|
Дипломная работа: Влияние кристаллографической текстуры на анизотропию физико-механических свойств деформированных полуфабрикатов из сплавов на основе титанаДипломная работа: Влияние кристаллографической текстуры на анизотропию физико-механических свойств деформированных полуфабрикатов из сплавов на основе титанаТема работы: «Влияние кристаллографической текстуры на анизотропию физико-механических свойств деформированных полуфабрикатов из сплавов на основе титана» Содержание Введение Глава 1. Аустенитные коррозионно-стойкие стали 1.1 Способы получения аустенитной структуры 1.2 Коррозионно-стойкие(нержавеющие) стали Глава 2. Азотсодержащие коррозионно-стойкие стали Глава 3. Технология производства аустенитных коррозионно-стойких сталей 3.1 Выплавка аустенитных коррозионно-стойких сталей 3.2 Выплавка азотсодержащих аустенитных коррозионно-стойких сталей 3.3 Термомеханическая обработка аустенитных коррозионно-стойких сталей 3.4 Термомеханическая обработка азотсодержащих аустенитных коррозионно-стойких сталей 3.5 Термообработка аустенитных азотсодержащих коррозионно-стойких сталей Глава 4. Свойства аустенитных азотсодержащих коррозионно-стойких сталей Выводы Список использованной литературы Введение Прогнозы показывают что, несмотря на тенденцию к сокращению доли сплавов на основе железа в общем объеме конструкционных материалов, в обозримом будущем мировое производство стали сохранится на уровне нескольких сотен миллионов тонн. Будут значительно возрастать требования к качеству сталей всех типов. Увеличится доля легированных (нержавеющих) сталей, и, следовательно, обострится проблема рационального использования легирующих элементов. Среди них, прежде всего, следует отметить азот, доступный практически в неограниченных количествах. Применение азота для легирования сталей, безусловно, является одной из первостепенных проблем в материаловедении. Использование азота как легирующего элемента в легированных сталях позволяет не только повысить механические и коррозионные свойства, но и экономить дорогие и дефицитные никель, марганец, молибден и вольфрам. [1] Для изготовления сталей легированных азотом в спецэлектрометаллургии широко используется метод электрошлакового переплава металлических электродов в водоохлаждаемую изложницу (кристаллизатор). Металлические электроды выплавляются в открытых электродуговых печах. ЭШП характеризуется высокими технико-экономическими показателями процесса. Небольшое удорожание металла компенсируется его весьма высоким качеством, недостижимым для металла обычной выплавки, а также полным устранением брака. К числу достоинств электрошлакового слитка следует отнести химическую, структурную однородность слитка и получаемых из него проката, поковок или штамповок. В отличие от обычного слитка он практически свободен от ликвации даже таких сильноликвирующих элементов, как углерод, сера, фосфор. Даже в литом виде электрошлаковый металл обладает большей плотностью, чем деформированный открытой выплавки. В процессе ЭШП в стали резко снижается содержание неметаллических включений, в первую очередь серы, кислорода. Для электрошлакового металла характерно весьма равномерное распределение неметаллических и избыточных фаз, например, нитридов, карбонитридов, боридов, интерметаллидов. Химически и структурно гомогенный электрошлаковый металл значительно лучше сваривается, чем неоднородный по составу и строению металл открытой выплавки. Металл, полученный электрошлаковым переплавом менее склонен к хрупкому разрушению в сравнении с металлом открытой выплавки, изделия, изготовленные из него, значительно долговечнее и надежнее в эксплуатации, чем аналогичные изделия из металла открытой выплавки. [2] Глава 1. Аустенитные коррозионно-стойкие стали аустенитный азотсодержащий коррозионный сталь Аустенит – твердый раствор углерода или азота в γ-Fe. В ГЦК решетке в центре имеется пора диаметром 0,102нм. В этой поре атом углерода может поместиться, вызывая некоторое увеличение размера решетки γ-Fe.
