|
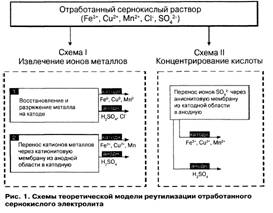
Курсовая работа: Обеспечение экологической безопасности путем разработки малоотходного способа реутилизации сернокислых отходов аккумуляторных батарейПри выщелачивании нефелинов в присутствии извести под давлением 30 атм (260 С ) крепкими щелочными растворами получают алюминатный раствор, содержащий некоторое количество кремнезема. Раствор обезкремнивают в присутствии оборотного белого шлама при 150 С, отделяют от выпавшего осадка и упаривают до 500-510 г/ Na2O, после чего из него кристаллизуют алюминат натрия, который затем растворяют и направляют на декомпозицию по Байеру. Остаток после выщелачивания промывают и регенерируют из него щелочь обработкой известью в автоклавах или слабыми растворами щелочей. Гидрохимический способ прошел укрупненную проверку. В последние годы В.С. Сажиным с сотрудниками предложен ряд усовершенствований гидрохимического способа [ 3 ]. Способ спекания высокощелочной шихты, предложенный М.Н. Смирновым, заключается в замене половины известняка в обычной нефелиновой шихте эквивалентным количеством едкой щелочи. При спекании такой шихты образуются алюминаты и ферриты щелочей, а кремнезем связывается не в 2CaO.SiO2, а в Na2O.CaO.SiO2, т.е. одна молекула CaO замещается молекулой Na2O. Преимущество способа по сравнению с обычным спеканием состоит в уменьшении почти в 2 раза расхода известняка, в хорошей грануляции шихты, большом температурном интервале спекообразования (около 300 С ). Недостатком схемы является большой расход щелочи и сложность регенерации ее из шлама [ 3 ]. Глава 2. Обеспечение экологической безопасности путем разработки малоотходного способа реутилизации сернокислых отходов аккумуляторных батарей Экологическая безопасность и эффективное функционирование экономики каждого государства неразрывно связаны с транспортной отраслью. Транспортные системы представляют собой объекты повышенного риска, оказывают влияние на жизнедеятельность населения, санитарно-эпидемиологическую и экологическую безопасность государства. Одно из основных направлений государственной политики относительно вопросов экологической безопасности — развитие технологий переработки и утилизации отходов [1], в том числе отходов автомобильного транспорта, наиболее опасными из которых являются свинцово-кислотные аккумуляторы. Главная и наиболее опасная в экологическом плане проблема — выбрасывание отработанных аккумуляторов в окружающую среду. В настоящее время в Украине выбрасывается, если считать только аккумуляторы для автомобильного транспорта, около трех миллионов штук в год. Это приблизительно 80 — 90 тыс. т свинца и свинцовых соединений, не менее 21 тыс. т раствора серной кислоты [2]. В настоящее время в сфере обращения с сернокислыми аккумуляторными отходами используется в основном нейтрализация щелочными реагентами. Недостатки этого способа следующие [3]: • образование больших объемов жидких отходов, в том числе содержащих тяжелые металлы; • использование щелочных реагентов (известковое молоко, известняк, аммиачная вода и др.), их транспортировка, хранение; " потеря дорогого продукта — серной кислоты, которую можно использовать повторно. На базе Донбасской национальной академии строительства и архитектуры разработан безреагентный электрохимический способ реутилизации электролита отработанных свинцово-кислотных аккумуляторов с извлечением серной кислоты. Для описания процесса регенерации сернокислых растворов, содержащих примеси металлов, можно использовать известные теоретические закономерности электрохимической обработки растворов с определенной корректировкой, учитывающей состав отработанного раствора, концентрацию примесей и специфику решаемых задач. Существуют две схемы теоретической модели реутилизации отработанного сернокислого электролита (рис. 1). Схема I направлена на извлечение примесных металлов из отработанного раствора электролита, схема II — на концентрирование серной кислоты. Возможность реализации приведенных схем зависит от закономерностей поведения исследуемых катионов и анионов под действием постоянного тока в 18 — 34 %-ной серной кислоте. Схема I электрохимической регенерации отработанного аккумуляторного электролита, содержащего катионы железа, меди, марганца, а также анионы хлористых соединений и серной кислоты, предполагает протекание процесса в двух направлениях. Первое направление — восстановление ионов металлов в катодной области с последующим их разряжением на катоде: Ме"+ + е -" Me""1; Ме"+ + т -> Ме°. В этом случае предполагается уменьшение концентрации ионов Fe3+, Cu2+, Мп2+ в электролите катодной области, в растворе остаются анионы серной кислоты и хлористых соединений. Если электрод подвергнуть катодной поляризации, т.е. пропустить через него постоянный ток, то суммарный ток катодных реакций будет больше тока анодных на величину внешнего тока. Как только потенциал тока при определенной его плотности превысит значение равновесного потенциала металла, на катоде рядом с водородом начнет выделяться металл: Ме"+ + пе -> Ме°(тах); 2Н + 2е ->Н,Т(гшп). При увеличении плотности тока будет происходить в основном разряд ионов металла, количество выделившегося водорода будет снижаться до минимума. При дальнейшем увеличении плотности тока скорость разряда ионов металла может превысить скорость поступления их в прикатодный слой и концентрация ионов в прикатодном слое станет равной или близкой к нулю. При этом произойдет резкий скачок потенциала и ионы водорода начнут разряжаться на металле в значительном количестве: 2Н++ 2е ->Н2Т(тах); Ме"+ + ие -> Me°(min).
