|
Реферат: Загальні поняття про якість виробів та основні її показникиВипробовування на холостому ходу. При цьому випробовуванні перевіряють всі включення і переключення органів керування та механізмів машини, правильність їх взаємодії та надійність блокування, безвідмовність дії та точність роботи автоматичних пристосувань. Разом з тим перевіряють додержання норм правильності роботи підшипників, зубчастих коліс. Випробовування машин під навантаженням повинні виявити якість її роботи у виробничих умовах, близьких до умов експлуатації. Під навантаженням на певних режимах, що встановлюються технічними умовами або правилами, випробовують всі машини. Випробовуванню на продуктивність піддають звичайно не всі машини, а лише машини спеціального призначення та дослідні зразки. В процесі випробовування виявляють, чи відповідає продуктивність виготовленої машини вимогам замовлення, чи має машина потрібну швидкість. Випробовування на жорсткість. На жорсткість випробовують головним чином верстати. В наш час норми жорсткості та методи випробовування широкого кола верстатів стандартизовані. Випробовування на потужність. Цим випробовуванням піддають всі машини при одиничному виробництві і всі або вибірково машини, виготовлені серійно. Не випробовують на потужність машини простої конструкції, а також машини, що заздалегідь мають великий запас потужності. Мета випробовування машини на потужність – визначити її коефіцієнт корисної дії при максимально допустимому навантаженні. Навантаження машині створюють за допомогою спеціальних гальмівних пристосувань, які відтворюють максимальні сили, що виникають при експлуатації машини. Випробовування на точність. На точність випробовують звичайно машини, які виробляють, сортують та контролюють продукцію (верстати, преси та ін.). Контроль машин на точність повинен дати заключну оцінку якості машини, її спроможності виробляти продукцію потрібної якості. Тому оцінку точності машини при проведенні випробовувань дають за результатами досягнення нею точності виконання роботи. Для машин поширених типів (токарні, фрезерні та інші верстати) порядок проведення випробовувань на точність, зразки деталей, що виготовляються, і точність обробки зразків регламентовані державними стандартами. Для оригінальних машин програму і режими випробовувань розробляють в залежності від їх призначення, конструкції та потрібної точності. 4. Розсіювання характеристик якості При розгляді цього пункту і далі прийняті наступні позначення: X – ім’я випадкової величини;
x – можливі значення випадкової величини X; xj – поточне значення незгрупованих значень X; xi – середина інтервалу (за наявності згрупованих даних); N – генеральна сукупність спостережень (вимірювань); n – обсяг вибірки (число деталей у вибірці); mi – частота (кількість деталей, що мають однакове значення вимірюваного параметра);
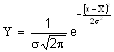
f – число інтервалів; Y – значення ординати теоретичної кривої розсіяння (Y = m1 – частота, що відповідає x); S – емпіричне середнє квадратичне відхилення випадкової величини; s – середнє квадратичне відхилення випадкової величини; s2 – дисперсія випадкової величини; e – основа натурального логарифму e = 2,7128; p = 3,14. Випадкова величина (випадкова похибка) – це змінна величина, яка в результаті досліджень (випробовувань) може прийняти те чи інше значення в межах певного інтервалу (на певний момент її значення і напрямок невідомі). Систематична постійна похибка – це така похибка, значення і напрямок якої можна визначити вимірюванням. Систематична змінна похибка – це похибка, значення і напрямок якої можна визначити за законом згідно з яким вона змінюється. 4.1 Загальні поняття про розсіювання характеристик якості виробів При протіканні будь-якого технологічного процесу на нього впливає велика кількість різноманітних факторів. Наприклад, при обробці заготовок на верстаті беруть участь верстат, пристрій для встановлення та закріплення заготовки і різального інструмента, самі оброблювані заготовки, робітник, середовище тощо. В силу ряду причин всі ці фактори безперервно змінюються, в результаті чого виникають випадкові похибки які змінюють і всі показники кінцевого результату технологічного процесу. Тому незважаючи на те, що вироби виготовлені за допомогою одного й того ж технологічного процесу, всі вони відрізняються один від одного і від розрахункового прототипу по всіх характеристиках якості. Це явище одержало назву розсіяння характеристик якості виробів. Сукупність значень істинних розмірів заготовок, оброблених за незмінних умов і розташованих у зростаючому порядку із вказанням частоти повторення цих розмірів, називається розподілом розмірів заготовок. За різних умов обробки заготовок розсіяння їх істинних розмірів підкоряється різним математичним законам. В технології машинобудування велике практичне значення мають наступні закони: нормального розподілу (закон Гаусса); рівної ймовірності; трикутника (Сімпсона); ексцентриситету (Релея) і функції розподілу, що представляють собою композиції цих законів. 