|
Дипломная работа: Автоматизация узла получения оксиэтилированных алкилфеноловНа основе этих переменных можно представить структурную схему объекта управления на рис. 3.1.
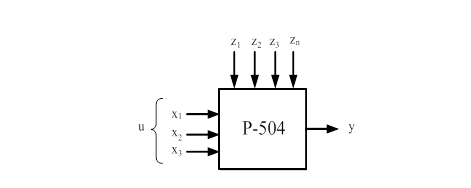
Рис. 3.1. Структурная схема объекта управления Основной выходной координатой – «у» является расход неонола с заданной степенью помутнения. Основными входными координатами является расход катализированного алкилфенола – х1, расход окиси этилена – х2, расход греющего пара в рубашки реакторов – х3. Кроме того, объект подвержен неконтролируемым возмущениям: изменение температуры и давление окружающей среды – z1, изменение давления в реакторах – z2, изменение давления в коллекторе пара на обогрев аппаратов – z3, старение оборудования – zn и т.д. Критерий управления: При действии на объект вектора возмущений Z нужно найти вектор управляющих воздействий U*= минимизирующий значение целевой функции Q: Q*=min Q, при соблюдении ограничений на входные переменные процесса: R1≥0 … … … Rk ≥0. Таким образом, мы подходим к критерию эффективности управления процессом. Критерием эффективности объекта управления является получение сырья заданной степени помутнения, с минимальными энергозатратами при обеспечении безаварийности и пожаро – взрывобезопасности производства. Q Qзад. при min. энергозатрат. Целевая функция численно выражает нашу заинтересованность в том или ином режиме объекта. В качестве целевой функции принимаем критерий, имеющий технологическую природу – производительность установки, показатели качества получаемого продукта. При заданном объеме выпуска конечной продукции критерий примет вид: Q= где Цi – цена i-го вида материала или энергии; Gi – количество израсходованного за год i-го вида исходных материалов или энергии; m – количество затрачиваемых в процессе параметров. 3.2 Выбор и описание структурной схемы системы автоматизации АСУ ТП должна способствовать выполнению основной задачи управления процессом. Система обеспечивает централизованный контроль работы технологических агрегатов, сигнализацию отклонений параметров от регламентных норм, дистанционное управление исполнительными механизмами, регулирование отдельных технологических параметров, защиту технологического процесса и оборудования при возникновении аварийных ситуаций, формирование и печать протокола нарушений и сообщений, формирование и печать отчётных документов. Исходя из основной задачи управления технологическим процессом, предлагается использовать трехуровневую распределенную систему управления. Структурная схема предлагаемой системы разбивается на 3 уровня: 1) уровень датчиков и исполнительных механизмов; 2) уровень контроллеров; 3) уровень ЭВМ. Уровень датчиков и исполнительных механизмов. На этом уровне реализуются следующие функции: 1) непрерывное измерение технологических параметров; 2) первичная обработка информации; 3) передач полученной информации о состоянии технологического объекта на следующий уровень в аналоговом виде. Первичная обработка включает в себя следующие операции: 1) линеаризация выходных сигналов датчиков с нелинейными или слабо линейными характеристиками и их масштабирование; 2) фильтрация выходных сигналов датчиков от высокочастотных помех, искажающих полезный сигнал; 3) проверка исходной информации на достоверность и коррекция результатов измерений; 4) коррекция показаний датчиков при отклонении условий измерений от расчетных. На уровне датчиков предлагается использовать интеллектуальные датчики. Тенденция их развития, связанная с расширяющимися возможностями встроенных в них микропроцессоров, заключается в передаче им от контроллеров всё большего числа простейших типовых функций контроля и управления. Уровень контроллеров. Это специализированная сеть микропроцессорных контроллеров РСУ и ПАЗ, ориентированная на автоматизированное управление производственными процессами в режиме реального времени и выполняющая следующие функции: 1) сбор информации с нижнего уровня; 2) обнаружение отклонений текущих значений параметров за пределы допускаемых значений, сигнализация и регистрация при их наличии; 3) расчет оптимальных значений технологических параметров; 4) расчет не измеряемых величин и обобщенных показаний; 5) реализация сложных законов управления и осуществление оптимального управления процессом по критериям управления; 6) формирование управляющих воздействий по законам регулирования, с целью стабилизации параметров; 7) обмен информацией с рабочими станциями промышленного исполнения; 8) прием управляющих воздействий от рабочих станций и выдача их на исполнительные механизмы; 9) непрерывный самоконтроль в процессе работы и подробная