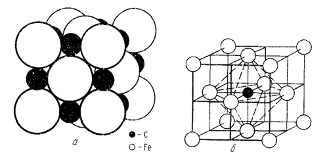
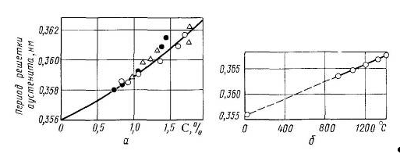
Рис. 1 Твердый раствор внедрения: а- кристаллическая решетка при полном заполнении всех пор; б- кристаллическая решетка аустенита Кристаллическую структуру аустенита можно себе представить как г.ц.к. решетку, состоящую из атомов железа, в которую внедрены меньшего размера атомы углерода. Если бы все свободные места (поры) в г.ц.к решетке были заняты углеродом, то это состояние характеризовала бы схема, изображенная на рис 1, а. Но так как атом углерода больше размеров поры, то при попадании его в решетку железа последняя искажается, и остальные поры становятся недопустимыми для других атомов углерода. На рис. 1, б показано строение элементарной ячейки аустенита, в которой растворен один атом углерода. Параметр решетки аустенита при комнатной температуре равен 0,286 нм, а безуглеродистого Feγ 0,356 нм. Эта величина условна, так как безуглеродистое γ-железо при комнатной температуре не существует, а величина эта определяется методом экстраполяции. Параметр решетки, как известно, зависит от температуры и от наличия растворенных атомов. Известен параметр решетки аустенита при комнатной температуре в сталях с содержанием углерода свыше 0,6—0,7 % (рис. 2, а) и параметр решетки чистого γ-железа, но при высоких температурах (рис.2,б).
Рис. 2. Параметр решетки аустенита: а – влияние углерода; б – влияние температуры Экстраполяция кривых на нулевое содержание углерода (рис. 2, а) или на комнатную температуру (см. рис. 2, б) приводит к значению 0,356 нм. Аустенит – одна из структурных составляющих железоуглеродистых сплавов, твердый раствор углерода и легирующих элементов в железе. В углеродистых сталях и чугунах аустенит устойчив выше 7230С. В железоуглеродистых сплавах, содержащих Ni, Mn, Cr, аустенит может полностью сохраняться до комнатной температуры. Аустенитная сталь является наиболее широко распространенным типом нержавеющей стали. Основным преимуществом сталей аустенитного класса являются их высокие служебные характеристики (прочность, пластичность, коррозионная стойкость в большинстве рабочих сред) и хорошая технологичность. Поэтому аустенитные коррозионностойкие стали нашли широкое применение в качестве конструкционного материала в различных отраслях машиностроения. К данному классу относятся, стали 300 серии. [3] 1.1 Способы получения аустенитной структуры Химический состав сталей должен исключать возможность образования в рабочих условиях δ-феррита, мартенсита и других ферромагнитных фаз. Этому требованию могут удовлетворять аустенитные композиции на основе систем Fe-Mn, Fe-Cr-Mn, Fe-Cr-Ni и Fe-Mn-Ni. В системе Fe-Mn при содержании Mn до 10% даже после закалки от 11000С образуется α-мартенсит. При дальнейшем увеличении степени легированности стали марганцем количество α-фазы уменьшается, но увеличивается количество немагнитной ε-фазы с гексагональной кристаллической решеткой
Рис. 3. Изменение фазового состава Fe-Mn-сплавов в зависимости от содержания марганца Дополнительное легирование Fe-Mn сплавов, как правило снижает количество и температуру ε-фазы и повышает стабильность аустенита. Наиболее эффективное влияние на уменьшение количества ε-фазы и снижение температуры γ → ε- превращения оказывает углерод. Влияние углерода на устойчивость аустенита увеличивается с увеличением содержания марганца. Верхний предел концентрации углерода ограничивают, исходя из необходимости обеспечить хорошую обрабатываемость