4.2 Закон нормального розподілу (Закон Гаусса) Експериментально встановлено, що у більшості випадків при стійкому процесі механічної обробки заготовок на налагоджених верстатах з точністю 8–10 квалітетів і грубіше та за відсутності змінюваних в часі систематичних похибок точність обробки підкоряється закону нормального розподілу, який зображується кривою Гаусса, рівняння якої має вигляд:
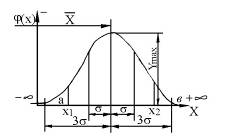
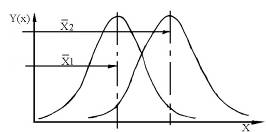
Графічно закон нормального розподілу (закон Гаусса) зображується у вигляді кривої горбоподібного типу (рис. 5), гілки якої входять у + ∞ та – ∞, асимптотично наближуючись до осі абсцис.
Рис. 5. Крива нормального розподілу (закон Гаусса) Закон нормального
розподілу характеризується двома параметрами: s і s приблизно, за результатами вимірювань, розраховується за формулою:
Рис. 6. Вплив середнього квадратичного відхилення на форму кривої нормального розподілу Параметр
Рис. 7. Вплив
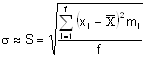
або при розподілі згрупованих даних за f-інтервалами:
Оскільки гілки
кривої нормального розподілу прямують до нескінченності, то поле розсіяння
випадкової величини Х дорівнює нескінченності. З віддаленням значень х від
де Значення t вибирається в залежності від прийнятої ймовірності Р знаходження значень x в межах поля розсіяння Δp та ймовірності q = 1 – p виходу значень x за межі Δp Вибір значень t провадять за відповідними таблицями, які додаються до курсу математичної статистики. Найчастіше приймають t = 3. Цьому значенню відповідає ймовірність Р = 0,9973 і q = 0,0027. Отже, при t = 3,99,73 % всіх можливих значень х буде лежати в межах поля розсіювання, рівного Δp = 6s, і тільки 0,27 % значень вийде за його межі. Цей відсоток настільки малий, що значеннями s, які виходять за межі Δp = 6s, можна знехтувати і практично вважати, що всі значення лежать в межах поля розсіювання. Часто на практиці спочатку будують емпіричну криву розподілу, де емпіричне середнє квадратичне відхилення визначається за формулою (2), а потім визначається s за формулою: s = γS,(6) де γ – коефіцієнт, який враховує похибку визначення s при малих розмірах партії вимірюваних заготовок. Таблиця 1 Поправковий коефіцієнт γ [3]
Нормальний закон розподілу спостерігається в тих випадках, коли досліджувана випадкова величина є результатом дії великої кількості різних факторів, причому всі фактори за інтенсивністю свого впливу діють однаково. Цьому закону підкоряється велика кількість безперервних величин: розміри деталей, оброблених на настроєних верстатах; маса заготовок і деталей машин; твердість та інші механічні властивості матеріалу; висота мікронерівностей на оброблених поверхнях; похибки вимірювань та деякі інші величини. У всіх перелічених випадках доводиться спостерігати невеликі відхилення від нормального закону. 4.3 Побудова кривої нормального розподілу деталь машина обробка точність 1. Береться поточна вибірка із партії заготовок, оброблених підряд одна за одною за одних і тих же умов обробки на одному й тому ж верстаті. Для отримання достовірних результатів обсяг вибірки повинен бути в межах 1000 ³ n ³ 50. Вимірюють всі заготовки за потрібним параметром інструментом зі шкалою з мінімальною ціною поділки. Ціну поділки вимірювального інструменту вибирають з умови:
де Т – допуск вимірюваного параметра. За результатами вимірювань визначається різниця між найбільшим і найменшим розмірами, тобто: wp = xmax – xmin. 3. Отримані значення параметра заготовок вибірки розбивають на f інтервалів. Ширина d інтервалу повинна не менше ніж у два рази перевищувати ціну поділки вимірювального інструменту (приладу): d ³ 2с; d = Δp/f. Число інтервалів визначається за таблицею:
або за формулою: f = 1 + 3,322 lg n. 4. Для кожного інтервалу розраховують частоту mi та частість mi/n і заносять їх у табл. Таблиця 2 Розподіл розмірів заготовок
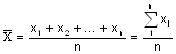
5. За даними табл. 2 будується графік (рис. 8). По осі абсцис відкладають інтервали розмірів у відповідністю з табл. , а по осі ординат – відповідні їм частоти mi або частості mi/n.
