|
Курсовая работа: Назначение и устройство червячного одноступенчатого редуктораРасчёт размерных цепей методом компенсаторов. Под методом регулирования понимают такой расчёт размерных цепей, при котором предписанная точность исходного (замыкающего) звена достигается преднамеренным изменением (регулированием) величины одного из заранее выбранных составляющих размеров, называемого компенсирующим. Роль компенсатора обычно выполняет специальное звено в виде прокладки, регулируемого упора, клина или втулки. При этом по всем остальным размерам цепи детали обрабатывают по расширенным допускам, экономически приемлемых для данных производственных условий. Недостатком такого расчёта является усложнение конструкции. Примером компенсатора может являться набор сменных прокладок, вводимых в сборочную размерную цепь. Назначаем расширенные допуски на составляющие звенья по IT12 В1=9-0,15мм; В4=10-0,15мм; В5=90-0,35мм; В7=14-0,18мм; В8=198+0,460мм Допуски равны ТВ1=150мкм ; ТВ4=150мкм; ТВ5=350мкм; ТВ7=180мкм; ТВ8=460мкм Координаты середин полей допусков равны, (мкм) esВ1=-75мкм; esВ4=-75мкм; esВ5=-175мкмecВ7=-90мкм ESB8 = 230 мкм Звено В2 (втулка) – компенсатор. Диапазон компенсации
Для Бk уменьшающего координата середины поля допуска
Предельные отклонения Бk
Предельные отклонения
Отклонения найдены, верно. Рассчитаем число и толщину прокладок. Размер Вkmin можно принять за толщину постоянной прокладки Sпост = 5,0 мм. Число сменных прокладок
Принимаем n=2, тогда толщина сменных втулок
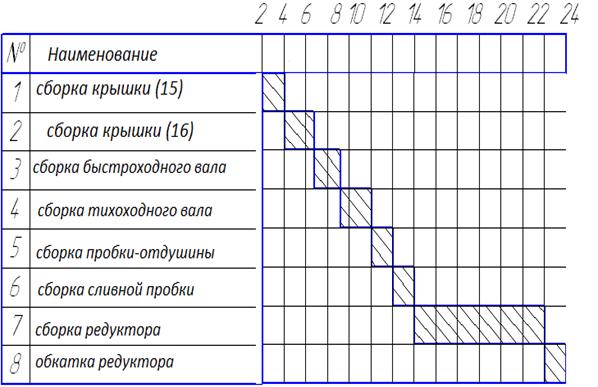
Расчёт проверяем по формулам S£ТВS Sпост£Вkmin Sпост+nS³Вkmax S=0,35£0,888 0=0 0+2×0,35 =0,7³0,642 Вк1=5,35+0,05мм Вк2=5,7+0,05мм Выбор вида и формы организации процесса сборки Сборка является одним из заключительных этапов изготовления изделия, в котором сходятся результаты всей предшествующей работы, проделанной конструкторами и технологами по созданию изделия. Качество изделия и трудоемкость сборки во многом зависят от того, как понято конструктором и воплощено в конструкции служебное назначение изделия, как установлены нормы точности, насколько эффективны выбранные методы достижения требуемой точности изделия и как отражены эти методы в технологии изготовления изделия. Технолог, разрабатывающий технологический процесс сборки изделия, должен: отчетливо представлять задачи, для решения которых создается изделие; понимать связи, посредством которых изделие должно выполнять предписанный ему процесс; обеспечить с требуемой точностью все необходимые связи в изделии соответствующим построением технологического процесса его изготовления, предъявив требования сборки к технологии изготовления деталей и контролю их точности.Решающим фактором выбора вида сборки является количество машин подлежащих изготовлению в единицу времени. По своему объему сборка подразделяется на общую и узловую. Поточная сборка более производительна, сокращает цикл производства и межоперационные заделы, повышает специализацию сборщиков. А также возможность механизации и автоматизации сборочных работ. При поточной сборке перемещении от собираемого объекта от одного рабочего места к другому осуществляют: 1) Вручную 2) При помощи механических транспортирующих устройств, используемых в основном для многооперационного перемещения собираемых объектов. 3) На конвейере периодическим перемещением (пластинчатый конвейер), тележки, ведомые по рельсовому пути замкнутой цепи, в этом случае сборку проводят на конвейере в периоды его остановки. 