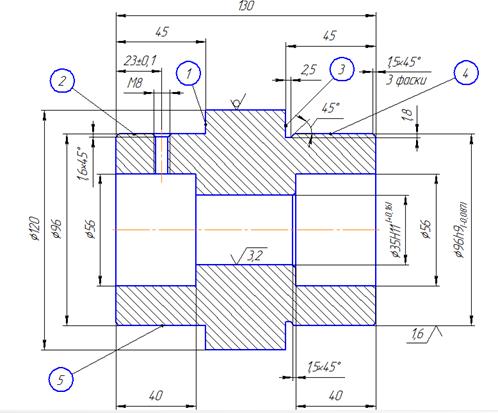
Курсовая работа: Описание конструкции и назначения детали, анализ ее технологичности
T - Температура, при которой получены данные свойства,
[Град]
E - Модуль упругости первого рода, [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон
20o - T), [1/Град]
l - Коэффициент теплопроводности (теплоемкость стали), [Вт/
(м·град)]
r - Плотность стали, [кг/м3]
C - Удельная теплоемкость стали (диапазон 20o - T), [Дж/ (кг·град)]
R - Удельное электросопротивление, [Ом·м]
Технологические свойства
Оси, валы, соединительные муфты, собачки, рычаги, вилки,
шайбы, валики, болты, фланцы, тройники, крепежные детали и другие
неответственные детали;
После ХТО - винты, втулки, собачки и другие детали, к
которым предъявляются требования высокой поверхностной твердости и
износостойкости при невысокой прочности сердцевины.
Заменители сталь 30, сталь 25Н
1.3 Маршрут обработки
Таблица 4
№
Опер
Наименование и содержание операции
Оборудование
Режущий
инструмент
Измерит.
инструмент
005
Заготовительная.
Штамповать заготовку по тех. процессу ОГМет.
Горячештамповочный пресс
-
010
Контрольная.
Контролировать марку материала и размеры заготовки согласно
чертежа.
Стол ОТК.
-
Штангециркуль
ШЦ-I-150-0,1ГОСТ 166-80
015
Токарная.
А. Установить и закрепить заготовку
Т.3-х Кул. патрон ГОСТ-2675-80
01. Подрезать торец в размер 134h14;
02. Точить Ø100h14 на длину 45 мм с образованием буртика.
03. Точить фаску 1,5х45˚ на Ø96 мм
04. Расточить отверстие Ø 52Н14 на длину 40мм
Токарно-винторезный SM-300E
Резец прох. отогнутый Т14К8 ГОСТ 18891-73
Резец проходной упорный ГОСТ 18879-73
(Пластина ГОСТ 2882-74)
Резец расточной упорный ГОСТ 18883-73
Штангециркуль
ШЦ-I-150-0,1 ГОСТ 166-80
Образцы шероховатости ГОСТ 9378-93
020
Токарная
А. Установить и закрепить заготовку
Т.3-х Кул. патрон ГОСТ-2675-80; разрезная втулка.
01. Подрезать торец в размер 132;
02. Точить Ø 106h14 на длину 45 мм с образованием буртика
03. Точить Ø100h12
0.4 Точить канавку шириной 1.5 мм
0.5 Точить Ø 96h9 на длину 45мм
0.6 Образование фаски 1.5х45
0.6 Расточить отверстие Ø52Н14 на длину 40мм с
образованием буртика
0.7 Расточить отверстие Ø31Н14
0.8 Расточить отверстие 35Н11
0.9 Образование фаски 1.5х45
Токарно-винторезный SM-300E
Резец прох. отогнутый Т14К8 ГОСТ 18891-73
Резец проходной упорный ГОСТ 18879-73
Резец расточной упорный ГОСТ 18883-73
Резец расточной проходной ГОСТ 18882-73
Штангециркуль
ШЦ-I-150-0,1 ГОСТ 166-80
Шаблоны. ГОСТ 18123-82
Скоба Ø 96h9 ГОСТ 18360-93;
Калибр-Пробка Ø 35H11 ГОСТ
14807-69;
Образцы шероховатости ГОСТ 9378-93
025
Сверлильная.
А. Установить и закрепить заготовку
Т. Спец. приспособ.