Значения величины тока при максимальном выделении металла из раствора будут соответствовать предельному току, величина которого зависит от условий протекания электрохимического процесса и, в первую очередь, от концентрации извлекаемых ионов металла. При низкой концентрации металла в растворе при прохождении постоянного тока в соответствии с теорией замедленного разряда на катоде начнет выделяться водород вместе с металлом. При достижении низких критических концентраций извлекаемого металла, может наступить момент, когда на катоде будет выделяться только (или преимущественно) водород, поскольку концентрация его в катодном растворе остается постоянной. Этому способствует постоянное образование на аноде катиона водорода (Н+). Скорость диффузии ионов водорода значительно выше скорости диффузии ионов металла, поэтому из объёма раствора к катоду быстрее подойдут ионы водорода, а не ионы металла. Дополнительным фактором, препятствующим выделению металлов на катоде, является наличие примесей железа. При содержании железа более 20 мг/л выход по току выделяемого металла резко падает. Негативное влияние железа объясняется тем, что на катоде одновременно выделяются и извлекаемый металл, и железо, у которого перенапряжение выделения водорода ниже, чем у других металлов. Входящие в состав аккумуляторного электролита ионы железа и марганца, расположенные в ряду напряжений левее водорода, способны вытеснять его из кислот [3]. Описанный процесс будет препятствовать выделению железа и марганца на катоде в сернокислом аккумуляторном электролите, концентрации ионов водорода в котором выше концентрации ионов металлов в 3000 раз. По литературным данным, выделение железа на катоде начинается с момента, когда концентрация серной кислоты снижается до 15 г/л [4]. Марганец является одним из наиболее электроотрицательных металлов, его стандартный потенциал Ф°мп/мп" = -1,18 В. Поэтому выделить марганец на катоде в кислой среде не удается. Однако электролитическое железо может представлять интерес только в двух случаях: при получении очень чистого железа или железного порошка. Для решения поставленной в работе задачи реутилизации аккумуляторного электролита представляет интерес тот факт, что ионы Fe3+ в аккумуляторе попадают к отрицательному электроду и восстанавливаются свинцом, т.е. вызывают саморазряд отрицательного электрода. Если же эти ионы будут находиться в электролите в двухвалентном состоянии, то они не будут оказывать отрицательного влияния на эксплуатационные характеристики аккумуляторной кислоты.
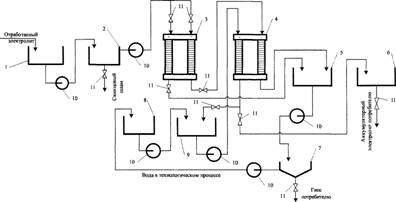
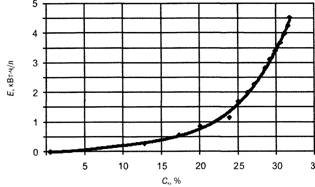
Согласно рассмотренным закономерностям можно утверждать, что при регенерации растворов отработанного аккумуляторного электролита, в которых концентрация ионов водорода значительно превышает концентрацию ионов металлов (СМе~ " Си*), металлы на катоде выделяться не будут. Второе направление — перенос катионов Fe3+, Cu2+, Мп2+ через катионитовую ионообменную мембрану из анодной области в катодную. В результате концентрирования ионов металлов в катодной области в анодной области можно получить очищенный раствор серной кислоты, не содержащий примесей металлов. При этом ионы С1" окисляются на аноде до С12 и выделяются в виде газа [5]. На результат данного процесса влияют катодная плотность тока и время проведения процесса с катионов Fe3+, Cu2+, Мп2+ через катионитовую ионообменную мембрану из анодной области в катодную.
