|
Курсовая работа: Проектирование организации управления предприятиемПо характеру относительного перемещения обрабатываемой заготовки и режущего инструмента различают станки цикловые и проходные. В цикловых станках заготовка или инструмент перемещаются периодически. У проходных станков заготовки непрерывным потоком подаются на режущий инструмент, поэтому такие станки более производительны, чем цикловые. По степени механизации и автоматизации различают полумеханизированные, механизированные, полуавтоматические и автоматические станки. У полумеханизированных станков механизирован процесс обработки, а заготовки подаются вручную. У механизированных станков механизирована обработка и подача заготовок, но отсутствует автоматическое управление процессом обработки. У полуавтоматов часть, а у автоматов все операции автоматизированы, т. е. выполняются механически в заданном режиме. В зависимости от количества рабочих шпинделей различают станки одно- и многошпиндельные. По технологическому признаку выполняемых работ станки подразделяются на работающие с образованием стружки и без стружкообразования. К станкам, работающим с образованием стружки, относятся: пильные (круглопильные, ленточнопильные, лобзиковые), фрезерующие (фуговальные, рейсмусовые, фрезерные, шипорезные), сверлильные, долбежные, токарные, в том числе круглопалочные и копировальные, шлифовальные. При обработке на станках происходит взаимодействие между обрабатываемой заготовкой и рабочим органом станка. Рабочие органы делятся на главные и вспомогательные. Главные (обрабатывающие) органы выполняют подачу и обработку (резание) заготовок. К ним относятся механизмы резания, например шпиндели, несущие режущие инструменты и механизмы подачи (вальцы, конвейеры, цепи). Вспомогательные рабочие органы выполняют операции базирования (плиты, направляющие линейки), настройку, загрузочно-разгрузочные операции (бункера, магазины), контроля. Кроме рабочих органов станки имеют двигательные и передаточные механизмы и опорные элементы. Двигательные (приводные) механизмы осуществляют движения резания и подачи. К ним относятся электрические, гидравлические и пневматические приводы. Передаточные механизмы служат для передачи движения от приводного механизма. К ним относятся различные виды передач (зубчатая, ременная, цепная), редукторы и т.п. Комбинированные деревообрабатывающие станки мод. «MASTER 250». Комбинированные деревообрабатывающие станки - изделия современного технического уровня предназначены для комплексной обработки столярных изделий на малых предприятиях, фермерских и личных подсобных хозяйствах. Станки обеспечивают следующие виды обработки: - пиление продольное, поперечное и под углом; - выборка пазов шипов и проушин; - сверление перовыми сверлами;; - рейсмусование с автоподачей; - фрезерование пазов. - фрезерование концевыми фрезами; Отличительные особенности: + Станок обеспечивает безопасные условия работы: все режущие инструменты имеют ограждения; + Жесткая станина и литые столы снижают вибрацию и сохраняют точность длительное время. Техническая характеристика
В качестве опорных элементов предназначены станины, опоры валов, специальные столы.
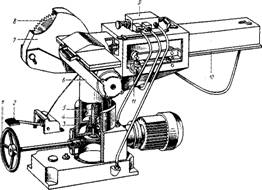
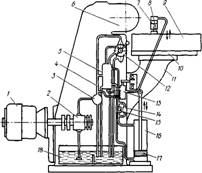
Рис. 1 - Станок ЦПА-40: 1 - маховичок установки суппорта по высоте; 2 - педаль включения подачи; 3 - стакан станины; 4 - колонка; 5 - винт подъема колонки; 6 - электродвигатель пилы; 7 - ограждение пилы; 8 - пила; 9 - гидрораспределитель гидропривода; 10 - суппорт; 11 -опорный ролик
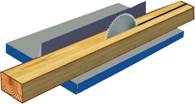
Рис. 2 - Станок ленточнопильный столярный ЛС80-5: 1 - станина; 2 - верхний направляющий шкив; 3 - пила; 4 - направляющее устройство; 5 - стол; 6 - направляющая линейка; 7 - приводной шкив; 8 - педаль тормоза; 9 – электродвигатель
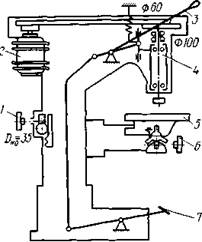
Рис. 3 - Схема ящичного шипорезного станка ШПК-40: 1 - электродвигатель; 2 - гидронасос; 3 - предохранительный клапан; 4 - маслопровод; 5 - реверсивный золотник; 6 - шпиндель с фрезами; 7, 8 - гидроприжимы; 9 - заготовка; 10 - стол; 11 - кронштейн; 12 - кран управления; 13 - золотник гидроприжима; 14-обратный клапан; 15 - регулятор скорости; 16 - гидроцилиндр подъема стола; 17 - поршень; 18 - масляный бак
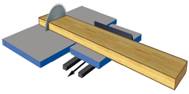
Рис. 4 - Вертикальный сверлильный станок СВП-2: 1 - маховичок подъема стола; 2 - электродвигатель; 3 - ручка подъема шпинделя; 4 - шпиндель; 5 - стол; 6 - маховичок передвижения стола по направляющим; 7 – педаль
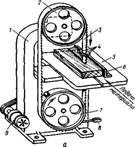
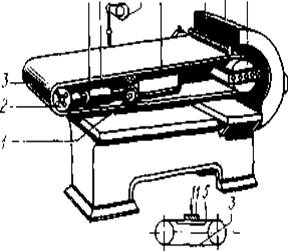
Рис. 5 - Ленточно-шлифовальный станок с неподвижным столом ШлНСВ: 1 - маховичок-фиксатор натяжного приспособления; 2 - натяжной шкив; 3 - шлифовальная лента; 4 - натяжное приспособление; 5 - стол; 6 - светильник; 7 - поворотное устройство для регулирования набегания ленты; 8 - упорный угольник; 9 - ведущий шкив; 10 - пылеприемник; 11 - деталь Простейшим приспособлением для склеивания является цвинга. Она применяется при склеивании щитов из делянок. Цвинги изготовляются деревянными или металлическими. Они имеют переставной неподвижный и подвижный упоры, которыми производится сжатие кромок делянок щита. В деревянной цвинге сжатие делянок производится клиньями, которые вбивают между делянками и деревянными упорами. При склеивании щитов из длинных делянок по их длине устанавливается несколько цвинг. Склеивание досок на ребро можно производить вручную в притирку, то есть кромки тщательно сфугованных досок подогревают, одну из них закрепляют в верстаке кромкой наружу, смазывают ее клеем и быстро накладывают на нее вторую доску, которую медленно начинают двигать, притирать вдоль кромки, слегка нажимая на нее. По мере загустения клея нажим усиливают, а движки сокращают и двигают до тех пор, пока клей настолько прихватит доску, что ее трудно сдвинуть. Для поделки мебели применяется большое количество разнообразных столярных струбцин-инструментов для сжимания деталей и изделий при обработке и соединении их. Почти все они имеют винты для сжатия. При склеивании шиповых соединений иногда для лучшего прилегания поверхности шипа к щечкам проушины пользуются расклиниванием. Ширина клинышка обычно изготовляется немного меньше толщины шипа.Процесс склеивания казеиновым клеем такой же, как и мездровым. Казеиновый клей дважды наносится на склеиваемые поверхности. После первого покрытия дается несколько минут выдержки, пока он не впитается в древесину, а затем промазываются им детали второй раз и плотно прижимаются друг к другу, не ослабляя зажима, чтобы произошло хорошее схватывание. Оборудование Отдельные стадии обработки деталей и их сборка разделяются на операции, которые выполняют столяры на своих рабочих местах. В зависимости от технологии обработки рабочие места оборудуются механизмами и соответствующими приспособлениями с применением различных инструментов. На ряде рабочих мест применяется ручная обработка древесины, встречающаяся при ремонте изделий из древесины, а также при их штучном изготовлении. Основным оборудованием рабочего места столяра при ручной обработке является столярный верстак (рис. 6).
