|
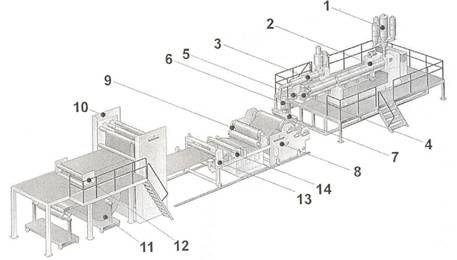
Курсовая работа: Производство одноразовой посуды экструзионным процессомКурсовая работа: Производство одноразовой посуды экструзионным процессомМинистерство образования и науки РФ Пермский Государственный Технический Университет Кафедра МСА Курсовой проект по курсу Автоматизация технологических процессов и производств Производство одноразовой посуды экструзионным процессом Пермь 2010 Содержание 1. Введение 2.Описание технологического процесса 2.1 Общее устройство линии для пленок глубокой вытяжки 2.1.1 Принцип действия шнекового экструдера 2.1.1.1 Устройство экструдера 2.1.1.2 Привод экструдера 2.1.1.3 Редуктор 2.1.1.4 Цилиндр и загрузочное отверстие 2.1.1.5 Загрузочный бункер 2.1.1.6 Шнек 2.1.1.7 Экструзионная головка 2.1.1.8 Фильтры и устройства для автоматической смены фильтров 2.1.1.9 Системы нагрева и охлаждения 2.1.2 Каландр 2.1.2.1 Станина оборудования с ходовым механизмом 2.1.2.2 Валки каландра 2.1.2.3 Привод валков 2.1.2.4 Регулировка щели 2.1.3 Намоточное устройство 2.1.3.1 Компенсатор 2.1.3.2 Промежуточный вытяжной прибор 2.1.3.3 Устройство продольной резки 2.1.3.4 Направляющая рама для пленки 2.1.3.5 Вспомогательное съемное устройство 2.1.3.6 Антистатическое оборудование 2.2 Линия термоформования 3. Анализ структуры системы автоматизации 3.1 Общее управление процессом 3.2 Истинное полное управление процессом экструзии 3.3 Функциональные возможности системы управления 3.4 Наиболее важные параметры 3.4.1 Контроль давления 3.4.2 Контроль температуры 3.4.3 Другие параметры 4. Система автоматизации на различных участках технологического процесса 4.1 Принцип работы управляющей системы 4.1.1 Общие сведения 4.2 Управляющая система на разных участках тех. цикла 4.2.1 Дозаторный блок 4.2.2 Привод экструдера 4.2.3 Обогрев экструдера 4.2.4 Вакуум-насос 4.2.5 Датчик давления расплава на экструдере 4.2.6 Ситообменник 4.2.7 Термодатчик для расплава 4.2.8 Датчик давления расплава на входе насоса для расплава (MP2) 4.2.9 Насос для расплава 4.2.10 Датчик давления расплава на выходе насоса для расплава (MP3) 4.2.11 Датчик давления расплава на фильере (MP4) 4.2.12 Приводы валков 4.2.13 Датчик зазора валков 4.2.14 Гидроагрегат подвода валков 4.2.15 Приводы регулировки зазора валков 4.2.16 Агрегаты термостатирования валков 4.2.17 Привод перестановки каландра по высоте 4.2.18 Привод шасси каландра 4.2.19 Привод тянущего механизма 4.2.20 Пневмопривод тянущего механизма 4.2.21 Намотчик/измельчитель обрезаемых кромок 4.2.22 Толщиномер 4.2.23 Намотчик 4.3 Выбор аппаратных средств 4.3.1 Подсистема регулирования температуры 4.3.2 Подсистема регулирования давления в фильере 4.3.3 Основные характеристики узлов входящих в систему управления 4.3.4 Датчики давления 4.3.5 Датчики температуры 5. Контроль температурного режима 5.1 Теоретические сведения 5.2 Тепловые характеристики системы 5.3 Настройка параметров регулятора 5.3.1 Характеристики работы терморегулятора 5.3.2 Влияние PID-параметров на режим работы регулятора 5.4 Тепловые характеристики экструдера Reifenhauser 3201 5.4.1 Метод Циглера-Николса 5.4.2 Регуляторы температуры с фиксированными характеристиками 6. Заключение 7. Список литературы 1. Введение Всё производство одноразовой посуды может быть разделено на два основных этапа. Первый, наиболее трудоёмкий этап, заключается в производстве плёнки глубокой вытяжки. На втором этапе плёнка, смотанная в рулоны, загружается в формовочную машину, которая и производит конечный продукт. В данной работе в основном будет рассмотрен процесс получения плёнки глубокой вытяжки. Этот процесс является наиболее трудоёмким, следовательно требует тщательного контроля. Теория процесса формовки будет изложена только в качестве ознакомительного материала. 