резанием, прочность, пластичность, вязкость и определенную коррозионную стойкость металла. В дисперсионно твердеющих сталях с карбидным упрочнением стабильность аустенита может быть повышена в результате обеднения γ-твердого раствора углеродом при выделении в процессе старения карбидных частиц. Повышение стабильности аустенита стареющих марганцевых сталей достигается легированием дополнительными элементами, например Ni. Ni, как и Mn, образует с γ-железом твердые растворы замещения. Никель очень эффективный аустенитообразующий элемент. Если в Mn-Ni сплаве содержится не менее 10% марганца, то аустенит при охлаждении превращается непосредственно в α-мартенсит и ε-фаза не образуется. Увеличение в таких сплавах концентрации Mn более 10% приводит к γ → ε → α превращению, которое подавляется при содержании никеля не менее 12%. Область существования α-фазы и ε-мартенсита сужается при увеличении концентрации марганца и замыкается при содержании марганца более 28%. Получение полностью аустенитной структуры экономно легированных никелем (не белее 10%) Mn-Ni сталей достигается при содержании марганца более 17%. Однако в сталях с содержанием хрома выше 15-17% (в зависимости от режима термообработки) и 2%Ni нельзя получить однородную аустенитную структуру при содержании Mn более 5% (при 0,1% С), но такая структура неустойчива при процессе длительного старения. Хром используется в промышленности как аустенитостабилизирующий элемент. Стабильный при повышенных температурах аустенит можно сохранить при комнатных температурах только при определенном соотношении хрома и марганца в системе Fe-Cr-Mn.
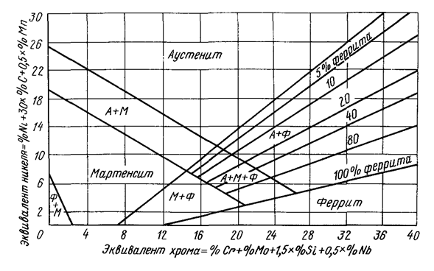
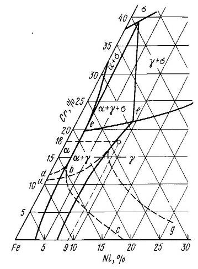
Рис. 4. Структурная диаграмма нержавеющих сталей Важнейшим аустенитообразующим элементом является азот. Азот подобно углероду расширяет γ-область и образуя твердые растворы внедрения, упрочняет аустенит, но в противоположность углероду азот не ухудшает коррозионной стойкости сталей. Кроме того, может наступить дополнительно упрочнение за счет выделения избыточных карбонитридных и нитридных фаз, затрудняющих движение дислокаций. Азот расширяет γ-область хромоникелевых сталей, содержащих около 0,12% углерода, в сторону больших концентраций хрома.
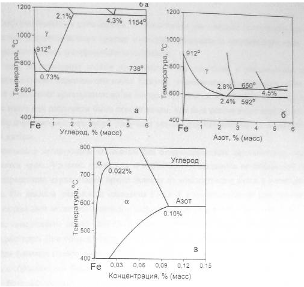
Рис. 5 Фрагменты диаграмм состояния систем Fe-C(а), Fe-N (б) и Fe-C, Fe-N(в). Большое сходство имеют диаграммы состояния систем «железо - углерод» и «железо - азот» (рис 5 а, б, в). На этих диаграммах видно наличие эвтектоидных превращений соответственно при 7380С и 5920С. Эти превращения обусловливают сходство в структурах, формирующихся в результате термической обработки. Более низкая температура эвтектоидного превращения у железо-азотистых сплавов обуславливает возможность получения более дисперсных фаз, составляющих металлографическую структуру. Нельзя не отметить также, что предельная растворимость азота как в γ -, так и в α -железе выше, чем углерода. Можно отметить основные различия между поведением этих элементов в твёрдых растворах сплавов на основе железа, которые и определяют различия во влиянии азота и углерода на физико-химические свойства этих сплавов: 1. Атомный и ионный радиусы у азота меньше, чем у углерода ( 2, d-электронный заряд на железе углерод увеличивает, а азот уменьшает, ослабляя тем самым ковалентную составляющую межатомной связи, 3, При температурах выше -400°С коэффициент диффузии азота меньше чем углерода. 4. Азот в кристаллической решетке железа проявляет тенденцию к упорядочению, тогда как углерод склонен к кластерообразованню. 5. В связи с наличием сильных межатомных связей между хромом и азотом проявляется тенденция к равномерному распределению в кристаллической решетке железа также и хрома - основного легирующего элемента в нержавеющих сталях. 6. Энергия взаимодействия азота с дислокациями выше, чем углерода. 7. Азот понижает энергию дефектов упаковки в кристаллической решетке железа, тогда как углерод её повышает, уменьшая тем самым способность к деформационному упрочнению. [1] Азот оказывает сильное воздействие на структуру сталей. С повышением содержания азота от 0,25 до 0,45% непрерывно возрастает количество хрома, которое можно допускать в стали для сохранения аустенитной структуры, стабильной до 12600С. Используя сильное стабилизирующее действие углерода и азота на аустенит целесообразно в немагнитных хромомарганцевых сталях по возможности заменять никель углеродом, азотом и Mn, что позволит сэкономить никель и увеличит комплекс физико-механических свойств металла. В малоуглеродистых сталях между температурой аустенизации и количеством δ-феррита, образовавшегося в сталях содержащих около 13% марганца и в разной степени легированных С, N, Cr с повышением температуры количество δ-феррита увеличивается. Однако в высокоуглеродистых сталях наблюдается обратная картина: с повышением температуры нагрева количество δ-феррита уменьшается. Это объясняется тем, что малоуглеродистые стали содержат небольшое количество карбидов и они переходят в раствор при сравнительно низкой температуре. С увеличением содержания углерода карбидные выделения переходят в твердый раствор, соответственно при более высоких температурах, в результате твердый раствор дополнительно обогащается углеродом и хромом. Углерод как сильный γ-образующий элемент способствует увеличению количества аустенитной составляющей, несмотря на противоположную тенденцию хрома. Избежать появления δ-феррита можно путем дальнейшего увеличения в сталях концентрации углерода и азота. Минимальное количество углерода и азота, потребное для обеспечения аустенитной структуры, линейно возрастает с увеличением содержания хрома. Присутствие карбидов полезно в том случае, когда они тормозят рост зерен и способствуют упрочнению стали. Углерод значительно сильнее, чем азот, влияет на изменение роста зерна при нагреве. Упрочняющее действие таких элементов внедрения как углерод и азот приблизительно одинаково и намного эффективнее, чем упрочнение, вызываемое хромом и марганцем, образующими твердые растворы замещения. [4] 1.2 Коррозионно-стойкие (нержавеющие) стали Нержавеющими сталями называют большую группу хромистых, хромо-никелевых и хромо-марганцово-никелевых сталей с содержанием свыше 12% Сr, сохраняющих при воздействии атмосферы светлый металлический блеск, т. е. нержавеющие свойства. Хром повышает коррозионную стойкость сталей также и в других средах, преимущественно окислительных, что широко используется при изготовлении химической аппаратуры, и в частности аппаратуры для производства азотной кислоты. Чем выше содержание хрома в стали, тем выше их коррозионная стойкость в атмосферных условиях и ряде коррозионных сред. Кроме хрома, в стали вводят никель, марганец, углерод, молибден, вольфрам, ниобий и другие элементы для придания им специальных свойств (повышенной коррозионной стойкости в агрессивных средах, более высоких механических свойств при высоких температурах, определенных физических свойств) и структуры.
