|
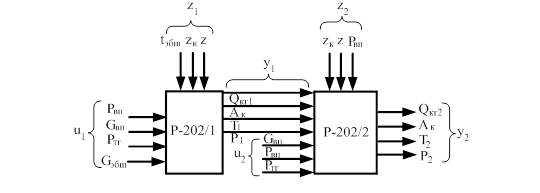
Дипломная работа: Система управления узлом дегидрирования этилбензолаХимические реактора является основным аппаратом в технологической схеме процесса получения стирола путем каталитического дегидрирования этилбензола. С позиции задачи управления реактора являются сложными объектами с нелинейными статическими характеристиками. Реакция дегидрирования этилбензола, протекающая при температуре 600÷6300С, эндотермическая и идет с поглощением тепла. При эндотермической реакции даже небольшое изменение температуры в реакторах может привести к значительным изменениям степени конверсии. Поэтому требуется построение автоматизированной системы регулирования температурного режима, быстродействующей и высокоточной [2]. Данное производство по характеру сырья и получения продуктов, а также в связи с наличием токсичных и взрывоопасных смесей, относится к категории пожаро - и взрывоопасных производств, что обуславливает необходимость противоаварийной защиты (ПАЗ). Сложность управления технологическим объектом заключается в том, что он постоянно подвергается возмущающим воздействиям, которые нарушают нормальный ход процесса в объекте. Различают внешние и внутренние возмущающие воздействия. Внешние возмущающие воздействия проникают в объекты управления извне: вследствие изменения входных параметров, некоторых выходных, а также параметров окружающей среды [1]. В даном случае объект подвергается постоянным, сильным возмущениям при изменении температуры, расхода перегреваемого пара, расхода и теплотворной способности топлива, расхода и температуры ЭБШ. Внутренние возмущающие воздействия возникают в самом объекте управления, при изменении характеристик технологического оборудования. К ним относится, например, закоксованность катализатора. При управлении процессом особое внимание следует обратить на внешние возмущающие воздействия, так как они поступают в объект чаще, чем внутренние, нередко имеют ступенчатый характер, большую амплитуду изменения и в ряде случаев могут быть устранены до поступления в объект. Показателем эффективности процесса дегидрирования является состав целевого продукта. Целевым продуктом является контактный газ, а целевое управление - снижение потерь сырья, вспомогательных продуктов (топливного газа, абгаза, катализатора). Учитывая большую энергоемкость процесса дегидрирования, минимизация потерь принимает большое значение в ТЭП предприятия. 1.3 Обобщенный критерий эффективности управления процессом Общая задача управления технологическим процессом формируется обычно как задача максимизации (минимизации) некоторого критерия (себестоимости, энергозатрат) при выполнении ограничений на технологические параметры, накладываемые регламентом. Решение такой задачи для всего процесса в целом очень трудоемко, а иногда практически невозможно в виду большого числа факторов, влияющих на ход процесса. Поэтому весь процесс разбивают на отдельные участки, которые характеризуются сравнительно небольшим числом переменных. Обычно эти участки совпадают с законченными технологическими стадиями, для которых могут быть сформулированы свои подзадачи управления, подчиненные общей задаче управления процессом в целом. Химические реактора являются основными аппаратами в технологической схеме процесса получения стирола путем дегидрирования этилбензола [4]. Спецификой автоматизации тепловых процессов является то, что они очень энергоемки, поэтому система автоматизации должна способствовать снижению энергозатрат на обеспечение заданной степени превращения исходного вещества в конечный продукт при заданной максимально возможной интенсивности реакции. Для формулировки задачи необходимо ввести обозначения искомых переменных и исходных данных, записать в этих обозначениях критерий оптимальности, который в результате решения должен принять минимальное или максимальное значение, и выписать набор условий, определяющих множество допустимых решений. Такими условиями являются пределы, в которых может выбираться каждая из них. На детализированной структурной схеме объекта управления (рис. 1.2.) показаны возможные воздействия на объект управления:
Рис.1.2. Детализированная структурная схема объекта управления u1- управляющие воздействия на реактор Р-202/1: Gвп- расход водяного пара в печь П-201; Рвп- давление водяного пара в печь П-201; Gэбш- изменение расхода этилбензольной шихты в реактор Р-202/1; Ртг- давление топливного газа в печь П-201; z1- возмущения, действующие на реактор Р-202/1: tэбш- изменение температуры этилбензольной шихты в реактор Р-202/1; zк- закоксованность катализатора; z- старение установки; у1- переменные, характеризующие состояние контактного газа после реактора Р-202/1: Qкг1- состав контактного газа после реактора Р-202/1; Ак- активность катализатора; Т1- температура в реакторе Р-202/1; Р1- давление в реакторе Р-202/1; u2- управляющие воздействия на реактор Р-202/2: Gвп- расход водяного пара в печь П-201; Рвп- давление водяного пара в печь П-201; Ртг- давление топливного газа в печь П-201; z2- возмущения, действующие на реактор Р-202/2: zк- закоксованность катализатора; z- старение установки; Рвп- изменение давления водяного пара в печь П-201; у1- переменные, характеризующие состояние контактного газа после реактора Р-202/2: Qкг2- состав контактного газа после реактора Р-202/2; Ак- активность катализатора; Т2- температура в реакторе Р-202/2; Р2- давление в реакторе Р-202/2. Критерий управления: При действии на объект вектора возмущений Z (см.рис.1.2.) нужно найти вектор управляющих воздействий U*=(U1*,…, Ur*) минимизирующий (или максимизирующий) значение целевой функции Q (Z,U): Q*(Z,U)=min Q(Z,U), при соблюдении ограничений на входные переменные процесса: R1(F,U)≥0 . . . . . . . . . Rk(F,U) ≥0. На переменные u1,u2,y1,y2,z1,z2 наложены следующие ограничения:
Целевая функция численно выражает нашу заинтересованность в том или ином режиме объекта. В качестве целевой функции принимаем критерий, имеющий технологическую природу – производительность установки, показатели качества получаемого продукта (степень превращения в реакторах). При заданном объеме выпуска конечной продукции критерий примет вид: Q= где Цi – цена i-го вида материала или энергии; Gi – количество израсходованного за год i-го вида исходных материалов или энергии; m – количество затрачиваемых в процессе параметров. Задача управления процессом сведется к минимизации технологических затрат. Важным этапом в разработке системы автоматического управления является анализ системы, так как она должна обеспечивать достижение поставленной цели управления. Это вытекает из экономической целесообразности процесса. При этом также важно, чтобы система автоматического управления была по возможности проста и легка в эксплуатации, пожаро- и взрывобезопасна, и соблюдались требования технологического регламента в любых условиях производства, обеспечивалась безаварийная работа оборудования. Поэтому для химического реактора ставится следующая задача: - обеспечение заданной степени превращения исходного вещества в конечный продукт, при минимальных энергозатратах, с соблюдением условий безопасности и безаварийности работы. 2. Анализ структуры существующей системы управления 2.1 Анализ организационно-технической структуры В настоящее время в цехе 2514 на установке дегидрирования этилбензола реализована распределенная структура управления технологическим процессом, построенная на основе локальных одноконтурных, многоконтурных автоматических систем регулирования [8]. Существующие средства автоматизации характеризуются применением приборов государственной пневматической системы «Старт». Система предназначена для автоматического сбора, обработки, хранения и представления технологической информации для оперативного контроля за ведением технологического процесса. Существующая система охватывает только два нижних уровня автоматической системы управления производством: уровень I/O (ввода-вывода), включающий набор датчиков и исполнительных устройств, предназначенных для сбора первичной информации и реализации исполнительных воздействий, и уровень control (непосредственное управление) с отображением значений параметров и возможностью ручного управления. Температура в аппаратах контролируется с помощью технических ртутных термометров и термометров сопротивления ТСМ, ТСП и термопарами типа ТХА, ТПП, регистрируются вторичными приборами – мостами и потенциометрами: КСМ- 4И, КСП- 4И, преобразуется преобразователями типа НП-ТЛ, НП-СЛ и ЭПП-63. Давление в аппаратах замеряется манометрами типа ТИ-1218, ОБ-М1-160, ВЭ-16рб, МСП-2, ЭКМ-1У. Уровень продукта в аппаратах замеряется с помощью приборов УБ-ПВ. В качестве автоматических регуляторов применяются пневматические регуляторы типа ПР-3.21, ПР-3.25, установленные за щитом и выполняющие ПИ и ПИД законы регулирования. В качестве вторичных приборов используются ПВ-10-1Э, ПВ-4-2Э, ПВ-1.3, установленные на щите. В случае отклонения параметров от предельно-допустимой величины предусмотрены световая и звуковая сигнализации и блокировки, базирующиеся на приборах: ЭКМ-1У, Логика, УАС-20, УЗС-24. Приборы сигнализации и блокировки вынесены на центральный щит. Схемы сигнализации и блокировок собраны на релейно-контактных элементах. 