4) На непрерывно движущемся конвейер, который перемещает изделия с такой скорости, чтобы можно было на определенных участках совершать различные сборочные операции. Поточную сборку машин больших габаритных размеров и массы экономичнее собирать, оставляя их неподвижными и периодически перемещая бригадой рабочих от одной машины к другой. Сборка обычно проводится на неподвижных стендах. Такая форма сборки широко используется в серийном производстве. С уменьшением количества машин подлежащих изготовлению, когда поточная сборка становится не экономичной, применяют не поточную сборку, в мелкосерийном производстве широко применяется групповая сборка, которая позволяет использовать технологические и организационные достоинства крупносерийного производства в части применения поточных методов работы сокращения трудоемкости и себестоимости сборки, использования высокопроизводительного оборудования, средств механизации и автоматизации. В групповой поточной линии оборудование располагают по технологическому маршруту сборки узлов. Группы подбираются по признакам технологической общности и серийности выпуска. Для группы разрабатывают технологический процесс и проектируют наладки оборудования. Может производиться одновременная групповая сборка всех прикрепленных к данной сборочной позиции узлов, при ее временной наладке. При этом применяют специальные приспособления, в которые устанавливают все узлы, собираемые на данной операции. Разработка технологической схемы сборки Схема сборки рассматриваемого одноступенчатого цилиндрического редуктора представлена в графической части. Перед сборкой внутреннюю полость корпуса редуктора очищают и покрывают краской. Сборку производят в соответствии со сборочным чертежом редуктора. Сначала запрессовывают шпонки, затем надевают колесо и запрессовывают подшипники. В крышки закладывают масло удерживающие кольца. Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Устанавливают закладные крышки. Для центровки устанавливают крышку на корпус с помощью двух диагонально расположенных штифтов и затягивают болты. Заливают в корпус масло и закрывают крышку. Собранный редуктор обкатывают и подвергают испытаниям на стенде. Для нормальной работы шариковых и роликовых подшипников следует следить, чтобы вращение подвижных элементов (внутренних колец) происходило легко и свободно, с другой стороны, чтобы в подшипниках не было излишне больших зазоров. Это достигается с помощью регулировки, для чего применяют наборы тонких металлических прокладок, устанавливаемые под фланцы крышек подшипников или втулок. Необходимая толщина набора прокладок может быть составлена из тонких металлических колец. редуктор показатель технологический схема Разработка операционного технологического процесса сборки Заключительным этапом технологического процесса сборки машины является нормирование сборочных работ, определение трудоемкости сборки и компоновка операций из переходов. Установленные нормы времени на сборку отдельных сборочных единиц и машины в целом дают возможность определить трудоемкость их сборки как сумму затрат времени на выполнение отдельных переходов. Значение трудоемкости переходов и необходимого числа рабочих дает возможность объединить переходы и тем самым сформировать операции. Каждая операция должна представлять собой законченную часть технологического процесса, выполняемую рабочим или бригадой рабочих на отдельном рабочем месте. Для определения длительности сборки машин строят циклограмму. Циклограмма позволяет вскрыть пути сокращения цикла сборки, что важно для уменьшения объема незавершенного производства. Циклограмма сборки. Планировка участка Циклограмма – это графическое определение последовательности выполнения операций, переходов или приёмов сборочного процесса и затрат времени на их выполнение. При построении циклограммы в вертикальной колонке построчно записывают все операции, переходы и приёмы. Степень их дифференциации зависит от уровня циклограммы. Циклограмма сборки в соответствие со схемой сборки представлена на рис. 2
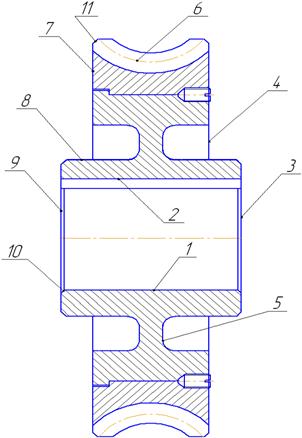
Рисунок 2 - Циклограмма сборки. Технологический процесс изготовления детали. Характеристика и служебное назначение детали Деталь «колесо червячное» (рисунок 3) представляет собой тело вращения и имеет габаритные размеры Ш 229 Ч 90. Деталь предназначена для приёма вращения от червяка. Наиболее точными поверхностями детали являются: - отверстие Ш60 Н7 с шероховатостью Ra = 1,6 мкм. - паз b = 18 Js9 с шероховатостью Ra = 3,2 мкм. - зубчатый венец Ш229h12 с шероховатостью зубьев Ra = 1,6 мкм.