Рис. 6. Типичная микроструктура нержавеющей стали: а- аустенитного класса(аустенит), ×200; б- переходного класса(аустенит-мартенсит), ×500 Стали аустенитно-мартенситного класса в настоящее время применяются во многих областях промышленности. Подавление эвтектоидного распада γ → α и снижение температуры мартенситного превращения (точки Ms) в результате присадки аустенитообразующих элементов (никеля, марганца, азота, углерода и частично хрома) приводит к образованию сталей аустенито-мартенситного класса и соответствующему изменению свойств. При нагреве сталей этого класса до высоких температур они становятся полностью аустенитными. При быстром охлаждении стали полностью сохраняют аустенитную структуру или частично распадаются на мартенсит, что зависит от точки (Ms). Количество превращенного аустенита в мартенсит тем больше, чем медленнее охлаждение и чем ниже температура охлаждения. Превращение γ → α (Мα) протекает в этих сталях не полностью и с большой инерцией. Механические и физические свойства этих сталей зависят от количества аустенита, превращенного в мартенсит, и ряда дополнительных процессов, связанных с образованием интерметаллидных или карбидных фаз, оказывающих дополнительное влияние на упрочнение. Стабильные и требуемые свойства, химические составы подбирают таким образом, чтобы превращение γ → α (Мα) происходило при комнатных или при несколько пониженных температурах. [5] Введение достаточного количества никеля в 18 %-ную хромистую сталь делает ее аустенитной, что обеспечивает лучшие механические свойства, меньшую склонность к росту зерна, а также более коррозионностойкой и не хладноломкой. Нержавеющие стали с 18% Сr и 10 % Ni получили наиболее, широкое распространение в машиностроении, в изделиях широкого потребления, а также в архитектуре и скульптуре. Представление об условии образования фаз в нержавеющих хромоникелевых сплавах дает система Fe—Сr—Ni. На рис. 7 приведен горизонтальный разрез при 650 °С системы Fe—Сr—Ni (сплошные линии). Однофазные γ и α-области разделены двухфазной γ+α. При содержании хрома более 20 % появляется α-фаза (химическое соединение FeCr). Положение двухфазной области γ+α зависит от температуры. С понижением температуры ниже 650 °С область γ+α уходит вправо и ее крайнее положение при 20 °С показано пунктирными линиями, закончившимися в точках с и g, а при повышении температуры область уходит влево и ее крайнее положение при 1100°С показывает пунктирные линии, заканчивающиеся в точках a, d.
Рис. 7. Железный угол системы Fe-Cr-Ni. Сплошные линии - изотермический разрез при 650 °С Отсюда следует, что сплавы, лежащие
ниже линии abc, имеют полную γ Сплав 18-9 изображен на той системе точкой. Нетрудно видеть, что для получения при 18 % Сr аустенитной структуры обязательно должно быть 9 % Ni; с уменьшением содержания никеля сплав становится двухфазным во всем интервале температур, в том числе и при комнатной температуре. Увеличение хрома (сверх 18 % при 9 % Ni) приведет к тем же последствиям. При содержании хрома менее 14— 15 % в структуре появляется α-фаза, при температурах ниже 650 °С образование α-фазы протекает по мартенситному механизму. В нержавеющих хромоникелевых сталях наряду с основной аустенитной γ -фазой может встречаться α-фаза в следующих модификациях: α-фаза, образующаяся в результате выделения из жидкости или из аустенита при высоких (выше 600—700 °С) температурах; α’-фаза, образующаяся из аустенита при низких (ниже 600 °С) температурах по мартенситному механизму и, наконец, α"-фаза, так называемый мартенсит деформации, при пластической деформации аустенита ниже некоторой температуры точки MD. Структурное состояние сплавов 18 % Сr и 8—15 % Ni в зависимости от колебания состава может быть устойчивым и неустойчивым. Пластическое деформирование при низкой температуре может вызвать в некоторых случаях образование так называемого гексагонального ε-мартенсита (промежуточное состояние), который затем может перейти в обычный α-мартенсит. Аустенитные стали с 18 % Сr и 8—10 % Ni структурно неустойчивы, охлаждение его в области отрицательных температур или пластическая деформация при комнатной температуре вызовут образование мартенсита. В сплаве с 18 % Сr и 10—12 % Ni образование мартенсита можно вызвать лишь деформацией при температурах ниже 0 °С, сплавы же с 18 % Сr и более 14 % Ni обладают стабильным аустенитом; ни охлаждение, ни деформация при низких температурах не вызовут образования α-фазы. Промышленные хромоникелевые стали,