2.2 Анализ существующей системы управления Система технических средств автоматизации установки выполнена на элементной базе государственной пневматической системы «Старт». Выбранные схемы регулирования, законы регулирования, точки технологического контроля и места приложения регулирующих воздействий удовлетворяют условиям поддержания технологического режима. В существующей системе отсутствуют приборы и алгоритмы прямого цифрового управления. Достоинством данной системы является то, что она надежна, а также взрыво- и пожаробезопасна. Пневмосистемы в нашей стране широко распространены, что обуславливает дешевизну, как самих средств автоматизации, так и запасных частей к ним. К достоинствам государственной пневматической системы «Старт» можно также отнести и то, что за время ее существования на производстве подготовлен и работает большой штат специалистов в этой области. Система предназначена для автоматического сбора, обработки, хранения и представления технологической информации для оперативного контроля за ведением технологического процесса. Большинство приборов КИП, используемых на установке дегидрирования, выработали срок эксплуатации, морально устарели, что сказывается на качестве обслуживания. К недостаткам можно отнести: 1) материалоемкость, что объясняется большими габаритами приборов и щитов, на которых расположены приборы 2) примитивность средств отображения и хранения информации, что обусловлено применением диаграммных лент с чернилами; такой способ отображения и хранения информации не удобен; 3) невозможность реализации сложных законов регулирования, то есть, не способны осуществлять регулирование по качеству, адаптивное регулирование. 4) средства ПАЗ базируются на устаревшей технике (ЭКМ, Логика), которая морально и технически устарела. Аналитический контроль продукта осуществляется только лабораторией, а непрерывный контроль качества отсутствует. Вследствие того, что исполнительные механизмы выработали срок службы, появилась потенциальная опасность самопроизвольного срабатывания, ведущие к большим материальным затратам. Анализ существующей системы управления выявил следующие недостатки в управлении технологическим процессом: 1) существующая система управления требует больших усилий от производственного персонала для поддерживания строгого температурного режима в реакторах (поз.Р-202/1,2) при изменениях нагрузки. 2) на данном этапе замене подлежит система ПАЗ, так как она основана на пневмоприборах и отработала все сроки: ложные срабатывания блокировок ведут к долговременным остановам, убыткам и лишним затратам, вследствие, например, снижения активности катализатора и к долгим остановам, в связи с его заменой. 2.3 Выводы по необходимости модернизации системы В предыдущем пункте были описаны недостатки существующей пневматической системы, включающие в себя материалоемкость, примитивность средств отображения и хранения информации, невозможность реализации сложных законов регулирования, также к недостаткам можно отнести громоздкость измерительной схемы, большое количество оборудования, соответственно и объем обслуживания, дефицит запасных частей по причине прекращения выпуска промышленностью. Вывод: Существующая система управления, включая полевой КИП, является не эффективной и не надежной в настоящее время, и требует замены; так же требуется установка непрерывного аналитического оборудования. Направлением на модернизацию является: а) модернизация существующей пневматической системы управления и системы ПАЗ многоуровневой распределенной системой; б) замена полевого КИП на интеллектуальные датчики; в) замена исполнительных механизмов системы ПАЗ; г) установка аналитического оборудования для непрерывного контроля за содержанием стирола в контактном газе на выходе из реакторов поз.Р-202/1,2. 