2. Описание технологического процесса Стандартный процесс изготовления одноразовой посуды выглядит так. Сырье доставляется на производство в виде гранул. Они подаются в плоскощелевой экструдер - машину, где получается расплав, который перемешивается с помощью шнекового пресса (как в мясорубке). Затем выдавленную через плоскую щель массу с помощью больших валов (каландров) превращают в лист, толщина которого может быть от долей миллиметра до нескольких миллиметров. Требования к валам-каландрам жесткие: их биение не должно превышать нескольких микрон, и с высокой степенью точности должна регулироваться температура (особенно капризен полипропилен). На специальных экструдерах можно получать многослойный лист. Одно из главных требований: его толщина должна быть равномерной. Разнотолщинность - плюс-минус 20% (что типично для азиатского оборудования) - увеличивает расход сырья примерно на те же 20%; к тому же ухудшается качество изделий. Затем лист поступает в формовочную машину. С помощью пресс-форм получают стаканчик или тарелку, которые здесь же или чуть позже вырубаются из листа. Переход на новое изделие осуществляется после изготовления или покупки соответствующей пресс-формы. Требования к ней очень высоки, ведь каждые несколько секунд она механически смыкается и размыкается, испытывая ударную нагрузку. Даже незначительные дефекты сразу дают о себе знать. Линия для производства одноразовой посуды, находящаяся на предприятии ООО «Upax-Unity», г.Пермь, ул. Героев Хасана 76, состоит из следующих агрегатов. Экструзионная линия: Загрузчик: Гравиметрическое устройство дозирования и смешивания GRAVICOLOR 100 фирмы Motan. Экструдер: Reifenhauser 5801. Соэкструдер: Reifenhauser 3201. Привод экструдера: Электродвигатель Siemens. Частотный преобразователь: Siemens. Редуктор: POSIREX I – XCIL40 – R11 –H14 – 14 – Z3 – 464 фирмы PIV Drives GmbH. Ситообменник: FSC-180 фирмы Maag Pump Systems. Насос для расплава: Extrex ST. Система соэкструзии: фирмы Reifenhauser. Каландр: MIREX-S фирмы Reifenhauser. Намотчик: фирмы LSF. Измельчитель: Rapid 4300. Линия термоформования: Термоформовочная машина ILLIG RDM 45/3. 2.1 Общее устройство линии для пленок глубокой вытяжки
Рис.1. Линия для производства плёнки глубокой вытяжки.
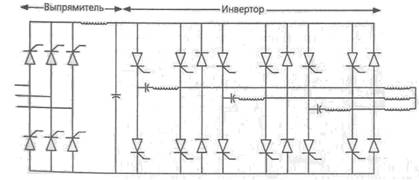
2.1.1 Принцип действия шнекового экструдера Одношнековый экструдер относительно прост. Под действием силы тяжести материал поступает вниз из загрузочного бункера в рабочий объем экструдера. Внутри экструдера материал попадает в замкнутое пространство, между подвижным (вращающимся) шнеком и неподвижными стенками рабочего цилиндра. Перемещение материала, по крайней мере пока он находится в твердом состоянии, обусловлено воздействием на него сил трения при контакте с неподвижной внутренней поверхностью рабочего цилиндра и с подвижной поверхностью шнека. Воздействие сил трения вызывает разогрев материала, кроме того, к рабочему объему экструдера осуществляется подвод тепла от внешних нагревательных устройств. Таким образом, по мере продвижения материала его температура повышается, достигая точки плавления, при этом на поверхности неподвижной стенки рабочего цилиндра начинает формироваться пленка расплава. В этом месте заканчивается зона перемещения твердой фазы и начинается зона пластикации. Следует подчеркнуть, что понятие «зона пластикации» относится к функциональному делению рабочего объема экструдера и может не совпадать с геометрическим делением. Границы функциональных зон зависят от свойств полимера, а также от устройства экструдера и параметров его работы, а геометрически различные секции шнека определяются при разработке экструдера и, естественно, не меняются при его эксплуатации. Поэтому начало зоны пластикации может не совпадать с началом зоны компрессии. При продавливании материала через зону пластикации постепенно осуществляется его полное плавление, точка полного плавления считается концом зоны пластикации и началом зоны перемещения расплава. Геометрически зоне перемещения расплава соответствует зона дозирования, единственное назначение которой