Рис. 8. Розподіл виміряних розмірів заготовок В результаті побудови отримується ступінчаста лінія І, яка називається гістограмою розподілу. Якщо послідовно з’єднати між собою точки, що відповідають середині кожного інтервалу, то створюється ламана крива, яка називається емпіричною кривою розподілу, або полігоном розподілу. При значній кількості виміряних заготовок і великій кількості інтервалів розмірів ламана емпірична крива наближається за формою до плавної кривої, яка називається кривою розподілу. За формою емпіричної кривої приймають гіпотезу про теоретичний закон розподілу досліджуваного параметра. 6. За прийнятою гіпотезою визначають основні параметри емпіричного розподілу. 7. На основі емпіричного розподілу та його параметрів порівнюють емпіричний розподіл з теоретичним, тобто визначають теоретичні частоти і будують теоретичну криву. Приблизно можна вважати, що:
де d – ширина (ціна) інтервалу; n – число вимірювань (число деталей у вибірці). З рівняння (7) маємо:
Якщо у вираз (8)
підставити нормований параметр розподілу
Позначимо
Величина Zt обчислена для різних значень t і наведена в [7, додаток 1]. Значення t для кожного інтервалу розмірів знаходять за формулою:
де xi – середина і-го інтервалу. Таким чином, для підрахунку теоретичних частот необхідно для кожного інтервалу розмірів за формулою (10) визначити значення t [7, додаток 1],визначити Zt і потім скористатись формулою (9). Необхідно відмітити, що теоретична крива нормального розподілу може бути побудована за характерними точками. Координати характерних точок кривої нормального розподілу наведені в табл. 3. Таблиця 3 Характерні точки кривої нормального розподілу
Далі потрібно перевірити відповідність емпіричного розподілу теоретичному нормальному. 8. Перевірка відповідності емпіричного розподілу теоретичному нормальному. Для перевірки відповідності емпіричного розподілу теоретичному існує ряд критеріїв, з яких найбільше практичне застосування мають критерій λ А.Н. Колмогорова і критерій χ2 Пірсона. Розглянемо розподіл за критерієм χ
де f – число розрядів (інтервалів); mi, Для зручності обчислення χ2 доцільно використовувати табл. 4. Таблиця 4 Дані для розрахунку χ2
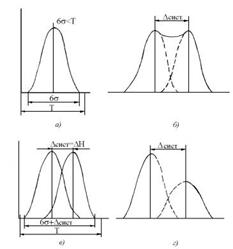
При визначенні критерію необхідно, щоб частота була не менше 5. Якщо в будь-якому інтервалі частота буде менше п’яти, то необхідно цей інтервал об’єднати з сусіднім. Потім необхідно знайти число К за формулою: К = m – p – 1, де р – число параметрів теоретичного розподілу (для нормального розподілу р = 2): К = m – 2 – 1 = m – 3. За таблицею [7, додатку Б], за знайденими значеннями χ2 і К визначається ймовірність p(χ2). Якщо буде виконуватись нерівність p(χ2) > 0,05, то можна вважати, що емпіричний розподіл відповідає теоретичному (нормальному) і можна використовувати його закономірності для аналізу точності обробки. 4.4 Інші закони розподілу Закон рівної ймовірності Якщо розсіювання розмірів залежить тільки від змінних систематичних похибок (наприклад, від зношування різального інструменту), то розподіл дійсних розмірів партії оброблених заготовок підкоряється закону рівної ймовірності. При сталому процесі різання зношування різального інструмента відбувається за законом прямої лінії. Отже, за цим законом буде відбуватись і зміна розмірів заготовки (рис. 9, а). А це означає, що в будь-який проміжок часу ми будемо мати однакову (постійну) кількість заготовок, тобто щільність ймовірності j(x) = const, і розподіл щільності ймовірності графічно буде зображуватись у вигляді прямокутника з основою ав і висотою j(x) = const (рис. 9, б). При інтервалі зміни випадкової величини X від а до в:
тобто ймовірність того, що випадкова величина X при дослідженнях буде приймати значення в інтервалі від a до в, дорівнює площі під диференціальною кривою розподілу. У відповідності з рисунком 9, б ця площа представляє собою прямокутник з основою ав і висотою j(x). Отже: (в – а)×j(х) = 1.