01. Сверлить отверстие Ø8
02. Зенковать отверстие на глубину 1.6мм
03. Нарезать резьбу
М8-7Н
Rapidrill 450
Сверло спиральное
Ø8 Т5К10 ГОСТ 20695-75
Зенкер ГОСТ 14953-80
Короткий метчик ГОСТ 3266-81
Штангециркуль
ШЦ-I-150-0,1ГОСТ 166-80
Образцы шероховатости ГОСТ 9378-93
030
Слесарная.
Зачистить заусенцы и притупить острые кромки.
Верстак.
Слесарный инструмент
-
035
Контрольная.
Контролировать размеры детали по чертежу.
Стол ОТК.
Штангециркуль
ШЦ-I-150-0,1 ГОСТ 166-80
Образцы шероховатости ГОСТ 9378-93
Шаблоны. ГОСТ 18123-82
Скоба Ø 96h9 ГОСТ 18360-93;
Калибр-Пробка Ø 35H11 ГОСТ
14807-69;
Установочные технологические базы
Рис.2 (У.Т. Б.)
Таблица 5
№
Опер
Наименование и содержание операции
Оборудование
У.Т.Б.
Приспособление
015
Токарная.
А. Установить и закрепить заготовку
Т.3-х Кул. патрон ГОСТ-2675-80
01. Подрезать торец в размер 134h14;
02. Точить Ø100h14 на длину 45 мм с образованием буртика.
03. Точить фаску 1,5х45˚ на Ø96 мм
04. Расточить отверстие Ø 52Н14 на длину 40мм
Токарно-винторезный SM-300E
3; 4
Патрон 3-х кулачковый ГОСТ 2675-80
020
Токарная
А. Установить и закрепить заготовку
Т.3-х Кул. патрон ГОСТ-2675-80; разрезная втулка.
01. Подрезать торец в размер 132;
02. Точить Ø 106h14 на длину 45 мм с образованием буртика
03. Точить Ø100h12
0.4 Точить канавку шириной 1.5 мм
0.5 Точить Ø 96h9 на длину 45мм
0.6 Образование фаски 1.5х45
0.6 Расточить отверстие Ø52Н14 на длину 40мм с
образованием буртика
0.7 Расточить отверстие Ø31Н14
0.8 Расточить отверстие 35Н11
0.9 Образование фаски 1.5х45
Токарно-винторезный SM-300E
1; 2
Патрон 3-х кулачковый ГОСТ 2675-80 с разрезной втулкой
При проектировании технологического процесса механической
обработки выбираются установочные базы обрабатываемой детали для каждой
операции, от которых зависит точность обработки детали. Установка
обрабатываемой детали базовыми поверхностями в приспособлении определяет ее
положение относительно режущего инструмента. Поэтому при выборе базовых
поверхностей будет руководствоваться правилом "совмещения баз", а
именно стремиться к совмещению технологических установочных баз с
конструкторскими и измерительными базами. Способ установки детали для обработки
на станке, выбирается с учетом типа производства. Для серийного,
среднесерийного, производства деталь для обработки на станке устанавливают
непосредственно в приспособление. Согласно маршруту обработки на операции 035
Сверлильная, требуется сверлить сквозное отверстие под резьбу М8-7H, снять фаску, нарезать резьбу М8-7H.
Операция будет выполняться на вертикально-сверлильном станке модели 2М112,
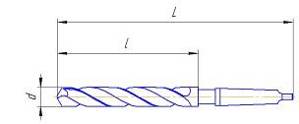
спиральным сверлом Ø6.7 Т5К10 ГОСТ 20695-75 (рис.4)
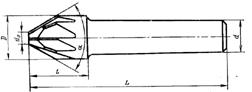
Зенкер ГОСТ 14953-80 (рис.3)
Обозначение
D
d0
D
L
l
2353-0114
10
1.6
8
46
14
(Рис.3)
Обозначение
d
L
l
2300-3977
6.7
90
45
(Рис.4)
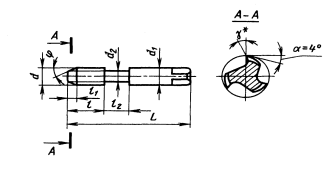
Короткий метчик с шейкой для метрической резьбы (крупный
шаг) ГОСТ-3266-81 (Рис.5)
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое.