|
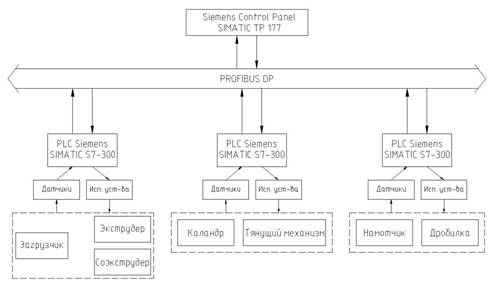
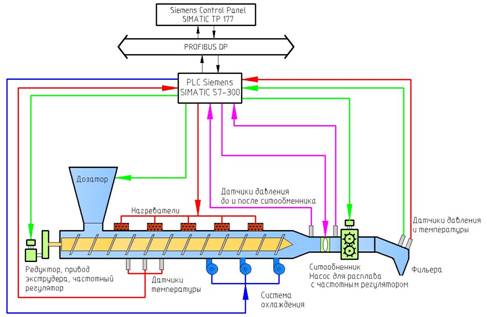
Курсовая работа: Производство одноразовой посуды экструзионным процессом4.2.1 Дозаторный блок Дозаторный блок включает в себя всасывающий транспортер и многокомпонентный дозатор. Через всасывающий транспортер к многокомпонентному дозатору подаются отдельные компоненты сырья. Автоматическая система управления дозатором должна обеспечивать стабильный состав сырья. Дозатор регулирует подачу материала в соответствии с числом оборотов на экструдере. В случае неполадок на дозаторном блоке управляющая система должна выдать сообщение об ошибке и включать аварийный сигнал. В случае аварийной остановки дозаторный блок отключается. 4.2.2 Привод экструдера Привод экструдера приводит во вращение экструдерный шнек через редуктор. Скорость вращения экструдерного шнека должна задаваться через управляющую систему. Скорость вращения экструдера устанавливается контуром регулирования числа оборотов по давлению с учетом данных от насоса для расплава и датчика давления в фильере. 4.2.3 Обогрев экструдера Обогрев экструдера обеспечивает предварительный прогрев экструдера. Температура устанавливается регулятором раздельно для каждой отдельной зоны. При работе проверяются такие неполадки, как обрыв на датчиках, перемыкание датчиков, срабатывание токовой и тиристорной защиты, а также аварийные отклонения температуры в ту или иную сторону. 4.2.4 Вакуум-насос Вакуум-насос служит для отсасывания газов, выделяющихся при расплавлении сырьевых материалов в экструдере. Включение вакуум-насоса производится соответствующим тумблером на панели управления. После подачи команды на включение сначала включается внутренний нагрев в вакуум-насосе. После достижения рабочей температуры насос запускается в работу. 4.2.5 Датчик давления расплава на экструдере Датчик давления для расплава на экструдере расположен перед ситообменником. При превышении допускаемого предела система должна подавать предупредительный сигнал. Если давление расплава продолжает нарастать, то при превышении пороговой величины экструдер автоматически отключается. 4.2.6 Ситообменник В системе предусмотрен гидравлический ситообменник. Автоматическая система следит за сигналами с датчиков давления находящихся до и после ситообменника (вернее за разностью показаний с этих датчиков). При достижении определенной величины рассогласования система автоматически выдаёт сигнал на смену фильтра. 4.2.7 Термодатчик для расплава Температура в расплаве измеряется термодатчиком на выходе ситообменника и отображается как дополнительная информация. 4.2.8 Датчик давления расплава на входе насоса для расплава (MP2) Датчик давления находится на выходе ситообменника. При превышении допускаемого предела (макс. 80 бар) подается предупредительный сигнал. Если давление в расплаве продолжает нарастать, то при превышении пороговой величины (макс. 100 бар) экструдер и насос для расплава отключаются. Равным образом и при выходе за нижний предел (15 бар) насос для расплава и экструдер по недостатку материала спустя некоторое время отключаются. При нарастании давления выше указанного нижнего предела при пуске насоса для расплава и экструдера система включает контур регулирования давления/оборотов. 4.2.9 Насос для расплава Посредством насоса для расплава обеспечивается его непрерывная подача и одновременно достигается уменьшение нагрузки на привод экструдера. Скорость привода задается через соответствующие сервисные подменю управляющей системы. Также система должна согласовывать скорости вращения приводов насоса и шнека экструдера, для поддержания оптимального режима работы. 4.2.10 Датчик давления расплава на выходе насоса для расплава (MP3) Этот датчик давления находится на выходе насоса для расплава. При превышении допускаемого предела подается предупредительный сигнал. Если давление в расплаве продолжает нарастать, то при превышении пороговой величины управляющая система отключает экструдер и насос для расплав. 