромагнитного стенда и выставляются так, чтобы стыки были расположены по осям флюсоподушек. После этого опорные ролики опускаются, включаются электромагниты, а затем поджимаются флюсоподушки. После этого проверяется плотность поджатия листов. [15] 2. Сборка ведется полуавтоматом для дуговой сварки в углекислом газе А1698 с помощью прихваток 20±5/200±10. 3. Собранное изделие сваривается при помощи портала ПТ1, снабженного сварочной головкой А-1408. Сначала свариваются стыковые швы (рис. 8), затем прерывистым швом 50±5/150±10 тавровые швы (рис. 9).
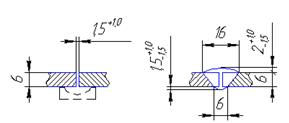
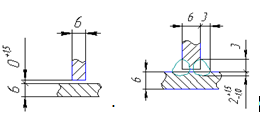
Рис. 8 Стыковое соединение без скоса кромок Обозначение шва.
а) б) Рис. 9. Тавровое соединение: а) Подготовка кромок; б) Сварное соединение. Обозначение шва.
4. Контролировать тавровые швы визуально, стыковые швы – капиллярной дефектоскопией цветным методом контроля. 5.1 Характеристика и особенности сварки применяемых материалов В данной конструкции применяется конструкционная низкоуглеродистая сталь обыкновенного качества ВСт3сп. Таблица 2. Состав низкоуглеродистой стали ВСт3сп по ГОСТ 380-71, %.
Сталь ВСт3сп относится к числу хорошо сваривающихся металлов. Для этой стали технологию сварки выбираем из условия обеспечения достижения равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Для этого механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже минимальных механических свойств основного металла. В металле швов не должно быть трещин, непроваров, пор, подрезов и других дефектов. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Для обеспечения необходимых механических свойств металла шва и высокой стойкости против кристаллизационных трещин и пор при сварке применяют сварочные проволоки Св-08ГС или Св-08Г2С, легированные кремнием и марганцем. Серьезное влияние на свойства шва оказывает качество углекислого газа. Повышенное содержание в нем водяных паров и воды способствует образованию пор даже при хорошей защите дуги от воздуха. При применении углекислого газа и сварочной проволоки соответствующего состава поры в швах не образуются. Устойчивое горение дуги достигается при плотности тока свыше 100 А/мм2. [10] В качестве присадочного материала применяем проволоку Св-08Г2С по ГОСТ 2246-70, она достаточно легирована кремнием и марганцем и по содержанию углерода более подходит к стали ВСт3сп. При сварке стали ВСт3сп этой проволокой поры исключаются. Таблица 3. Химический состав
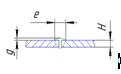
Сварка производится в среде углекислого газа. Углекислый газ по ГОСТ 8050-76, используется сварочная углекислота первого сорта (содержание паров воды в 1 м3 СО2 – 0,178). 5.2 Расчет режимов для сварки в среде углекислого газа Рассчитываем режимы сварки для стыкового соединения.
Рис. 10. Сварное соединение 1. Устанавливаем требуемую глубину провара Н = 6 мм, необходимую для проплавления металла. Рис.10 2. Рассчитываем силу сварного тока, обеспечивающую заданную глубину проплавления
где Н – необходимая глубина провара, мм; Kh – коэффициент пропорциональности, величина которого зависит от условий проведения сварки. Коэффициент Kh выбираем из таблицы в зависимости от диаметра проволоки и защитной среды. Kh = 1,75. Тогда 3. Рассчитываем диаметр электродной проволоки.
где j – допускаемая плотность тока (j = 160 А/мм2).
Принимаем диаметр проволоки 1,6 мм. 4. Для определения скорости сварки для стыковых соединений можно воспользоваться следующей формулой
где А – выбирается в зависимости от диаметра электродной проволоки А = (5÷8)103 А·м/ч
5. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге
6. Определяем погонную энергию
7. Определяем коэффициент формы провара
где k’ – коэффициент, величина которого зависит от рода тока и полярности.
8. Рассчитываем реальную глубину провара
Рассчитанная глубина провара обеспечивает полное проплавление основного металла. 9. Рассчитываем площадь провара
Рассчитываем режимы сварки для углового соединения.
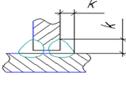
Рис. 11. Расчетная схема формы шва 1. По заданному катету шва определяем площадь поперечного сечения шва наплавленного металла. Рис 11
2. Для данной
толщины металла применяем электродную проволоку диаметром 1,6 мм ( 3. В зависимости от диаметра электродной проволоки определяем плотность тока
4. Определяем ток сварки
5. Определяем коэффициент наплавки
где αр – коэффициент расплавленного металла; ψ – коэффициент потерь, зависящий от плотности тока в электроде.
6. Зная коэффициент наплавки определяем скорость сварки
где j = 7,8 г/см3
7. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге
8. Определяем коэффициент формы провара
где k’ – коэффициент, величина которого зависит от рода тока и полярности.
9. Определяем погонную энергию
10. Определяем глубину провара
11. Определяем площадь провара
Из проведенных выше расчетов видно, что режимы сварки стыковых и угловых швов отличаются друг от друга незначительно, поэтому для удобства выполнения операций мы принимаем следующие режимы сварки:
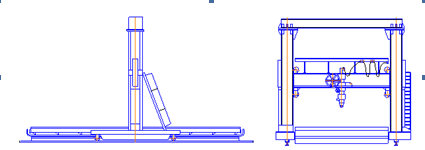
5.3 Описание применяемого сборочно-сварочного оборудования 1. Для сборки применяем электромагнитный стенд (модель Р-624) предназначенный для сборки и сварки плоских конструкций. Стенд снабжен флюсо-медными подкладками, поджимаемыми электромагнитами, для формирования обратной стороны шва. Листы, укладываемые на стенд, так же поджимаются электромагнитами. Стенд Р-624 является универсальным и может быть использован не только для данной конструкции, но и для других. [15] ( Рис.12)
Рис. 12. Электромагнитный сборочный стенд
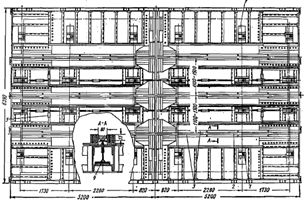
Рис. 13. Установка для сборки и сварки плоских секций Техническая характеристика 1. Толщина свариваемых листов, мм3-8 2. Количество листов в полотнице, штдо 6 3. Размеры стенда, мм длина9960 ширина4260 высота690 4. Сила притяжения листов толщиной 5 мм на 1 пог. м. стыка, кгс до 4000 5. Мощность генератора питания электромагнитов постоянным током, кВт27 6. Масса стенда, кг14300 2. Для сборки с помощью прихваток применяем полуавтомат для дуговой сварки в углекислом газе (модель А1698), представляющее собой самоходное устройство, обеспечивающее подачу электродной проволоки в зону дуги, управление подачей защитного газа, перемещение вдоль шва с установленной скоростью и копирование полок изделия, автоматическое выключение при наезде на упор или сходе устройства с изделия. Скорость подачи проволоки устанавливается одним из подающих сменных роликов и регулируется плавно с пульта управления изменением оборотов электродвигателя. Скорость сварочного перемещения четырехступенчатая, устанавливается сменными шестернями. Полуавтомат представляет собой малогабаритный сварочный трактор. Источниками сварочного тока могут служить источники ВС-300, ВС-600. [17] Технические характеристики 1. Диаметр электродной проволоки, мм1,2-1,6 2. Скорость подачи проволоки, м/ч150-500 3. Скорость сварки, м/ч15-45 4. Напряжение сварочного тока, В25-33 5. Длина шлангового провода, м15 6. Расход углекислого газа, м/мин12-30 7. Масса проволоки в кассете, кг4 8. Номинальный сварочный ток при ПВ=60%, А350 9. Номинальное напряжение питающей трехфазной сети частотой 50Гц, В380 10. Суммарная мощность всех электродвигателей, кВ·А0,09 11. Габаритные размеры, мм длина430 ширина292 высота297 12. Масса без проволоки, кг16 3. Для сварки используем портал (модель ПТ1) , снабженный сварочной головкой (модель А-1408), он обеспечивает сварку продольных и поперечных швов. Портал передвигается по двум рельсам, расположенным с обеих сторон стенда, на котором закреплено изделие. Установка предназначена для сварки прямолинейных швов в среде защитного газа (рис. 12). Технические характеристики 1. Диаметр электродной проволоки, мм1-3 2. Сварочный ток при ПВ=100%, А500 3. Скорость подачи электрода, м/ч17-168 4. Регулирование скорости подачи электрода55-558 (плавное) 5. Скорость перемещения тележки, м/мин маршевая6 рабочая18-74 6. Скорость перемещения головки, м/мин маршевая6 рабочая18-74 7. Расход углекислого газа, м/мин12-30 8. Габаритные размеры, мм длина4100 ширина6170 высота5750 9. Масса без проволоки, кг13500 6 Технология контроля Данная конструкция не является ответственной, но она является частью корпуса судна, поэтому никаких дефектов не допускается. Прежде всего применяется внешний осмотр. Он позволяет оценить качество подготовки к сборке заготовок под сварку, выполнение швов в процессе сварки и готовых сварных соединений. Особенно тавровых соединений, так как они не подвергаются больше ни каким способам контроля. Внешний осмотр – это наиболее дешевый и оперативный метод контроля, во многих случаях достаточно информирует о наличии дефектов. Стыковые швы контролируем капиллярной дефектоскопией цветным методом контроля, так как они являются более ответственными, по сравнению с тавровыми, и к ним предъявляются более высокие требования. Задача капиллярной дефектоскопии заключается в обнаружении поверхностных дефектов при использовании средств, позволяющих изменить светоотдачу дефектных участков. Тем самым искусственно изменяют контрастность дефектного и неповрежденного мест. При отсутствии таких дефектов значит будет и герметичность сварного соединения, что является обязательным условием при изготовлении корпусных конструкций в судостроении, а проверить данную конструкцию на данном этапе ее создания на течеискание не представляется возможным. Поэтому и применяем цветной метод контроля. При контроле на поверхность контролируемого изделия наносят пенетрант, способный проникать в капиллярные несплошности и имеющий характерный цветовой тон. После нанесения остатки пенетранта смывают, а если присутствуют дефекты, то они остаются заполненные им, и имеют характерный цветовой окрас. [12] 7. Проектирование компоновки установки и описание ее работы При проектировании компоновки установки необходимо учитывать габаритные размеры оборудования. Для данной конструкции для сборки и сварки используем электромагнитный стенд и портал, снабженный сварочной головкой. Стенд и портал выбираем таким образом, чтобы габариты портала позволили вместить электромагнитный стенд и при этом не оставалось много лишнего места. Поэтому выбрали электромагнитный стенд, ширина которого составляет 4260 мм, он позволяет укладывать листы, в нашем случае ширина которых составляет 3450 мм. Затем выбрали портал, ширина которого составляет 6170 мм и расстояние между рельсами 5000 мм. На стенд укладываются детали и фиксируются с помощью электромагнитов. Затем с помощью прихваток собираются. И затем с помощью портала со сварочной головкой свариваются детали. Портал обеспечивает скорость сварки и имеет маршевую скорость. С помощью портала имеется возможность сваривать продольные и поперечные швы. 8. Техника безопасности на участке Выполнение работ в сварочном производстве при неправильной организации труда и производства приводит к появлению опасных и вредных производственных факторов: 1 – несчастные случаи; 2 – производственные травмы; 3 – отравления. При сварке металла воздух производственного помещения может быть загрязнен сварочными парами, вредными газами, влияющими на здоровье рабочего персонала. При работе оборудования возникают шумы, вибрации. Неправильное обращение с электрооборудованием может привести к поражению рабочего электрическим