самодиагностика при обнаружении неисправностей; 11) ведение информационной базы данных. Уровень ЭВМ. Рабочие станции промышленного исполнения включают станцию оператора и станцию инженера. Станция оператора выполняет следующие функции: – управление в реальном масштабе времени технологическим процессом; – визуализация состояния технологического оборудования в удобном для восприятия и анализа виде, ведение базы данных, обработку данных; – автоматическое и ручное управление технологическим процессом; – сигнализация отклонений параметров от регламентных норм; – расчет технико-экономических показателей; – контроль за работоспособным состоянием системы ПАЗ, регистрация срабатывания системы ПАЗ; – самодиагностика; – формирование и выдача протокола нарушений и сообщений. Станция инженера выполняет следующие функции: – задание уставок блокировки; – дистанционная настройка регуляторов, установка диапазонов датчиков; – отладка программ, настройки мнемосхем, трендов и.т.д.; – связь с другими системами автоматизации; – защита баз данных и программного обеспечения от несанкционированного доступа. В комплект рабочих станций входят печатающее устройство, сенсорные экраны, соединяющие устройства, источники бесперебойного питания, манипуляторы, звуковые устройства, различные накопители информации. Связь между уровнем датчиков и уровнем контроллеров АСУ ТП должна осуществляться электрическим способом, с помощью аналоговых и дискретных сигналов. Связь между уровнем контроллеров и уровнем рабочих станций промышленного исполнения должна осуществляться кодовым способом посредством специализированных промышленных компьютерных сетей обеспечивающих полный цикл обмена данными между компонентами в пределах одной секунды. Связь во время управления процессом между контроллерами должна работать в режиме односторонней передачи информации – от ПАЗ к РСУ. Уровень рабочих станций промышленного исполнения АСУ ТП должна иметь программные и аппаратные средства для подключения к информационно-управляющей системе завода, организованной на базе протокола Ethernet. АСУ ТП должна быть ориентирована на работу в жёстком реальном времени, то есть быть предсказуемой и обеспечивать выполнение всех функций точно в срок. Система должна иметь возможность оперативного конфигурирования прикладного программного обеспечения на отдельной инженерной станции без нарушения работоспособности системы, кроме того, система должна быть резервируема и полностью автономна. Функционирование системы должно быть рассчитано на круглосуточный режим работы, с остановкой на профилактику не чаще чем 1 раз в год в период капитального ремонта. Технические средства ПАЗ должны быть резервированы. При выходе из строя какого-либо из блоков, система ПАЗ должна автоматически переходить на резервный блок с выдачей соответствующего сообщения. Должна быть предусмотрена возможность замены неисправных модулей в оперативном режиме работы системы ПАЗ. Так же система должна иметь автономные средства отображения, регистрации информации и архивизации, то есть должна быть автономной. 3.3 Разработка и описание функциональной схемы автоматизации технологического объекта управления Процесс получения оксиэтилированных алкилфенолов включает в себя следующие технологические объекты управления: реакторный блок SА-201А, В, С, испаритель Е-201, сепаратор SV-204, емкости SR-301, SR-304, деаэратор SA-301, смесители МХ-301А, В, теплообменники Е-301А, В, емкости SR-302, SR-303. Функциональная схема автоматизации разрабатывается на основе действующих инструкций и технологического регламента, заказной спецификации на приборы и средства автоматизации, контроллера и сигналов ввода / вывода, соблюдая нормы и требования, предъявляемых к проектированию функциональных схем. В качестве параметров контроля выбираем те, которые необходимы при пуске, останове и эксплуатации установки, которые дают наиболее полное представление о процессе, при минимальном их количестве. Параметры регулирования выбираются из тех параметров, которые активно влияют на показатели эффективности и на критерий управления процессом. Таблица 5 – Показатели технологического режима, сигнализации и блокировок
Повышение качества переходных процессов и повышение качества регулирования возможно за счет усложнения структурных схем регулирования. Выбор и построение системы ПАЗ осуществляется на основе требований Госгортехнадзора ПБ 09–170–97 «Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств»: 1. Надёжность и время срабатывания систем ПАЗ определяется разработчиком с учётом требований технологической части проекта. При этом учитывается категория взрывоопасности технологических блоков, входящих в объект, и время развития возможной аварии. Время срабатывания систем защиты должно быть таким, чтобы исключить опасное развитие процесса. В системах ПАЗ запрещается применение многоточечных приборов контроля параметров, определяющих взрывоопасность производства. 2. Выбор систем ПАЗ технологических объектов и её элементов осуществляется исходя из условий обеспечения её работы при выполнении требований при эксплуатации, обслуживанию, и ремонту в течение всего межремонтного пробега защищаемого объекта. Нарушение работы системы управления не должно влиять на работу системы ПАЗ. 3. Системы ПАЗ и управления технологическими процессами должны исключать их срабатывание от случайных и кратковременных сигналов нарушения нормального хода технологического процесса, в том числе и в случае переключений на резервный или аварийный источник питания. 4. Надёжность системы ПАЗ обеспечивается аппаратурным резервированием различных типов, временной и функциональной избыточностью и наличием систем диагностики и самодиагностики. Достаточность резервирования и его тип обосновывается разработчиком проекта. 5. Надежность контроля параметров, определяющих взрывоопасность процесса, на объектах с технологическими блоками I и II категорий взрывоопасности обеспечивается дублированием систем контроля параметров, наличием систем самодиагностики с индикацией рабочего состояния, с сопоставлением значений технологически связанных параметров. Определим степень риска по немецкому стандарту DIN V 19250 четырьмя факторами, каждый из которых конкретизируется указанным ниже путем. 1. Вероятность аварийного события, связанная с работой средств автоматизации: W1 – крайне низкая вероятность, W2 – низкая вероятность, W3 – относительно высокая вероятность. 2. Продолжительность нахождения людей в опасной зоне: A1 – редкое нахождение, A2 – частое или постоянное нахождение. 3. Возможный травматизм от аварии: S1 – незначительные травмы, S2 – серьезные травмы нескольких человек, смерть одного человека, S3 – смерть нескольких человек, S4 – катастрофа с большим числом жертв. 4. Предотвращение аварии: G1 – возможно при определенных обстоятельствах, G2 – невозможно. Узел получения и первичного фракционирования по степени риска относится к 7 классу. На основании данного класса внедряем систему ПАЗ CENTUM CS 3000, которая имеет следующую кодировку архитектуры системы защиты: 2оо4D. Система ПАЗ CENTUM CS 3000 обеспечивает двойное резервирование платы процессора устройства FCU путем использования системы дублированного сравнения по принципу «пара+резерв». Эта система предлагает решение нескольких проблем, которые не могут быть разрешены в рамках традиционных систем с двойным резервированием: – устранение ошибок в текущих вычислениях. Если возникает ошибка в текущих вычислениях вследствие электрических помех или в начальной стадии отказа системы, то схема сравнения обнаруживает ошибку путем сравнения результатов вычислений, получаемых от обоих центральных процессоров. Если результаты отличаются, то активная плата процессора и плата процессора, находящегося в резерве, меняются местами. – безударный переход на резервную плату. Плата постоянно ведет контрольные вычисления синхронно с основной платой процессора. Это обеспечивает плавную передачу данных от основной платы процессора к плате резервного. Это дает возможность пользователю сконцентрироваться на прикладных задачах управления технологическим процессом, не обращая внимания на саму систему. – высокая надежность. Плата процессора установлена как на левой, так и на правой сторонах. Одна работает в качестве основного процессора, другая – в качестве резервного. Когда плата процессора обнаруживает и исправляет вычислительную ошибку, она передает управление следующим образом: 1) плата процессора имеет 2 центральных процессора, каждый из которых выполняет одинаковые вычисления. Схема сравнения сравнивает результаты вычислений, получаемые от обоих процессоров в течение всего времени вычислений. Если результаты, полученные обоими центральными процессорами, совпадают, управление вычислением считается правильным, и данные посылаются в блок основной памяти или на плату интерфейса шины. Блок основной памяти с кодом обнаружений и исправления ошибок исправляет обнаруженные ошибки инвертирования разрядов для предотвращения серьезных ошибок в запоминающем устройстве. 2) Если результаты вычислений центральных процессоров не совпадут, управление вычислительным процессом считается неправильным и управление передается резервной плате процессора. 