4.2.11 Датчик давления расплава на фильере (MP4) Это давление расплава измеряется датчиком давления на фильере. При выхода ниже допускаемого предела подается предупредительный сигнал. Если давление в расплаве продолжает падать, то при опускании его ниже пороговой величины и активированной блокировке валков происходит отвод каландрирующих валков. 4.2.12 Приводы валков Система задает скорость вращения валков в зависимости от режима работы. Также производится синхронизация работы валков и экструдера, для обеспечения нужного качества выпускаемой продукции. 4.2.13 Датчик зазора валков Посредством датчика перемещений (через расстояние между осями валков) определяется величина зазора между валками 1 и 2 либо же валками 2 и 3. Непосредственно зазор валков не замеряется. Система постоянно отслеживает температуру термостатирования, зазор в опорах валков, прогиб осей валков и в зависимости от этого выдаёт сигнал на приводы регулировки зазора валков. Индикация зазора валков производится на дисплее управляющей системы. 4.2.14 Гидроагрегат подвода валков Система обеспечивает необходимый уровень давления в гидроагрегате для замыкания зазора валков. 4.2.15 Приводы регулировки зазора валков Посредством этих приводов переставляются электростопоры для зазора валков. Система отслеживает сигналы поступающие с датчика зазора валков и посредством приводов регулировки обеспечивает прддержание постоянной величины зазора. 4.2.16 Агрегаты термостатирования валков Автоматическая система должна обеспечивать работу агрегатов термостатирования таким образом, чтобы они поддерживали заданные температуры для того или иного валка каландра. Мощность насосов агрегатов термостатирования регулируется индивидуально. 4.2.17 Привод перестановки каландра по высоте Перестановка по высоте нужна, чтобы поднять каландр и выставить его в наиболее выгодную для экструзии позицию. Регулировка высоты должна осуществляться через соответствующее меню управляющей системы. 4.2.18 Привод шасси каландра В случае падения давления на фильере, система должна включать привод шасси и отодвигать каландр из-под фильеры, для предотвращения его порчи. 4.2.19 Привод тянущего механизма Управляющая система синхронизирует скорость привода тянущего механизма со скоростью работы всей системы, тем самым обеспечивая нужный уровень натяжения плёнки. 4.2.20 Пневмопривод тянущего механизма Отведение/подведение прижимного валка на тянущем механизме осуществляется пневматически. Система следит и регулирует нужный уровень прижатия валков. Необходимость в этом обуславливается тем, что процесс не допускает проскальзывания плёнки между валками 4.2.21 Намотчик/измельчитель обрезаемых кромок В измельчителе обрезаемых кромок они наматываются либо измельчаются и непосредственно возвращаются к дозаторному блоку. Скорость работы измельчителя кромок связана с рабочим параметром тянущего механизма. Включение измельчителя производится на самом устройстве либо с помощью управляющей системы. 4.2.22 Толщиномер Измерение толщины проводится для оптимирования профиля пленки. От тянущего механизма поступает синхронизирующий сигнал на управление скоростью считывания. 4.2.23 Намотчик С помощью намотчика выделанная пленка наматывается на картонные сердечники. Скорость работы намотчика задается синхронизирующим сигналом от тянущего механизма. Управление намотчиком находится непосредственно на нем. 4.3 Выбор аппаратных средств Существующая система управляется промышленными контролерами фирмы Siemens. При помощи данных контроллеров осуществляется достаточно полное и точное управление всеми процессами. В данной главе будет предложена альтернатива существующей системе, разработанная самим автором курсового проекта.
Рис. 13. Существующая система управления. Автоматизация на базе ПК В чем причина успеха автоматизации на основе PC? Успех основан на быстром прогрессе самих PC, в быстром росте их производительности, памяти и относительно невысокой цене компонентов. С другой стороны успех основан на большом опыте накопленном в использовании PС - как различной периферии, так и программного обеспечения.
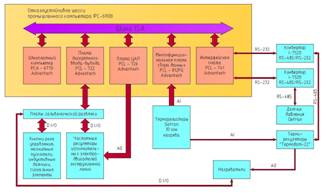
Рис. 14. Развитие систем автоматического управления. Преимущества PC-based Автоматизации: · Интеграция на одной платформе функций управления и визуализации; · Непрерывные инновации в PC технологию; · Интеграция различных коммуникаций с разных коммуникационных портов; · Простая интеграция программного обеспечения, такого как MS Office и специального написанного на C++, VB, Delphi. Преимущества PC-based Автоматизации от Advantech Advantech предлагает целый спектр продуктов на основе PC технологии и концепции интегрированной автоматизации. Сюда входят промышленные PC, мониторы, принтеры, сетевые платы и программное обеспечение для управления процессом на PC. Промышленные компьютеры и Мониторы/ Промышленные компьютеры Advantech предназначены для эксплуатации в промышленных условиях и могут круглосуточно работать в агрессивных средах, под действием влажности, пыли и вибрации. Промышленные компьютеры Advantech имеют три базовых варианта исполнения: Компьютеры боксового исполнения. Компьютеры 19" стоечного исполнения. Компьютеры панельного исполнения. Промышленные компьютеры Advantech имеют следующие особенности: · Материнская плата собственной разработки и изготовления. · Современная архитектура, базирующаяся на использовании микропроцессоров Intel. · Промышленное исполнение, соответствующее современным PC стандартам. Благодаря перечисленным особенностям промышленные компьютеры Advantech способны: · Работать в условиях воздействия вибрации и тряски, а также в тяжелых температурных режимах. · Непрерывно выполнять возложенные на них функции в течение 24 часов в сутки. · Работать под управлением операционных систем Windows 3.11/95/98/NT/2000, MS-DOS, SCO UNIX, OS/2, REAL/32 и RMOS. · Обеспечивать защиту от несанкционированного доступа. Промышленные мониторы имеют целый ряд преимуществ по сравнению с офисными мониторами. К этим преимуществам можно отнести: · Длительный срок службы. · Хорошая стойкость к вибрационным и ударным нагрузкам. · Хорошие показатели электромагнитной совместимости, отсутствие рентгеновского излучения. · Низкая потребляемая мощность. В качестве основы аппаратной части системы управления экструзионной линией выбраны промышленный компьютер и платы ввода-вывода фирмы Advantech, а так же частотные регуляторы фирмы Siemens. Структурная схема системы управления приведена на рисунке 15.
Рис. 15. Структурная схема системы управления. 4.3.1 Подсистема регулирования температуры Ввиду того что данная работа носит обучающий характер, я постарался реализовать в системе два варианта регулирования температуры зон нагрева экструдера. В первом варианте предполагается использование терморегуляторов типа «Термодат-22» фирмы «Системы контроля». В данных приборах реализован пропорционально–интегрально-дифференциальный (ПИД) алгоритм регулирования температур. Коэффициенты ПИД-регулирования задаются на панели прибора. Терморегуляторы имеют последовательный интерфейс RS-485 с протоколом обмена ASCII, что позволило включить их в обмен с центральным компьютером, задавать уставки и выводить значения на экран монитора. Во втором варианте подсистема регулирования температур построена с применением многофункциональной платы PCL-812PG фирмы Advantech. В этом варианте будет тоже осуществляться ПИД алгоритм регулирования температуры. 4.3.2 Подсистема регулирования давления в фильере Для управления давлением в фильере, точность задания которого влияет на многие параметры получаемой пленки, была синтезирована замкнутая подсистема датчик давления – исполнительные электродвигатели шнеков. В основе которой так же предполагается использовать алгоритм ПИД-регулирования. Предполагается что компьютерная программа по ряду измеренных значений давления будет вычислять пропорциональную, интегральную и дифференциальную ошибки. Управляющий аналоговый сигнал на частотные регуляторы шнеков будет вычисляться пропорционально суммарной ошибке ПИД-регулирования. 4.3.. Основные характеристики узлов входящих в систему управления Отказоустойчивое шасси Advantech IPC-6908 IPC-6908 - отказоустойчивое шасси для применения в промышленных условиях эксплуатации. IPC-6908 допускает установку до 8 полноразмерных карт и 260 ваттного источника питания. Отсек для установки дисководов может поддерживать два устройства половинной высоты и одно 3.5" устройство, доступных с передней панели и одно внутреннее 3.5" HDD устройство.