Рис. 9. Розподіл розмірів оброблених заготовок за законом рівної імовірності Звідси рівняння диференціальної функції розподілу чи щільності ймовірності буде мати вигляд:
Закон рівної
ймовірності має два параметри:
будуть дорівнювати:
де Фактичне поле розсіяння з формули (15) дорівнює:
Закон рівної ймовірності розповсюджується на розподіл розмірів заготовок підвищеної точності (56 квалітет і вище) при їх обробці за методом пробних ходів. Через складність отримання розмірів дуже високої точності ймовірність попадання розміру заготовки у вузькі границі допуску за середнім, найбільшим чи найменшим його значенням стає однаковою. Закон трикутника (закон Сімпсона) У тому випадку, коли розмір х інтенсивно зростає на початку різання (інтенсивне зношування інструмента, його припрацювання), потім його ріст сповільнюється (сталий період зношування інструмента) і знову збільшується (в кінці стійкості різального інструменту), що показано на рис. 10, а, крива розподілу розмірів, яка показана на рис. 10, б, відповідає закону трикутника (закону Сімпсона), який представляє собою поєднання двох незалежних випадкових величин, розподілу розмірів яких підлягає закону рівної ймовірності.
Закон застосовується при обробці заготовок з точністю 7-го, 8-го, а в деяких випадках і 6-го квалітетів поля розсіювання:
Закон ексцентриситету (закон Релея) Закон розподілу ексцентриситету чи закон Релея має місце при відхиленнях ексцентриситету осей чи биття поверхонь деталей, які є безперервними випадковими величинами. Ці похибки є додатними величинами, вони змінюються від нуля до певного значення. Крива розподілу ексцентриситетів R ступінчастих циліндричних деталей показана на рис. 11, б. Вона має несиметричну форму, деталей з нульовим ексцентриситетом немає, більша частина деталей має середній ексцентриситет, деталей з великим ексцентриситетом мало.