В результате концентрирования ионов металлов в катодной области в анодной области можно получить очищенный раствор серной кислоты, не содержащий примесей металлов. При этом ионы С1" окисляются на аноде до С12 и выделяются в виде газа [5]. На результат данного процесса влияют катодная плотность тока и время проведения процесса. Согласно теоретическим исследованиям на результат процесса извлечения примесных металлов из отработанного раствора электролита влияют следующие факторы: в катодная плотность тока; • концентрация ионов водорода (кислотность среды); • начальная концентрация ионов серной кислоты и примесных металлов; в время проведения процесса. Схема II реутилизации аккумуляторного электролита предполагает извлечение серной кислоты из отработанного сернокислого раствора [4]. Выделение серной кислоты из регенерата может быть достигнуто в двухкамерной ячейке со свинцовым анодом и анионитовой мембраной. Извлечение сернокислого марганца из раствора серной кислоты может быть осуществлено в двухкамерном электродиализаторе, разделенном анионо-обменной мембраной. Регулируя силу тока и подачу исходного раствора в катодную камеру, можно добиться такой работы системы, что из анодной камеры будет выходить чистая серная кислота, а из катодной — сернокислый марганец. Под действием тока сульфат-ионы переходят из католита в анолит. На аноде происходит разложение воды по реакции Н20 - 2ё -> 1/202 + 2Н+, причем выделяется газообразный кислород, а ионы водорода остаются в растворе и образуют с сульфат ионами раствор серной кислоты. Загрязняющие электролит примеси металлов (железо, медь, марганец, хлориды, свинец) концентрируются в катодной области. При исследовании процесса регенерации серной „ кислоты в качестве выходных параметров следует рассматривать конечную концентрацию кислоты в камере концентрирования и энергетические затраты. Количественными факторами, определяющими процесс извлечения серной кислоты из отработанного электролита свинцово-кислотных аккукмуля-торов, являются: S катодная плотность тока; s время протекания процесса; s степень воздействия процесса регенерации на окружающую среду. В результате проведенных теоретических и экспериментальных исследований предложена следующая схема утилизации отработанного аккумуляторного электролита: удаление взвешенного свинца (отстаивание, центрифугирование) -" электрохимическая регенерация сернокислотного раствора -> утилизация образовавшихся отходов. Из отслуживших свой срок свинцовых аккумуляторов сливают электролит в отстойник (первая операция), в котором он находится не менее 24 ч. Это время необходимо для осветления электролита. Осветлённый электролит, содержащий 0,001 % по массе соединений свинца, подаётся на электрохимическую обработку (вторая операция). Осевший аккумуляторный шлам собирается, удаляется из отстойника и подается в технологический процесс переработки свинцового шлама. После завершения цикла электрохимической обработки раствор подаётся в ёмкость, в которой контролируются параметры электролита (ГОСТ 667-73) и, при необходимости, проводится его корректировка (третья операция) добавлением аккумуляторной серной кислоты или дистиллированной воды. Откорректированный электролит разливается в тару и отправляется потребителю. Из катодной камеры электродиализного аппарата сернокислый отбросной раствор, содержащий примеси металлов, подаётся на нейтрализацию (четвертая операция). В нейтрализатор при перемешивании поступает известь или известковое молоко. Процесс ведётся до достижения рН = 6 + 7. После отстаивания продуктов реакции (пятая операция) воду с осадка сливают и используют для заполнения анодной камеры или иных технологических мероприятий. Образовавшийся в ёмкости гипс удаляют и отправляют потребителю. Для одновременного удаления ионов железа, меди, марганца, хлора, свинца электрохимическая очистка проводится в две стадии (рис. 2). Это обусловлено тем, что при прохождении постоянного тока через очищаемый сернокислый раствор наблюдается переход ионов меди из катодной области в анодную через анионитовую мембрану МА-40. Причем с увеличением плотности тока увеличивается интенсивность перехода, но в то же время растут и затраты. Целесообразно проводить очистку от ионов меди при плотности тока 200 — 400 