Рис. 16. Шасси Advantech IPC-6908. Одноплатный компьютер PCA-6770 Серия PCA-6770 - это процессорные платы на основе Intel Celeron с Intel 440BX PCI чипсетом. CPU содержит кеш второго уровня объемом 128 Кб, исключающий необходимость во внешнем SRAM чипе. Плата имеет PCI EIDE интерфейс (для двух устройств) и FDD интерфейс (для двух устройств). Также среди особенностей платы два RS-232 последовательных порта (16C550 UART с 16-byte FIFO или подобный), один улучшенный параллельный порт (с поддержкой SPP/EPP/ECP) и два USB порта. PCI IDE контроллер поддерживает Ultra DMA/33 и PIO 4 режимы. Это позволяет передавать данные на скорости более 33 Мб/сек. BIOS поддерживает загрузку с IDE CD-ROM и LS-120. Резервный CMOS хранится во Flash памяти, которая защищает данные даже после сбоя в работе батареи питания. Также плата имеет 62-уровневый сторожевой таймер, который генерирует сброс CPU или прерывание в случае, когда программа не может работать в обычном режиме. Это обеспечивает стабильную работу системы в автоматизированных условиях. Серия PCA-6770 имеет несколько особенностей, таких как VGA (AGP) контроллер, 10/100Base-T сетевой контроллер, два SODIMM разъема для установки максимум 256 Мб RAM. Также серия PCA-6770 поддерживает твердотельный диск (SSD), используя CompactFlash, что является идеальным решением для применения в условиях промышленной эксплуатации.
Рис. 17. Одноплатный компьютер PCA-6770. Многофункциональная плата сбора данных PCL-812PG. Универсальная плата сбора данных ·АЦП 12 бит, 30 кГц ·16 потенциальных входов ·Режимы опроса: программный, по прерываниям и DMA ·Программируемое усиление ·Два канала ЦАП, 12 бит ·16 цифровых входов-выходов Плата дискретного ввода/вывода PLC-722. Плата дискретного ввода-вывода: 144 канала дискретного ввода-вывода; 6 разъёмов, cовместимых с Opto-22 Плата ЦАП PCL-726. Плата 6-канального ЦАП ·6 каналов, 12 разрядов ·Выходные сигналы: ±5, ±10, 0...5, 0...10 В ·Токовая петля 4-20 мА ·16 линий цифрового ввода-вывода Интерфейсная плата PCL-741. Плата интерфейсов RS-232/токовая петля с гальванической изоляцией: Два независимо конфигурируемых порта RS-232/токовая петля; Скорость передаци до 115,2 кбит/с; Напряжение изоляции: 2500 В пост. тока Конвертор I-7520. I-7520 - конвертер RS-232 в RS-485 с автоматическим контролем за направлением передачи данных для RS-485, гальваническая изоляция 3кВ по RS-232 4.3.4 Датчики давления Сравним существующие типы датчиков давления. Результаты сравнения занесём в таблицу:
Проанализировав преимущества и недостатки представленных датчиков можно сделать вывод, что наиболее оптимальным вариантом, подходящим для нашей системы, является пьезорезистивный тип датчиков. Пьезорезистивные датчики обладают широким набором преимуществ по сравнению с манометрами других типов. Относительно большая толщина диафрагмы делает такой датчик весьма надёжным. Кроме того, он обладает в 1000 раз большим быстродействием, чем тензодатчики. Отсутствие жидкостных наполнителей позволяет исключить возможность загрязнения расплава полимера при использовании пьезорезистивных датчиков. Пьезорезистивный датчик давления Gefran Серия “IMPACT” - преобразователи давления без передающей жидкости для использования в высокотемпературной среде (350°C). Среднее давление передается напрямую на чувствительный силиконовый элемент через толстую диафрагму. Передача происходит по силиконовой микроструктуре (MEMS). Рабочий принцип - пьезорезистивный. Основная характеристка серии “IMPACT” - отсутствие передающего флюида. Чувствительный элемент, установленный сразу за контактной мембраной, выполнен из силикона с помощью микропроцессорных технологий. Микроструктура включает в себя измерительную мембрану и пьезорезисторы. • Диапазоны давлений до 3000 bar для динамического применения • Точность 0,5% |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||