естественно, не являются чистыми Fe—Cr—Ni сплавами, а содержат примеси. Эти примеси, растворяясь в
основных фазах (γ и α) влияют на условия равновесия и на кинетику γ Глава 2. Азотсодержащие коррозионно-стойкие стали Азот в небольших количествах присутствует в стали в виде примеси, попадая в нее при плавке из атмосферы и шихты. Ранее влиянию примеси азота на свойства стали не придавалось значения. Однако, как показывает опыт, этим пренебрегать нельзя, особенно в отношении высоколегированных хромистых и хромоникелевых сталей, выплавляемых в дуговых электропечах. Так как азот, как аустенитообразующий элемент в 20—30 раз действует сильнее, чем никель, то небольшие его количества (около 0,06%) уже достаточны для изменения структуры. Присадка азота к ферритным хромистым сталям способствует появлению при высоких температурах двухфазной области аустенит + феррит и превращению аустенита в мартенсит, что отрицательно сказывается на механических свойствах сталей при комнатных температурах. Присадка азота к полуферритным сталям типа XI7 повышает способность стали к превращению γ → α (вернее γ → Мα) с полным исчезновением ферритной фазы. Стали с 12—16% Сr и до 0,2% С с присадкой до 0,2% N полностью закаливаются на мартенсит и после отпуска при 150—200° С обладают более высокой прочностью и ударной вязкостью, чем стали без азота. Азот часто используется при азотировании, а также как легирующий элемент в качестве заменителя никеля в хромистых и хромоникелевых сталях. В первом случае азот, насыщая поверхность железа или легированных сталей, сообщает им высокую поверхностную твердость, связанную с образованием высокодисперсных выделений нитридов различного типа.
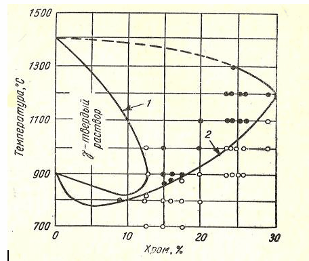
Рис. 8. Влияние азота в системе железо-хром на расширение γ-области: 1- без азота; 2- с азотом Отмечается большая разница во влиянии азота на свойства низколегированных сталей и высоколегированных нержавеющих и жаростойких. В высоколегированных сталях он обладает значительной растворимостью и образует стойкие нитриды, особенно в присутствии титана, ниобия и некоторых других элементов. Растворимость азота в расплавленных железохромоникелевых сплавах зависит от содержания хрома и никеля. Хром способствует повышению растворимости азота в его сплавах с железом, а никель— понижению растворимости. Растворимость азота уменьшается с понижением температуры. [5] Присадка азота к хромистым и хромоникелевым сталям действует аналогично углероду и никелю, способствуя расширению γ -области. Cамая большая сложность для получения в железном сплаве большого количества азота заключается в том, что при затвердевании происходит резкое снижение растворимости азота в стали, в интервале температур кристаллизации, которая обычно происходит через образование высокотемпературной модификации железа - δ-фазы - с кристаллической решеткой объемно-центрированного куба, в которой растворимость азота низкая. Растворимость азота резко снижается при достижении температуры эвтектоидного превращения с образованием низкотемпературной модификация железа (α- фаза), хотя и в α-железе при температуре эвтектоидного превращения растворяется почти в пять раз больше азота, чем углерода. С помощью легирования растворимость азота можно повысить, выбрав составы стали, в которых вообще не будет образовываться высокотемпературное δ-железо. При этом кристаллизация из жидкой фазы будет происходить с образованием γ-фазы, с гранецентрированной кубической решеткой, в которой растворимость азота весьма высока. При переохлаждении γ-фазы как у углеродистых, так и у азотистых сплавов железа может происходить бездиффузионная перестройка гранецентрированной кубической кристаллической решётки γ-фазы в α-фазу, пересыщенную азотом, или углеродом. При этом имеют место тетрагональные искажения кристаллической решетки α-железа. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||