А/м2 в течение 1,7 — 2,5 ч. За данный интервал времени (1,7 ч при 300 - 400 А/м2 и 2,5 ч при 200 А/м2) содержание ионов меди в катодной области снижается до минимально возможного — 0,0001 % по массе. При дальнейшем ведении процесса содержание меди в катодной области электродиализатора не уменьшается или изменяется незначительно. Для очистки от ионов железа, марганца, хлора, свинца раствор, уже освобожденный от ионов меди, помещают в катодную камеру двухкамерного электродиализатора (анодная камера заполнена 0,3 - 0,5 %-ной H2S04) и методом электродиализа при катодной плотности тока 600 — 1000 А/м2 извлекают серную кислоту из отходов аккумуляторного электролита. Расход электроэнергии при проведении процесса электродиализа довольно значительный. Удельный расход электроэнергии в процессе удаления избыточной кислотности при заданном расстоянии между мембранами и рабочим сечением электродиализатора определяется разностью концентраций ионов в соседних камерах. Чем выше исходная кислотность, тем больше требуется энергии для получения заданной кислотности. Поэтому выгоднее вести процесс последовательно, число ступеней должно быть тем больше, чем выше исходная кислотность и чем ниже конечная. Согласно полученным данным (рис. 3) по мере накопления очищенной кислоты в анодной области возрастают и затраты энергии в соответствии с выражением у = lO5*4 - 0,0004л:3 + 0,0052х2 -- 0,004л-; R2 = 0,9973, где х — концентрация очищенной кислоты. Основные затраты энергии приходятся на концентрирование аккумуляторного раствора, в котором после электродиализа содержится 24 % по массе серной кислоты (см. рис. 3), поэтому необходимо добиться компромисса между выходом кислоты и затратами электроэнергии. Для снижения затрат электроэнергии на процесс регенерации было предложено оценить эффективность двухступенчатого способа концентрирования. Первая ступень процесса предполагает концентрирование серной кислоты в анодной камере в течение 5 ч до содержания 24 % по массе. Катодная плотность тока поддерживается на уровне 800 А/м2. Концентрация сульфат-ионов в катодной камере снижается до 11 — 12 % по массе. На второй ступени процесса в анодную камеру электродиализатора заливают 0,5 %-ный раствор серной кислоты. В катодной камере находится частично исчерпанный аккумуляторный раствор, содержащий 11,5 % по массе серной кислоты. Кинетика второй ступени процесса (рис. 4) описывается выражением у = -0,021л-3 - 0,4469х2 + + 4,375л- + 0,5669; R2 = 0,9946. Согласно полученным данным процесс концентрирования целесообразно проводить в течение 3 ч: скорость процесса в это время достаточно высокая. В результате в анодной области концентрация серной кислоты повышается с 0,5 до 9,1 % по массе. Оставшийся в камере исчерпывания отработанный раствор, содержащий 1,9 — 2,1 % по массе серной кислоты, направляется на дальнейшую нейтрализацию. Причем в результате снижения концентрации кислоты в растворе, поступающем на нейтрализацию, уменьшается расход щелочных реагентов. При применении двухступенчатого способа концентрирования уменьшается время процесса и, как следствие, общие энергозатраты снижаются в 1,75 раза, увеличивается выход по току в 2 раза при большом количестве перенесенной через мембрану кислоты (см. таблицу). При этом удельные энергозатраты, которые подсчитывались как отношение общих энергозатрат к массе перенесенной через мембрану серной кислоты, снизились в 1,98 раза. Снижение концентрации кислоты в отбросном растворе, поступающем на регенерацию, ведет к уменьшению расхода щелочных реагентов. Приведенные данные свидетельствуют о ресурсосберегающей направленности работы. Таким образом, разработанный способ реутилизации сернокислых отходов аккумуляторных батарей позволяет обеспечить максимальный уровень экологической безопасности. При реализации разработанного способа устраняются опасные для окружающей среды отходы, извлекается и возвращается в производство свинцовых аккумуляторов серная кислота, меньшее количество жидких отходов с более высоким рН поступает на нейтрализацию, а следовательно, уменьшается количество щелочных реагентов, необходимых для нейтрализации. Из 1 т отработанного 18 — 34 %-ного электролита может быть получено 0,92 т серной кислоты (в пересчете на чистую серную кислоту), соответствующей