Рис. 11. Утворення ексцентриситету (радіуса-вектора) втулки 1 при її обробці на циліндричній оправці 2 при різниці зазору між оправкою та отвором втулки (а) і функція y = f(R) розподілу розмірів за законом Релея (б) Закону ексцентриситету (закону Релея) підкоряється також розподіл значень непаралельності та не перпендикулярності двох поверхонь, різностінність порожнистих деталей (при нефіксованій площині вимірювання). Цей закон одно параметричний, і рівняння його розподілу має вигляд:
де R – змінна величина ексцентриситету чи биття:
x і y – координати точки кінця R (рис. 11, а, в). s – середнє квадратичне відхилення значень координат x і y, які мають однаковий розподіл за нормальним законом. Тому s = sx = sy (а розподіл R – не є нормальним). Зв’язок між sR,
Фактичне поле розсіювання значень змінної величини радіуса-вектора R (ексцентриситету, різностінності, непаралельності тощо) знаходять з виразів: Δp = 5,252sR;(21) Δp = 3,44s.(22) Функція розподілу a(t) У більшості випадків механічної обробки заготовок на настроєних верстатах на точність їх розмірів одночасно впливає велика кількість близьких за величиною і незалежних одна від одної випадкових причин, які обумовлюють розподіл розмірів за законом Гаусса, і змінних систематичних похибок, що виникають внаслідок рівномірного зношування різального інструменту, які визначають розподіл за законом рівної ймовірності або іншим (наприклад, степеневим) законом. У подібних випадках зміна досліджуваної величини Xt залежить від часу і сама функція може бути подана в загальному вигляді на деякий момент часу t виразом:
де yi – незалежні або слабо залежні випадкові величини; Ct – сума значень постійно діючих факторів, яка відповідає моменту часу t. Композиція законів Гаусса і рівної ймовірності створює криві розподілу різної форми, які залежать від ступеня дії на кінцевий розподіл кожної зі складових законів. Для розрахунків точної обробки заготовок при подібній композиції законів розподілу зручно користуватись розробленою професором Н.А. Бородачовим функцією розподілу a(t). Функція a(t)
формується законом Гаусса з його параметрами s і
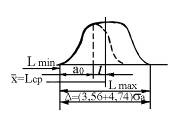
на величину поля розсіювання якого впливає швидкість та тривалість процесу (у випадку зношування інструменту ℓ визначається питомим зношуванням і тривалістю різання). Таким чином, функція a(t) відображає не тільки точність, але і тривалість процесу обробки. Функцію a(t) можна розглядати як результат рівномірного зміщення в часі вершини кривої Гаусса із середнім квадратичним σ на величину параметра 2ℓ кривої розподілу закону рівної ймовірності. На рис. 12 показано криву a(t), яка для деякого моменту часу t виражається формулою:
де sσ – середнє квадратичне відхилення закону нормального розподілу, який визначає функцію a(t); a0 – середнє арифметичне значення розміру у початковий момент часу.
Рис. 1 Крива функції а(t) Форма кривої розподілу функції a(t) залежить від параметра λa, який визначається за формулою:
Лінійну функцію a(t) можна подати у вигляді:
Середнє арифметичне значення розміру функції дорівнює:
а середнє квадратичне відхилення sa функції a(t):
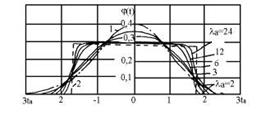
На рис. 13 подано сім’ю нормованих кривих розподілу лінійної функції a(t) при різних значеннях λa.
Рис. 13. Сім’я нормованих кривих розподілу лінійної функції a(t) при різних значеннях λа Усі криві симетричні, мають плоскі вершини і змінюють свій вигляд від кривої 1 нормального розподілу Гаусса (при ℓ ® 0 і λa= 0) до прямокутника 2 розподілу рівної ймовірності при λa = ¥ і s ® 0. Поле розсіювання Δp розмірів при функції розподілу a(t) залежить від параметра λa наступним чином:
При виконанні технологічних процесів доводиться зустрічатись також зі зміною величин випадкових факторів, коли питома вага деяких із них за окремі проміжки часу підсилюється, починає домінувати над іншими, наприклад, збільшення коливання величини припуску на обробку через включення в партію заготовок, одержаних із значними коливаннями припуску внаслідок похибок початкових заготовок. При цьому форма кривої розподілу не змінюється, але змінюється величина поля розсіювання. 