|
Реферат: Практичне використання законів розподілу розмірів для аналізу точності обробкиРеферат: Практичне використання законів розподілу розмірів для аналізу точності обробкиПрактичне використання законів розподілу розмірів для аналізу точності обробки На використанні цих законів базується ймовірнісно-статистичний метод дослідження та розрахунку точності технологічних процесів. Суть цього методу полягає в тому, що в результаті обробки даних експерименту визначають точність обробки. Він може бути застосований за умови обробки значної кількості заготовок (50 і більше) як методом пробних робочих ходів, так і методом автоматичного отримання розмірів. Після обробки в певних умовах партії заготовок проводять вимірювання зацікавленого параметра інструментом за шкалою і на основі методів математичної статистики виявляють точність обробки досліджуваного процесу. Простота визначення характеристик розсіяння і побудови кривих розподілу за даними вимірювання звичайних виробничих заготовок в нормальних умовах роботи цеху, дає можливість за допомогою цього методу: · вибрати метод обробки; · визначити показники точності та стабільності технологічної операції (коефіцієнт розсіяння, коефіцієнт надійності операції, точність налагодження тощо); · визначити кількість ймовірного браку при обробці; · визначити кількість оброблюваних заготовок, що потребують додаткової обробки; · розрахувати економічну доцільність використання високопродуктивних верстатів зниженої точності; · розрахувати настройки верстатів; · порівняти точність обробки заготовок при різному стані обладнання, інструменту, мастильно-охолоджуючої рідини; · порівняти точність обробки на різних верстатах; · оцінити якість ремонту верстатів (шляхом порівняння кривих розсіювання розмірів заготовок, оброблених до і після ремонту верстатів); · порівняти точність обробки одних і тих же заготовок у денні та нічні зміни. До особливих переваг методу відноситься можливість проведення різноманітних досліджень точності та стійкості технологічних процесів без зупинки нормального виробничого процесу і без виготовлення спеціальних експериментальних зразків. До недоліків методу можна віднести: · метод потребує великого обсягу спостережень, тому економічно доцільний у великосерійному та масовому виробництвах; · не враховується послідовність обробки; · не визначається вплив на точність окремих факторів і не вказуються шляхи підвищення точності. 1. Вибір методу обробки Метод обробки чи набір технологічних переходів для виконання будь-якої операції вибирають на основі порівняння допуску за кресленням на оброблюваний розмір з полем розсіювання методу Δм. При цьому повинна виконуватись умова: T > Δм. Величину Δм беруть з довідника технолога. Конкретний верстат вибирає технолог цеху за статистичними даними про його технічний стан (за величиною емпіричного середнього квадратичного відхилення S). Тоді теоретичне середнє квадратичне відхилення дорівнює: σ = γS. Допуск розміру за кресленням має задовольняти умові: T > 6σ або T > Δp. У протилежному випадку неминучим буде брак при обробці. 2. Умови обробки без браку для закону нормального розподілу Для обробки без браку повинні виконуватися дві наступні умови: – перша:
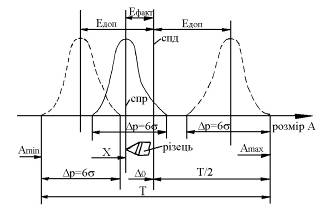
де Тп – коефіцієнт точності процесу; якщо Тп > 1,12 процес вважається надійним, при Тп = 1…1,12 – процес точний, але ненадійний; T – поле допуску на розмір, що аналізується; – друга: eфакт ≤ едоп, (2) де eфакт – фактичний коефіцієнт точності настроювання; eдоп – допустимий коефіцієнт точності настроювання. Для визначення цих коефіцієнтів розглянемо рис. 1. На рис. 1: спд – середина поля допуску
Δо – координата середини поля допуску: спр – середина поля розсіяння розмірів;
Eфакт, Eдоп – фактичне і допустиме зміщення центра групування відхилень розмірів від Δо:
Рис. 1. Схема визначення коефіцієнтів точності настроювання Коефіцієнти точності настроювання представляють собою відношення Е до допуску Т. Тоді:
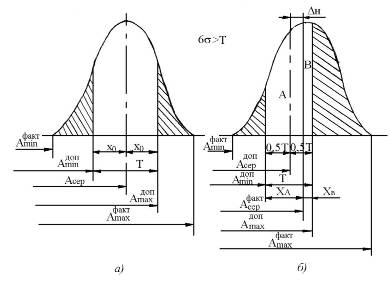
Порушення будь-якої з цих умов призводить до неминучої появи браку. 3. Визначення кількості ймовірного браку заготовок У тих випадках, коли для закону нормального розподілу розміру не виконуються умови, зазначені в п. 1.2 можливий брак заготовок. Ймовірний відсоток браку від всієї партії оброблюваних заготовок обчислюється наступним чином. При розсіюванні розмірів за законом нормального розподілу (Гаусса) приймається з похибкою не більше 0,27 %, що всі заготовки партії мають дійсні розміри в межах поля розсіювання. При цьому очевидно, що площа, яка обмежена кривою нормального розподілу і віссю абсцис (рис. 2), дорівнює одиниці і визначає 100 % заготовок партії. Площа заштрихованих ділянок представляє собою кількість (в частках одиниці або у відсотках) заготовок, що виходять своїми розмірами за межі допуску. Для визначення кількості придатних заготовок необхідно знайти площу, яка обмежена кривою та віссю абсцис на довжині, рівній допуску:
При симетричному розташуванні поля розсіювання відносно поля допуску (рис.2, а) потрібно знайти подвоєне значення інтегралу, що визначає половину площі, обмеженої кривою Гаусса та абсцисою x0:
Вираз (8) можна записати в нормованому вигляді у формі відомої функції Лапласа:
Значення цієї функції табульоване в залежності від величини t та наведене у додатку 3.
Рис. 2. Кількість ймовірного браку при симетричному (а) і несиметричному (б) розташуванні поля розсіювання відносно поля допуску У формулі (9) величина t представляє собою нормований параметр розподілу або коефіцієнта ризику і визначається виразом:
Якщо заданий допуск на розмір і граничні відхилення деталі за кресленням хв і хн, то формулу (10) можна записати у вигляді:
а ймовірний відсоток браку складе: – по верхній границі поля допуску: Рб.в = [0,5 – Ф(tв)] ∙ 100 %; (12) – по нижній границі поля допуску: Рб.н = [0,5 – Ф(tн)] ∙ 100 %. (13) Таким чином, розрахунок кількості бракованих заготовок зводиться до встановлення за формулами (11) величин t по верхній і нижній границях допуску та визначення Ф(tв) і Ф(tн) за таблицею додатку 2 з наступним перерахунком отриманих величин у відсотках в кількість штук заготовок. 4. Приклад обробки статистичних даних і визначення характеристик емпиричного розподілу Завдання Визначити точність та стабільність операції
токарної обробки вала Розв’язання 1. З метою забезпечення випадковості вибірки деталі, що складають генеральну сукупність, ретельно переміщуємо в тарі і відбираємо з різних місць тари вибірку для досліджень з кількості 88 шт. 2. Вимірюємо деталі інструментом за шкалою (індикаторною скобою) з ціною поділки с = 0,002 мм. Результати вимірювань заносимо в табл. 1. Таблиця 1 Початкові дані
За результатами вимірювань визначаємо різницю між найбільшим і найменшим розмірами: |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||