ГОСТ 667-73. Глава 4. Организационные и технологические решения при обезвреживании и утилизации отработанного сернокислотного электролита аккумуляторных батарей сернокислый реутилизация аккумуляторная батарея В последнее десятилетие на территории Центрально-Черноземного региона РФ, как и в целом по России, значительно возросло количество единиц автотранспорта (по некоторым оценкам в 5 раз), что увеличило техногенную нагрузку на окружающую среду. В связи с этим фактом в настоящее время актуальны исследования, направленные на решение проблемы загрязнения окружающей среды свинецсодержащими отходами, источником которых являются отработанные аккумуляторные батареи. В 2000 г. в целях предотвращения загрязнения окружающей среды свинцом и его соединениями ООО "Экологические проекты ЦЧР" (Воронеж, Россия) организовало первое в Центрально-Черноземном регионе РФ предприятие по приему, обезвреживанию и утилизации отработанного сернокислотного электролита аккумуляторных батарей — отхода 2-го класса опасности (согласно Федеральному классификационному каталогу отходов РФ). Специалистами фирмы был разработан технологический регламент, которым обеспечивается: • легко контролируемая система учета образования и утилизации свинецсодержащих отходов; • переработка всех отходов в сырье; • предотвращение несанкционированного сброса отходов в окружающую природную среду; • исключение выбросов в атмосферный воздух; • исключение образования дополнительных видов отходов. В технологический процесс включены следующие операции (оборудование ЗАО "Электрозаряд", г. Москва): • прием отработанных аккумуляторных батарей; погрузка их на поддоны, окрашенные кислотостойкой краской; подача на площадку сортировки (при помощи такелажной тележки); • сортировка аккумуляторов; подача на полипропиленовый стол под поддоны, а оттуда — на стол-приемник; • слив отработанного электролита на специальном столе-приемнике, где производится очистка электролита от грубых примесей с обязательной пятиминутной выдержкой для полного слива электролита; • загрузка слитых аккумуляторных батарей на поддоны и подача на площадку временного хранения и накопления аккумуляторов; • подача электролита со стола-приемника на стол первичной фильтрации; • первичная фильтрация электролита (отделение нерастворимых соединений свинца: сульфата и гидроокиси свинца) на специальном полипропиленовом столе первичной фильтрации при пропускании электролита через фильтровальную ткань (она может быть заменена на базальтовую вату или стеклосферическую загрузку); • просушивание отфильтрованного осадка и складирование вместе со слитыми аккумуляторными батареями; подача электролита после первичной фильтрации в емкости-отстойники; перекачивание осветленного электролита (после 25 ч отстоя) в емкости-накопители; подача подсушенного осадка на площадку хранения слитых аккумуляторных батарей; • временное складирование пластмассовых корпусов с сульфатированными пластинами и осадком; • реализация обезвреженного электролита для использования в качестве кислотного реагента (5—10%-ный раствор серной кислоты); • передача пластмассовых корпусов аккумуляторных батарей (с пластинами и осадком) на предприятия по переработке вторичного свинца. Состав и качество используемого оборудования при предварительной подготовке (промыв) позволяют производить обезвреживание как кислотного, так и щелочного электролита. Ежегодно перерабатывается до 50 т свинецсодержащей аккумуляторной жидкости. Литература 1. Дробноход МЛ. Концепція переходу України до стійкого екологічно безпечного розвитку. К.: 2000. 2. Вайсгант З.И., Хабачев М.Н. Экологические проблемы сбора и утилизации аккумуляторного лома. Тез. докл. II Междунар. науч.-практ. конф. "Управление отходами: отечественная и международная система экологического менеджмента — 2006". 3. Башевая Т.С., Сердюк А.И. Малоотходный способ утилизации отработанного сернокислого электролита аккумуляторных батарей 4. Башевая Т.С., Сердюк А.И., Ступин А.Б. Способы утилизации электролита отработанных свинцово-кислотных аккумуляторов 5. Каменев СБ., Прейс СВ., Сийрде Э.К. Электрохимическая очистка хлоратсодержащих сточных вод // Химия и технология воды. 1991. Т. 13. № 2 |
|||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||