Рисунок 3 – Колесо червячное в сборе Каждому элементу детали назначаем порядковый номер и технические требования согласно рабочему чертежу и заносим в таблицу 4. Конструкция детали «колесо червячное» - сборное, поэтому на предварительном этапе заготовку ступицы для детали можно предложить полученную штамповкой на горизонтально-ковочных машинах. Бронзовый венец получают отливкой. После запрессовки венца на ступицу деталь обрабатывается. Таблица 4 - Анализ конструкции зубчатого колеса
Деталь обладает достаточной жёсткостью, так как отношение её длины к диаметру менее 10,
Конструкторская жёсткость детали позволяет обрабатывать ее, используя обычные режимы резания, а также нет необходимости для применения устройств (люнетов), служащих для увеличения жёсткости системы обработки. Все поверхности детали открыты для её обработки резанием и позволяют применять стандартные режущие инструменты. В целом конструкция детали технологична и при создании необходимых условий обработки, трудностей при её изготовлении не возникнет. Показатели качества детали Колесо червячное предназначено для передачи и преображения крутящего момента, для этого на его внешнем диаметре нарезаны зубья. Для передачи крутящего момента предназначен шпоночный паз. Для нормальной работы червячное колесо должно плотно сидеть на валу, поэтому его внутренний диаметр выполнен по посадке Æ60Н7, что достигается шлифовкой. Чтобы колесо легко собиралось, необходимо обеспечить следующие требования, предъявляемые к шпоночному пазу: допуск симметричности 0,016 мкм, допуск параллельности 0,028мкм относительно оси отверстия. Точность остальных размеров находится в пределах 14 квалитета точности. Шероховатость шпоночного паза составляет Ra=3,2мкм и может быть обеспечена во время протягивания. Шероховатость оставшихся поверхностей Ra=6,3мкм и не требует чистовых и доводочных операций. Выбор заготовки и способа её изготовления Определяем коды материала, серийности производства, конструктивной формы и массы заготовки. 1) Материал. По табл. 3.1 [4] для Стали 45 определяем код – 6 (легированные стали). 2) По табл. 3.3 [4] – серийность Вид заготовки – штамповка, поковка Масса – 6,1 кг Годовая программа выпуска – 2500 шт. Код – 3. 3) Определяем конструктивную форму по чертежу по табл. 3.2 [4]– код 3: детали типа дисков. 4) По табл. 3.4 [4] определяем код массы – 4. Имеем следующие обозначение заготовки 6-3-3-4 Из табл. 3.7 выписываем рекомендуемые виды заготовок: 7 – штамповка на молотах и прессах; 8 – штамповка на горизонтально-ковочных машинах; 9 – Свободная ковка. Методы получения заготовок: 1) Штамповка на молотах или штамповка на прессах; 2) Штамповка на горизонтально-ковочных машинах; 3) Свободная ковка. Штамповка на молотах и прессах Масса заготовки
где Квт =0,8 (табл. 3.5 [4]), Gд = 6,5 кг Базовая стоимость 1 т заготовок
Ц1 = 463 руб, Ц2 = 446 руб, М1= 5,65 кг, М2 = 8,5 кг (табл. 3.4 [4]) Стоимость заготовки
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 мкм(9)
мкм(9)