током. Применение открытого газового пламени, открытых дуг, наличие брызг расплавленного металла может привести не только к пожарам, но и к ожогам рабочего персонала. При проектировании предприятия со сварочным оборудованием, должны быть предусмотрены меры по профилактике профессиональных заболеваний, производственного травматизма, контроль за соблюдением правил техники безопасности и промышленной санитарии. К требованиям к технике безопасности на участке относятся: 1. Микроклимат внутри помещений должен соответствовать требованиям стандартов безопасности труда. 2. концентрация вредных веществ в воздухе не должна превышать предельно допустимой концентрации. 3. Уровень шумов и вибраций не должен превышать установленных санитарных норм. 4. Электрооборудование должно соответствовать «Правилам устройства электроустановок» и ГОСТам, эксплуатация электрооборудования должна соответствовать «Правилам эксплуатации электроустановок». 5. Применение индивидуальных средств защиты, соответствие их предусмотренным техническим нормам. Соответствие спец. одежды «Типовым отраслевым нормам», выдача спец. одежды, специальной обуви, предохраняющих приспособлений рабочим и служащим. 6. Соблюдение правил техники безопасности при работе. 7. Для сварочных установок индивидуальная система вентиляции, защитные ограждения. Выводы 1. По литературным данным проработал вопросы технологии изготовления типовых конструкций. 2. Для данной конструкции выбрал технологию изготовления, оборудование для выполнения заготовительных, сборочных, сварочных и контрольных работ. 3. Использовал расчетные методы для определения режимов сварки. 4. Разработал компоновку сборочно-сварочного оборудования. 5. Ознакомился с оформлением техдокументации. Литература постройка судно рефрижераторный оборудование 1. Г.А. Николаев, С.А. Куркин, В.А. Винокуров. Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций. М.: Высш. школа, 1983. 2. Г.В. Бавыкин и др. Основы механизации и автоматизации судостроительного производства. Л.: Судостроение, 1989. 3. Б.А. Буданов, М.К. Глозман. Повышение технологичности конструкций плоских сварных перекрытий. Л.: ЛДНТП, 1980. 4. Г.А. Николаев и др. Сварные конструкции. Прочность сварных соединений и деформаций конструкций. М.: Высш. школа, 1982. 5. Г.В. Бавыкин, В.П. Доброленский и др. Основы механизации и автоматизации судостроительного производства. Л.: Судостроение, 1989. 6. Я.И. Вейнбрин, Ю.В. Степанов. Опыт механизации процессов сварки на судостроительном заводе им. А.А. Жданова. Л.: 1977. 7. В.Д. Веселков и др. Опыт механизации сварочного производства в судостроении. Л.: Судостроение, 1976. 8. А.Д. Гитлевич, Л.А. Этингоф. Механизация и автоматизация сварочного производства. М.: Машиностроение, 1979. 9. Справочник по сварке, пайке, склейке и резке металлов. Под ред. А. Ноймана. М.: Металлургия, 1980. 10. Технология электрической сварки металлов и сплавов плавлением. Под ред. Б.Е. Патона. М.: Машиностроение 1980. 11. А.И. Акулов, Г.А. Бельчуг. Технология и оборудование сварки плавлением. М.: Машиностроение, 1977. 12. Контроль качества сварки под ред. В.Н. Волченко. М.: Машиностроение, 1975. 13. Е.Н. Мошнин. Гибка и правка на ротационных машинах. М.: Машиностроение, 1975. 14. Номенклатурный справочник. Кузнечно-прессовое оборудование. М.,1971. 15. П.И. Севбо. Конструирование и расчет механического сварочного оборудования. Киев: Наукова думка, 1978. 16. Г.А. Бельчуг, Н.Я. Титов. Механизированная сварка по узкому зазору толстолистовой стали плавящимся электродом в смеси защитных газов. Л.,1972. 17. Сварочное оборудование: каталог-справочник под ред. Чвертко. Киев: Наукова думка. 18. А.И. Красовский. Основы проектирования сварочных цехов. М.: Машиностроение, 1980. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||