3. Разработка и описание системы контроля, регулирования и управления технологическим процессом 3.1 Выбор и описание структурной схемы системы управления По функциональным признакам структура предлагаемой АСУТП подразделяется на следующие категории: 1) распределенная система управления (РСУ), базирующаяся на специализированной микропроцессорной технике, предназначенной для управления технологическими процессами совместно с оперативным персоналом в режиме реального времени; 2) система противоаварийной защиты (ПАЗ), базируется на специализированной микропроцессорной технике повышенной надежности, предназначенной для автоматического перевода технологических процессов в безопасное состояние при возникновении аварийных ситуаций; 3) периферийное оборудование – понятие, объединяющее датчики, анализаторы, преобразователи и исполнительные механизмы, а также электрические и другие приводы, установленные как непосредственно на технологическом оборудовании, так и в специальных помещениях, и подключенные к РСУ и ПАЗ. АСУ ТП должна иметь гибкую структуру, легко адаптироваться к изменениям и дрейфу характеристик технологических процессов во времени, обеспечивать модификацию алгоритмов решения задач и наборов участвующих в них переменных, конфигурирование схем регулирования и управления. АСУ ТП должна иметь 10% резерв по информационным и управляющим каналам. По иерархическим признакам структура АСУ ТП должна быть трехуровневой, и строится на основе распределенной архитектуры. Структура системы должна соответствовать магистрально-модульному принципу построения с сетевой организацией обмена информацией между устройствами и иметь распределённое программное обеспечение и базу данных, доступную (с заданными ограничениями) всем абонентам промышленной сети. Каждый из уровней АСУ ТП представляет собой следующее: Первый уровень – полевой КИП, базирующийся на современной электронной технике и выполняющий следующие функции: первичная обработка информации (фильтрация, линеаризация, проверка на достоверность значений параметров), реализация регулирующих воздействий, двухсторонний обмен данными со вторым уровнем. Второй уровень – специализированная сеть микропроцессорных контроллеров РСУ и ПАЗ, ориентированная на автоматизированное управление производственными процессами в режиме реального времени и выполняющая следующие функции: сбор информации с нижнего уровня, расчет действительных значений параметров и введение поправок, реализация сложных цифровых алгоритмов и законов регулирования, автоматический контроль состояния технологического процесса, выдача оптимальных управляющих воздействий на нижний уровень управления. Третий уровень - рабочие станции промышленного исполнения, то есть станция оператора-технолога и станция инженера. Станция оператора-технолога осуществляет следующие функции: управление в реальном масштабе времени основным и вспомогательным технологическим процессом, ведение базы данных, визуализацию состояния технологического оборудования (мнемосхемы, графики), обработку данных, дистанционное и ручное управление технологическим процессом, сигнализацию вышедших за пределы технологических параметров, формирование и печать протокола нарушений и сообщений, связь с другими системами автоматизации. Станция инженера выполняет следующие функции: задание уставок блокировки, настройка датчиков, настройка диапазонов значений параметров, настройка регуляторов, отладка программ, настройки мнемосхем, трендов. Связь между компонентами 1-го и 2-го уровней АСУ ТП должна осуществляться электрическим способом: кодовые, аналоговые и дискретные сигналы. Связь между компонентами 2-го и 3-го уровня должна осуществляться кодовым способом посредством специализированных промышленных компьютерных сетей обеспечивающих полный цикл обмена данными между компонентами в пределах одной секунды. Связь во время управления процессом между контроллерами должна работать в режиме односторонней передачи информации – от ПАЗ к РСУ. 3-й уровень АСУ ТП должен иметь программные и аппаратные средства для подключения к информационно-управляющей системе завода, организованной на базе протокола Ethernet. АСУ ТП должна быть ориентирована на работу в жёстком реальном времени, т.е. быть предсказуемой и обеспечивать выполнение всех функций точно в срок. Система должна иметь возможность оперативного конфигурирования прикладного программного обеспечения на отдельной инженерной станции без нарушения работоспособности системы, кроме того, система должна быть резервируема и полностью автономна. 