|
Курсовая работа: Назначение и устройство червячного одноступенчатого редуктораКто=25 для нормализации, Кт=1,0; Кс= 1,3 (табл. 3.9 [4]) Штамповка на горизонтально-ковочных машинах Масса заготовки
где Квт =0,85 (табл. 3.1 [4]), Gд = 6,5 кг Базовая стоимость 1 т заготовок
Ц1 = 463 руб, Ц2 = 446 руб, М1= 5,65 кг, М2 = 8,5 кг (табл. 3.4) Стоимость заготовки
Кто=25 для нормализации, Кт = 1,0; Кс = 1,0 (табл. 3.9 [4]) Свободная ковка Масса заготовки
где Квт =0,6 (табл. 1), Gд = 6,5 кг Базовая стоимость 1 т заготовок
Ц1 = 424 руб, Ц2 = 387 руб, М1= 5,65 кг, М2 = 10 кг (табл. 3.4 [4]) Стоимость заготовки
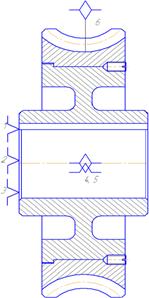
Кто = 25 для нормализации, Кт = 1,0; Кс = 1,0 (табл. 3.9 [4]) Выбираем получение заготовок на горизонтально-ковочных машинах, Сзаг = 13,46 руб Определение типа производства Согласно ГОСТ 3.1108-74 ЕСТД и ГОСТ 14.004-74 ЕСТД одной из основных характеристик типа производства является коэффициент закрепления операций Кз.о. Коэффициент Кз.о показывает отношение числа всех операций, выполняемых в цехе в течение месяца, к числу рабочих мест, т.е. характеризует число операций, приходящихся в среднем на одно рабочее место в месяц, или степень специализации рабочих мест. При Кз.о £ 1 производство является массовым 1£Кз.о £ 10 – крупносерийным; 10£Кз.о £ 20 - среднесерийным; 20£Кз.о £ 40 – мелкосерийным. В единичном производстве Кз.о не регламентируется. Упрощёно, тип производства можно определить по массе детали и годовой программе выпуска. При массе 6,5 кг и годовой программе выпуска 2500 штук в год тип производства – средне-серийное. Разработка маршрутного технологического процесса. Выбор общих технологических баз Для детали колесо червячное в собре выбираем следующие технологические базы: установочная (1, 2, 3), двойная опорная (4, 5), опорная (6) (рисунок 4). Такое базирование обеспечит заданную точность в процессе изготовления детали и будет обеспечена при базировании на оправке и в мембранном патроне при шлифовании внутреннего диаметра колеса. Для первой операции выбираем базирование в центровой оправке.
Рисунок 4 – Схема базирования колеса червячного в сборе Разработка последовательности выполнения операций Разработка последовательности выполнения операций – это, так называемый, маршрут обработки заготовки, который представлен в таблице 5. Таблица 5 - Технологические схемы обработки
Проектирование операционного технологического процесса. Выбор оборудования и СТО Оборудование и их технические характеристики представлены в таблице 6. Таблица 6 – Технологическое оборудование
Для обработки шестерни на различном оборудовании выбираем стандартный металлорежущий инструмент [6, гл.3] и заносим его в таблицу 7. Таблица 7 – Металлорежущий инструмент
Формирование структуры операций и построение размерных схем При современном уровне требований к изделиям машиностроения высокие показатели качества деталей машин, как правило, могут быть достигнуты лишь путем ряда последовательно выполняемых технологических операций. Свойства деталей формируются поэтапно – от операции к операции, поскольку для каждого способа обработки существуют возможности исправления исходных погрешностей заготовки и получения требуемых точности и качества обработанных поверхностей. Поэтому, как отмечалось ранее, при изготовлении заготовки необходимо стремиться, чтобы она по форме и размерам максимально приближалась к готовой детали. Это приводит к повышению точности и качества поверхностей готовой детали, способствует экономии материала и сокращению трудоемкости механической обработки. Для достижения поставленной задачи – обеспечения заданных показателей редуктора – следует правильно назначить припуски и допуски на заготовку рассматриваемого червячного колеса. На обрабатываемые поверхности заготовки червячного колеса назначаем припуски и допуски по ГОСТ 26645 – 85 и записываем их значения в таблицу 8. Таблица 8 - Припуски и допуски на обрабатываемые поверхности червячного колеса (размеры в мм)