заключается в продавливании расплава через фильеру. При прохождении материала через экструзионную головку сечение потока принимает форму формующего инструмента. Поскольку фильера оказывает сопротивление потоку расплава, для его продавливания необходимо приложить силу. Эта сила обеспечивается давлением, называемым давлением в фильере, которое определяется формой фильеры, температурой расплава полимера, скоростью потока расплава и его реологическими свойствами. Необходимо помнить, что давление в фильере обусловлено сопротивлением фильеры, а не собственно экструдером. В данном случае экструдер всего лишь машина, развивающая давление, необходимое для проталкивания расплава через формующий инструмент. При прочих равных условиях (одинаковых полимерах, производительности, конструкции фильеры и ее температуре) развиваемое давление в фильере постоянно и не зависит от конструкции экструдера, Таким образом, давление в фильере обусловлено ее конструкцией и процессом течения расплава. 2.1.1.1 Устройство экструдера В этой главе будут рассмотрены составные части стандартного одношнекового экструдера. Каждый узел будет рассмотрен с точки зрения выполняемой им функции, а также важности данного элемента для правильного функционирования экструзионной машины. 2.1.1.2 Привод экструдера Задачей привода является вращение шнека с заданной частотой вращения (скоростью) и обеспечение постоянства частоты вращения. Неустойчивость частоты вращения шнека вызывают неустойчивость производительности экструдера, и, следовательно, колебания геометрических размеров изделия (экструдата). Также важным требованием к приводу является возможность регулировать частоту вращения в широком диапазоне. В большинстве случаев конструктору следует продумать возможность плавного регулирования частоты вращения привода шнека — от нулевой до максимальной. Среди многообразия применяемых конструкций приводов основными можно считать следующие: •электропривод переменного тока; •электропривод постоянного тока; •гидравлический привод. Привод с регулировкой частоты В приводе с регулировкой частоты используется двигатель переменного тока, соединенный с электронным блоком питания, способным подавать переменный ток регулируемой частоты. Такой тип двигателя обладает рядом преимуществ: простотой и компактностью конструкции, отсутствием контактов и щеток, выносливостью, а также низкими ценой и эксплуатационными расходами. Стоимость такого привода в основном определяется стоимостью источника питания, который преобразует входной переменный ток в выходной с требуемыми значениями напряжения и частоты. В данном случае вся энергия проходит через два устройства, в отличие от тиристорной системы постоянного тока, в которой имеется только один контур преобразования. Именно поэтому стоимость привода с регулированием частоты оказывается выше стоимости привода на постоянном токе, даже не смотря на то, что мотор постоянного тока стоит дороже, чем мотор переменного тока. В качестве блока питания для описываемой системы обычно применяют шестиступенчатую систему инвертора переменного напряжения, которая представлена на рис. 2. Входное трехфазное переменное напряжение выпрямляется и сглаживается для получения регулируемого постоянного напряжения, которое затем попеременно подается в три выходные цепи тиристорными переключателями, управляемым электронной схемой. Для обеспечения постоянства крутящего момента на валу двигателя при изменении частоты вращения отношение напряжения к частоте следует поддерживать постоянным. Можно получить практически любую характеристику скорость—момент вращения, регулируя отношение частоты и напряжения питания подаваемого на двигатель. Однако ограничения применяемого преобразователя не позволяют получить устройство с регулированием частоты с максимальной мощностью более 300 л. с. Увеличения максимальной скорости можно добиться использованием более эффективного преобразователя.
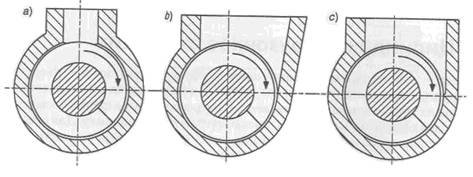
Рис.2. Шестиступенчатая схема инвертора. 2.1.1.3 Редуктор Основным назначением редуктора является согласование высокой скорости вращения электрических двигателей с низкими скоростями вращения шнека. Типичные коэффициенты редукции составляют от 15:1 к 20:1. Наиболее часто применяют зубчатый редуктор, при этом обычно он имеет две ступени понижения. 2.1.1.4 Цилиндр и загрузочное отверстие Цилиндр — это чехол, окружающий шнек экструдера. Загрузочное отверстие — это та часть экструдера, через которую материал вводится в канал шнека; оно находится около первых нескольких витков шнека. Некоторые экструдеры не имеют отдельного загрузочного отверстия, на таких машинах загрузочная часть интегрирована в цилиндр. Для предотвращения преждевременного нагрева полимерного материала входное отверстие часто обеспечивают водяным охлаждением. Если температура полимера при загрузке поднимется слишком высоко, он может прилипнуть к входному отверстию, уменьшив его проходимость. Налипание материала на поверхность шнека также создает проблемы при перемещении твердой массы, поскольку налипший полимер сам не движется в нужном направлении и сужает канал, доступный для продвижения остальных гранул. В месте контакта загрузочной системы и цилиндра экструдера необходима установка защитного теплового барьера для предотвращения выхода тепла из рабочего объема в загрузочную зону. Если загрузочная система интегрирована в рабочий объем экструдера, это оказывается невозможным. В таком случае будут возникать потери тепла и перегрев загрузочного бункера. Геометрия загрузочного отверстия должна обеспечивать прохождение материала при минимальном сопротивлении. Разрез некоторых типов загрузочных отверстий представлен на рис. 3. На рис. 3, а показаны стандартная конструкция загрузочного отверстия, а на рис. 3, b — тип расширенного загрузочного отверстия, который часто применяют на экструдерах с загрузкой расплава Улучшенный вариант конструкции загрузочного отверстия представлен на рис. 3, с. Форма входного отверстия обычно делается круглой или квадратной. Форма загрузочного бункера должна соответствовать форме загрузочного отверстия для обеспечения беспрепятственного движения полимера.
Рис. 3. Возможные типы загрузочных отверстий. Ниже приведен перечень важнейших требований к загрузочному устройству: •надежное охлаждение зоны загрузки; •надежная теплоизоляция загрузочной области от последующих зон экструдера; •способность развивать высокие давления. Цилиндр экструдера представляет собой простой фланцованный цилиндр, который должен выдерживать относительно высокие давления (не менее 70 МПа), при этом максимально сохраняя свою форму, то есть не испытывая деформаций изгиба. Для увеличения срока службы внутреннюю поверхность большинства цилиндров делают износостойкими. Наиболее распространенными технологиями придания износостойкости являются поверхностная закалка (азотирование) и покрытие специальным сплавом. Сравнительное исследование износостойкости показало, что по стойкости биметаллическая втулка превосходит нитридное покрытие, а срок службы биметаллического покрытия превосходит время службы нитридного покрытия в 4-8 раз при равных условиях эксплуатации. Еще одним недостатком нитридного покрытия является относительно малая толщина твердой нитридной зоны. Как только эта зона истирается, следующие слои рабочего объема подвергаются быстрому износу, поскольку диффузная зона обладает гораздо меньшей твердостью. 2.1.1.5 Загрузочный бункер Загрузочный бункер — это та часть экструзионного агрегата, из которой гранулированный материал поступает непосредственно в экструдер. В большинстве случаев гранулированный материал просто проваливается в экструдер под действием собственной тяжести, но существуют материалы, для которых такой способ подачи, к сожалению, оказывается невозможен. Некоторые материалы очень плохо пересыпаются, и в таком случае необходимо применение дополнительных устройств для обеспечения постоянной подачи материала в экструдер. Иногда таким устройством может выступать вибратор, присоединенный к загрузочному бункеру. При этом зависание материала прекращается сразу после возникновения пробки. В некоторых случаях применяются различные устройства, предназначенные для смешения материала в загрузочном бункере для предотвращения его сегрегации и/или соскребания материала, прилипшего к стенкам загрузочного бункера. Для достижения равномерной подачи полимера из бункера необходимо обеспечить постепенное увеличение сжатия по направлению к загрузочному отверстию, при этом оптимальной является коническая конструкция загрузочного бункера с круглым сечением. К сожалению, производители экструдеров обычно делают загрузочные бункеры с квадратным сечением и резким сужением у загрузочного отверстия — такая конструкция легче в производстве.
Рис. 4. Конструкции загрузочных бункеров. Для конструкции загрузочного бункера важным параметром сыпучести материала является угол внутреннего трения. Угол между внешней стенкой загрузочного бункера и горизонталью должен быть больше угла внутреннего трения. Если материал обладает очень большим углом внутреннего трения, он будет зависать в бункере практически любой конструкции. В этом случае единственным выходом станет применение специальных проталкивающих устройств. 2.1.1.6 Шнек Шнек – это особенный, наиболее важный механический элемент экструдера. Шнек является его «сердцем». Можно сказать, что вокруг шнека все вращается как в прямом, так и в переносном смысле. Вращение шнека обеспечивает как поступательное перемещение материала, так и его разогрев и гомогенизацию. Говоря просто, шнек можно представить себе как стержень переменного диаметра, в котором вырезана специальная канавка. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||