4.5 Композиції законів розподілу і підсумовування похибок При обробці заготовок на точність їх розмірів часто одночасно діють різні фактори, які викликають появу як випадкових похибок, створюваних за різними законами, так і систематичних або змінних систематичних похибок. У подібних випадках закон розподілу розмірів оброблюваних заготовок представляє собою композицію декількох законів розподілу. Систематичний постійний фактор (похибка) на форму кривої розподілу не впливає, зсуває центр групування відносно середини поля допуску або відносно розрахункового настроювального розміру на свою величину, в бік свого знака (рис. 14, б, в). Прикладом може бути розвертання отворів у однієї половини партії заготовок розверткою діаметром 20 мм, у другої – діаметром 20,08 мм (Δсист. = ±0,08 мм). Аналогічна ситуація буде при двох різних настроюваннях технологічної системи. У таких випадках поле сумарного розсіювання розмірів заготовок визначається з виразу: Δр = 6s + Δсист.(29) Якщо при цьому крива розсіювання будується за значеннями вимірювань без врахування систематичної похибки (наприклад, коли вимірюється вся партія заготовок, оброблених з декількох настроювань), форма загальної кривої розсіювання викривлюється і відрізняється від форми кривої Гаусса (крива має декілька вершин різної висоти відповідно до числа настроювань та кількості заготовок, оброблених з кожного настроювання (рис. 14, в, г)). При обчисленні сумарної похибки обробки систематичні похибки складаються алгебраїчно, тобто із врахуванням їх знаків. Внаслідок цього результат підсумовування може показати не тільки збільшення, але й зменшення загальної похибки у зв’язку з взаємною компенсацією впливу складових похибок. Наприклад, подовження різця у зв’язку з його нагріванням, що зменшує діаметр обточуваного вала, може скомпенсувати вплив зношування різця, що викликає збільшення діаметра обробки. Систематична похибка із випадковою похибкою складається арифметично у відповідності з формулою (29). Випадкові похибки, які не підкоряються закону Гаусса, за відсутності домінуючої похибки підсумовуються геометрично, тобто:
де Δ1, Δ2,…,Δn – поля розсіювання випадкових похибок, що підсумовуються; K1, K2,…,Kn – коефіцієнти відносного розсіювання випадкових величин.
Рис. 14. Зміна форми сумарної кривої розсіювання під впливом систематичної похибки при обробці декількох партій заготовок з піднастроюванням верстата Коефіцієнт відносного розсіювання Ki показує, у скільки разів відрізняється фактичне розсіяння значень і-ої похибки від величини розсіяння цієї похибки при її нормальному розподілі з тим же значенням. Для закону нормального розподілу К = 1, для закону Сімпсона К = 1,2, для закону рівної ймовірності К = 1,73. В теорії ймовірності встановлено, що за відсутності домінуючих похибок, розсіювання сумарної похибки підкоряється закону Гаусса незалежно від законів розподілу складових похибок. Коли всі похибки, що підсумовуються, підкоряються закону Гаусса (K1 = K2= … = 1,0), поле розсіювання сумарної похибки дорівнює:
У звичайних умовах обробки на налагоджених верстатах і за відсутності помітного впливу зношування інструменту розподіл більшості складових похибок підкоряється закону Гаусса і можна було б прийняти К = 1,0. Проте, для того щоб врахувати можливий на практиці відхід розподілу окремих складових від закону Гаусса, в розрахунках за формулою (31) часто приймають (для створення деякої гарантії точності) значення К = 1,2, що відповідає розподілу за законом Сімпсона, тобто:
Використана література 1. Балакшин Б.С. Основы технологии машиностроения. – М.: М., 1969. – 559 с. Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К. 1993. – 544 с. 3. Маталин А.А. Технология машиностроения. – Л. – М., 1985. – 496 с. 4. Методичні вказівки і завдання для індивідуальної роботи з основ технології машинобудування під контролем викладача. – ЧІТІ, 1993. 5. Основы технологии машиностроения / Под ред. В.С Корсакова. – М.М., 1977. – 416 с. 6. Руденко П.А. Теоретические основы технологии машиностроения: Конспект лекций. – Чернигов, 1986. – 258 с. 7. Солонин И.С. Математическая статистика в технологии машиностроения. – М.М., 197 – 216 с. 8. Технология машиностроения (специальная часть). / А.А. Гусев, Е.Р. Ковальчук., И.М. Колесов и др. – М.М., 1986. – 480 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 .
.
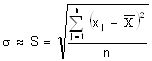
 .(2)
.(2)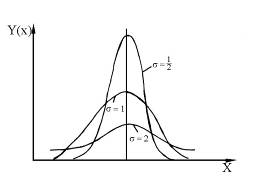
 ,
, .(3)
.(3)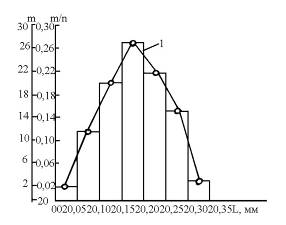
 (12)
(12)