3) Благодаря синхронному выполнению одних и тех же вычислительных операций вместе с основной платой процессора, резервный процессор немедленно передает вычисленные данные для управления на шинный интерфейс. 4) Плата процессора, на которой была обнаружена погрешность в вычислениях, производит самодиагностику. Если все нормально, то вычислительная ошибка признается случайной и статус ненормальной работы изменяется на статус резервного режима. Резервный процессор выполняет контрольные вычисления синхронизируя свою работу с управляющим процессором. 3.4 Техническое обеспечение 3.4.1 Обоснование выбора и описание технических средств автоматизации При выборе производителя технических средств автоматизации необходимо руководствоваться следующими основными принципами, предъявляемые к средствам автоматизации: – надёжность средств автоматизации; – простота обслуживания; – опыт работы на российском рынке фирмы – производителя; – поддержка различных протоколов передачи данных; – набор выполняемых функций. Полевые приборы КИПиА, участвующие в управлении процессом, предлагается выбрать фирмы YOKOGAWA, так как по оценкам независимых специалистов данные датчики являются лучшими в плане их надежности, точности и быстродействия. Это интеллектуальные датчики, имеющие ряд преимуществ: углубленную диагностику непосредственно в датчике, позволяющую быстро определить неисправность; возможность перенастройки шкалы измерения без снятия прибора и без останова технологического процесса непосредственно из рабочей станции; более точные показания благодаря применению числовых вычислений для компенсации нелинейности чувствительного элемента или температурной зависимости. Датчики серии EJA используют в качестве чувствительного элемента кремниевый механический резонатор, что дает следующие преимущества: – цифровой выходной сигнал считывается прямо в сенсоре, то есть выходной сигнал в виде частоты может быть сразу подсчитан процессором и не требует предварительных преобразований его в аналоговый, а затем в цифровой; – высокая стабильность и воспроизводимость датчика при практически полном отсутствии гистерезиса после перегрузок; – влияние внешних факторов на выходной сигнал сенсора чрезвычайно мало. На выбор датчиков серии EJA повлияло также их устойчивость к вибрациям, широкий диапазон измерения и наличие всех российских сертификатов, разрешающих применение в Российской Федерации. Принцип действия датчиков серии EJA – в зависимости от знака приложенного давления кремниевый резонатор растягивается или сжимается, в результате чего частота его собственных механических колебаний соответственно растет или уменьшается. Колебания механического резонатора в постоянном магнитном поле преобразуются в колебания электрического контура, и, в итоге, на выходе чувствительного элемента получается сигнал, точно отражающий величину измеряемого давления. Вихревые расходомеры DigitalYEWFLO предназначены для измерения объемного расхода жидкости, пара или газа. Принцип действия вихревого расходомера основан на широко известном природном явлении – образование вихрей за препятствием, стоящим на пути потока. Минимальный расход, с которого расходомер начинает четко определять сигнал, соответствует числу Рейнольдса равном 5000, оптимальные же условия для измерения начинаются с Re>20000, когда частота вихрей становится зависящей только от скорости потока и не зависит от других параметров, входящих в число Рейнольдса. Приборы относятся к интеллектуальной серии, поддерживающей двусторонний обмен информацией по HART-протоколу. Благодаря этому пользователь имеет возможность сам сконфигурировать основные параметры измерения расхода, давления и настроить выходной сигнал. В данном вихревом расходомере DigitalYEWFLO применена новая уникальная цифровая электроника, использующая разработанную фирмой технологию спектральной обработки сигнала «SSP». Благодаря этому расходомер теперь постоянно анализирует вибрацию, состояние среды внутри себя и, используя эти данные, автоматически подстраивает режимы обработки сигнала, а также вовремя информирует оператора или устройства верхнего уровня о нештатных режимах потока и вибрации, если таковые возникают. При выборе измерительных преобразователей и измерительных средств производства получения оксиэтилированных алкилфенолов и усреднения партий оксиэтилированных алкилфенолов необходимо учитывать специфику процесса, в частности, такие особенности, как температурный режим, повышенная взрывопожароопасность технологического процесса. Исходя из этого, датчики параметров процесса должны удовлетворять следующим требованиям: 1) должны быть обеспеченны средствами искробезопасности; |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||