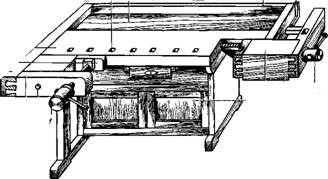
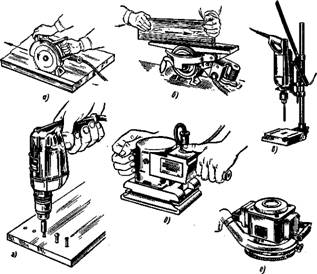
Рис. 6 - Верстак Верстак состоит из двух основных частей - крышки и подверстачья 4. Материалом для изготовления крышки служит древесина твердых лиственных пород - граба, бука, дуба. Подверстачье изготовляется из древесины хвойных пород. Оно отделывается укрывистыми красками, закрывающими текстуру древесины. Толщина крышки верстака 60...70 мм. Она имеет два зажимных устройства - продольное и поперечное. Инструмент Рабочее место столяра оборудуют режущим, разметочным и вспомогательным инструментом. К вспомогательным инструментам относятся гаечные ключи, отвертки, плоскогубцы, клещи, столярные молотки и др. Столярные молотки изготовляют призматической формы с плоской поверхностью ударного бойка с тем, чтобы при ударах на поверхностях деталей не образовывались вмятины. К вспомогательным инструментам относятся также напильники. С их помощью обрабатывают те места деталей, которые нельзя обработать другими инструментами. По своему поперечному сечению напильники бывают прямоугольными, треугольными, круглыми, полукруглыми. Напильники с крупной насечкой называют рашпилями, а с мелкой насечкой - личными. Разметочные работы состоят в нанесении на поверхность обрабатываемой заготовки линий, определяющих окончательные размеры детали после обработки. Следует учитывать припуски, если требуется еще повторная обработка. К разметочным инструментам относятся: линейки, метры складные, рейсмусы, циркули и др. Линейка применяется для проведения прямых линий. На ней могут быть деления, расстояния между которыми равны 1 мм. В таких случаях линейки могут применяться не только для проведения прямых линий при разметке, но и для некоторых измерений. Складные стальные метры применяются для измерения линейных размеров. Угольник служит для нанесения линий под углом 90° и для проведения и проверки перпендикулярности линий. Транспортиры служат для измерения величины углов. Ерунок применяется для измерения углов величиной 45 и 135°. Малка служит для измерения углов различных величин. Часто на поверхностях заготовок из древесины требуется нанести риски, определяющие размеры деталей после обработки. Для выполнения этих работ служит рейсмус. Циркуль служит для разметки окружностей и их частей. Кронциркуль применяется для изменения толщины деталей и внешних диаметров тел вращения. Нутромеры применяются для измерения диаметров отверстий и расстояний между внутренними поверхностями. Шило служит для прочерчивания рисок и для накалывания точек пересечения линий. Эти точки определяют центры будущих высверливаемых отверстий7. Применение механизированного инструмента при выполнении различных операций механической обработки древесины позволяет значительно повысить производительность по сравнению с обработкой ручным инструментом. При изготовлении мебели применяют ручные дисковые электропилы, электрические рубанки, ручные сверлильные и шлифовальные пневматические машины (рис. 7).
Рис. 7 - Ручной механизированный инструмент: а - электропила, б - электрорубанок, в, г - сверлильные машины, д - шлифовальная машина с прямоугольной площадкой, в - шлифовальная машина с дисковой площадкой Таблица 3 - Характеристика предлагаемой линии
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||