Технологическое установочно-зажимное приспособление. Служебное назначение приспособления Для чистовой обработки наружной поверхности и шлифования колесо надеваем на центрирующую оправку, которая обеспечит заданную точность установки. Центровые оправки применяют для установки с центральным базовым отверстием втулок, колец, шестерён, обрабатываемых на многорезцовых шлифовальных и других станках. При обработке партии таких деталей требуется получить высокую концентричность наружных и внутренних поверхностей и заданную перпендикулярность торцов к оси детали. Показатели качества приспособления При базировании на центрирующей оправке на чистовых операциях и при обработке зубьев заготовка устанавливается по обработанному внутреннему диаметру, что позволяет избежать погрешностей базирования, поскольку обеспечивает взаимосвязь между зубчатой поверхностью и осью посадочного отверстия. При выбранной схеме базирования заготовки на центрирующей оправке технологическая, конструкторская база и измерительная совпадают, что приведет к отсутствию погрешности базирования. Для оправки с тарельчатыми пружинами погрешность установки
Износ при обработке колеса при базировании на тарельчатые пружины eи= 0,007мм. Погрешность фиксации eс=0,001мм. Принципиальная схема и описание работы приспособления. Оправки и патроны с тарельчатыми пружинами применяются для центрирования и зажима по внутренней или наружной цилиндрической поверхности обрабатываемых деталей. В графической части показана центровая оправка с тарельчатыми пружинами. Оправка состоит из корпуса 7, упорного кольца 2, пакета тарельчатых пружин 6, нажимной втулки 3 и тяги 1, и гайкой 4. Оправку применяют для установки и закрепления детали 5 по внутренней цилиндрической поверхности. При закручивании гайки 4, последняя, через втулку 3, нажимает на тарельчатые пружины 6. Пружины выпрямляются, их наружный диаметр увеличивается, а внутренний уменьшается, и обрабатываемая деталь 5 центрируется и зажимается. Заключение В результате проделанной работы были реализованы навыки ведения самостоятельной инженерной работы, изучена методика теоретико-эксперементальных исследований технологических процессов механо-сборочного производства. Осуществлено проектирования технологических процессов сборки редуктора червячного одноступенчатого и технологических процессов изготовления детали – колесо червячное в сборе. Список использованных источников 1. Маталин А.А. Технология машиностроения. Л.: Машиностроение, Ленингр. Отд-ние, 1985г. 496с. 2. Аверченков В.И., Гордиленко О.А. и др. Сборник задач и упражнений по технологии машиностроения. М: Машиностроение, 1988г. 192с. 3. Руцкой A.M., Шишков С.Е. и др. Сборник задач и упражнений по технологии машиностроения. Курск ГТУ. Курск, 2000г. 240с. 4. Справочник контролёра машиностроительного завода. Допуски, посадки, линейные измерения/ А.Н. Виноградов, Ю.А. Воробьёв, Л.Н. Воронцов. М.: Машиностроение. 1980г. 527с. 5. Справочник технолога-машиностроителя. Т. 1. /А.Г. Косилова, Р.К. Мещеряков. М.: Машиностроение. 1986г. 656с. 6. Справочник технолога-машиностроителя. Т. 2. /А.Г. Косилова, Р.К. Мещеряков. М.: Машиностроение. 1986г. 496с. 7. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1986г. 8. Допуски и посадки: Справочник под ред. Мягкова. Л.: Машиностроение, 1979г. 9. Белоусов А.П. Проектирование станочных приспособлений. М., «Высшая школа», 1974г. 264с. 10. Колесов И.М. Основы технологии машиностроения: Учеб. для машиностроит. спец. вузов. – 3-е изд., стер. – М.: Высш. шк., 2001г. 591с.: ил. 11. ГОСТ 29285 – 92 «Редукторы и мотор – редукторы. Общие требования к методам испытаний |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||