3.2 Техническое обеспечение (Лист №2 ДП 2102 00 022 05 ГЧ) Выбор технических средств автоматизации. Для достижения поставленной задачи дипломного проектирования, реализации функций контроля, регулирования и управления, необходимо заменить полевой КИП существующей системы автоматизации, а так же отсечную блокировочную арматуру на всём объекте для повышения надёжности системы ПАЗ. При выборе преобразователей и измерительных средств, в первую очередь необходимо принять во внимание такие факторы, как выходной сигнал, пожароопасность и взрывоопасность. Измерительные преобразователи должны быть выбраны, исходя из пределов измерения регулируемой величины объекта. Для измерения давления предлагается использовать преобразователи давления Cerabar S PMP 635 и Cerabar S PMC 731 фирмы «Endress+Hauser», с видом искрозащиты EExiaIICT4/T6 [13]. Преобразователь давления Cerabar S PMP 635 имеет следующие характеристики: - Погрешность (относительная), % < 0,1; - Погрешность (дополнительная), % 0,1/год; - Диапазон измерения: (абсолютное давление, кПа) от 16 до 600; (избыточное давление, кПа) от 16 до 600; - Диапазон окружающих температур, 0С от (- 40) до 100; - Диапазон рабочих температур, 0С от (-40) до 100; Если высокая постоянная температура превышает 850С, то датчик устанавливается с капиллярной трубкой, с использованием специального кронштейна. - Выходной сигнал от 4 до 20 мА/HART®; - Степень защиты от воздействия пыли и воды IP 65. Преобразователь давления Cerabar S PMC 731 имеет следующие характеристики: - Погрешность (относительная), % < 0,1; - Погрешность (дополнительная), % 0,1/год; - Диапазон измерения: (абсолютное давление, кПа) от 0 до 4000; (избыточное давление, кПа) от 100 до 4000; - Диапазон окружающих температур, 0С от (- 40) до 100; - Диапазон рабочих температур, 0С от (-40) до 100; Если высокая постоянная температура превышает 850С, то датчик устанавливается с капиллярной трубкой, с использованием специального кронштейна. - Выходной сигнал от 4 до 20 мА/HART®; - Степень защиты от воздействия пыли и воды IP 65. Для измерения расхода предлагается использовать преобразователь дифференциального давления Deltabar S PMD 235 фирмы «Endress+Hauser», с видом искрозащиты EExiaIICT4/T6 [13], имеющий следующие характеристики: - Погрешность (относительная), % < 0,1; - Погрешность (дополнительная), % 0,1/год; - Диапазон измерения (дифференциальное давление, кПа) от 0 до 300; - Диапазон окружающих температур, 0С от (-40) до 125; - Диапазон рабочих температур, 0С от (-40) до 125; Если высокая постоянная температура превышает 850С, то датчик устанавливается с капиллярной трубкой, с использованием специального кронштейна. - Выходной сигнал от 4 до 20 мА/HART®; - Степень защиты от воздействия пыли и воды IP 65. Для измерения температуры предлагается использовать датчики температуры промышленной группы «Метран»: ТСП Метран-206, ТХА Метран-201 [12]. ТСП Метран-206 имеет следующие характеристики: - Диапазон измерений (температура, 0С) от (-50) до 500; - НСХ 100П; - Класс допуска А; - Материал головки полиамид стеклонаполненный ПА-66; - Материал защитной арматуры 12Х18Н10Т; - Степень защиты от воздействия пыли и воды IP65 по ГОСТ 14254. ТХА Метран-201 имеет следующие характеристики: - Диапазон измерений (температура, 0С) от (-40) до 800; - НСХ К; - Класс допуска 2; - Материал головки полиамид стеклонаполненный ПА-66; - Материал защитной арматуры 12Х18Н10Т; - Степень защиты от воздействия пыли и воды IP65 по ГОСТ 14254. Для измерения уровня используется преобразователь измерительный уровня буйковый Сапфир-22Ду-Ex искробезопасного исполнения 0ExiaIIСТ6 [11], имеющий следующие характеристики: - Погрешность измерений, % ±0,5; - Диапазон окружающих температур, 0С от (- 50) до 120; - Диапазон измерений (уровень, мм) от 0 до 400, от 0 до 1600; - Плотность измеряемой жидкости, кг/м3 от 400 до 2000; - Предельно допустимое избыточное рабочее давление, кПа до 4000. Преобразователи предназначены для работы в системах автоматического контроля, регулирования и управления технологическими процессами и обеспечивают непрерывное преобразование значения измеряемого параметра (уровня жидкости) в стандартный токовый сигнал дистанционной передачи. Преобразователь состоит из измерительного блока и электронного преобразователя. При изменении измеряемого уровня происходит изменение гидростатической выталкивающей силы, воздействующей на чувствительный элемент – буек. Это изменение через рычаг передается на тензопреобразователь, размещенный в измерительном блоке, где линейно преобразуется в изменение электрического сопротивления тензорезисторов. Электронный преобразователь преобразует это изменение в токовый сигнал. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|
||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||