|
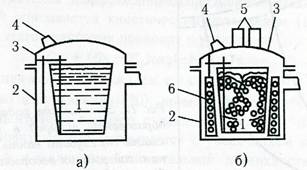
Курсовая работа: Основы проектирования и оборудования цехов1. Обезуглероживать металл до весьма низкой концентрации углерода – достигается обработкой в вакууме, продувкой кислородом вместе с инертными газами. 2. Глубоко рафинировать металл от серы – достигается обработкой шлаком или введением в металл десульфурирующих добавок. 3. Производить раскисление с получением стали с малой загрязненностью неметаллическими включениями – достигается вакуумированием или обработкой порошками металлов и других материалов. 4. Удалять из металла водород – вакуумированием. 5. Получать металл необходимого состава с регулированием содержания раскислителей и легирующих элементов в узких пределах – вакуумированием, введением раскислителей и лигирующих при низком окисленном потенциале контактирующих с металлом шлаковой или газовой фаз. 6. Выравнивать состав и температуру продувки инертным газом, дополнительным нагревом в ковше. Внепечное рафинирование осуществляют различными методами. Их использование соответственно требованиями, предъявляемые к конкретной стали, позволяет превратить дуговую печь и конвертер в агрегат по расплавлению шихты и получению полупродукта для окончательной внепечной обработки, обеспечить максимальную производительность этих агрегатов и создать оптимальные условия для поточного производства продукции высокого качества. 2.1 Вакуумная обработка стали в ковше Вакуумирование стали в ковше является наиболее простым способом ее внепечной обработки вакуумом. Его осуществляют в установках, состоящих из вакуумной камеры и соединенной с ней вакуум проводами станции вакуумных насосов (рис.1). При выпуске стали, предназначенной для вакуумирования в ковше, необходимо принять меры с целью попадания возможно меньшего количества шлака в ковш. Увеличение толщины слоя шлака в ковше вызывает повышение его гидростатического давления на металл и уменьшает эффект вакуумирования. Желательно, чтобы слой шлака в ковше не превышал 25 мм. Попадания окислительного шлака в ковш с металлом следует вообще избегать, так как в восстановительных условиях вакуумной камеры возможно восстановление фосфора в сталь.
Рисунок 1. Схема установок вакуумирования в ковше: а - без принудительного перемешивания, б — с электромагнитным перемешиванием: 1 — ковш с металлом, 2 - вакуумная камера, 3 - крышка вакуумной камеры, 4 - смотровое окно, 5 - люк для раскислителей и легирующих, 6- индуктор Сталеразливочные ковши, в которых производят вакуумную обработку, футеруют обычным шамотным кирпичом. Для вакуумирования стали ковш с металлом устанавливают в вакуумной камере, которую герметически закрывают крышкой. С понижением давления в камере происходит процесс дегазации стали, вызывающий перемешивание металла и шлака выделяющимися пузырьками газа. электросталеплавильный цех печной оборудование При вакуумировании нераскисленной стали происходит удаление и кислорода из металла вследствие взаимодействия его с углеродом с образованием СО. Это оказывает влияние и на эффективность дегазации, так как всплывающие пузырьки СО вызывают возникновение эффекта кипения. Кроме того, пузырьки СО экстрагируют из металла водород, интенсифицируя его удаление. Улучшить результаты вакуумной обработки стали в ковше и обеспечить возможность эффективного вакуумирования больших масс стали можно, применяя принудительное перемешивание металла. В результате перемешивания верхний слой, где и протекают процессы вакуумной обработки, непрерывно сменяется новыми порциями стали, и эффект вакуумирования распространяется на весь объем металла в ковше. При этом создается также возможность вакуумирования нераскисленной стали с последующей присадкой раскислителей в ковш, где они в результате перемешивания равномерно распределяются в объеме металла. Для повышения эффективности вакуумирования в ковше применяют электромагнитное перемешивание и продувку металла инертными газами. Вакуумную обработку стали с электромагнитным перемешиванием ведут на установках, оборудованных индукторами для создания движущегося магнитного потока (рис. 16). При вакуумной обработке в ковше с перемешиванием наиболее интенсивно удаляется из металла водород. При остаточном давлении 13-130 Па удаляется 55-75% всего водорода из металла, причем больше водорода удаляется при большем исходном содержании его в металле и при обработке нераскисленной стали. В результате вакуумирования содержание водорода может быть понижено, что делает сталь нечувствительной к образованию флокенов — дефекта, недопустимого в стальных изделиях. Таким образом, вакуумирование устраняет необходимость проведения специальной противофлокенной термической обработки. В процессе вакуумной обработки металл охлаждается. Это вызывает необходимость перегрева стали в печи на 40-70 °С, т.е. нагрева ее до температуры на 150-180 С° выше температуры ликиидус. Для получения очень низкого содержания углерода в стали при вакуумировании в ковше разработан способ вакуум-кислородного обезуглероживания. Процесс ведут в ковше, установленном в вакуум-камере. Внутри камера имеет защитную футеровку из шамота, что позволяет вести продувку металла кислородом. В днище ковша устанавливают пористую пробку для продувки аргоном. Продувку кислородом производят через вводимую сверху водоохлаждаемую фурму. Для обеспечения достаточного вакуума в условиях выделения при продувке кислородом значительного количества газов требуются вакуумные насосы повышенной мощности. Ковш со сталью, содержащей 0,3-0,5% углерода, помещают и вакуумную камеру и после создания вакуума, начинают продувку кислородом, поддерживая разрежение на уровне не более 5 кПа и продувая снизу аргоном. После окончания окислительного периода металл в вакууме раскисляют кремнием и алюминием, продолжая продувку аргоном. Образование при продувке шлака из оксидов железа и вводимой в ковш извести в условиях перемешивания аргоном способствует десульфурации. Одновременная продувка кислородом и аргоном в вакууме обеспечивает получение низкого содержания углерода (не более 0,01%) при малом угаре легирующих. Сталь содержит мало водорода и азота. Ввиду выделения экзотермического тепла реакций окисления во время продувки кислородом происходит нагрев металла, что устраняет необходимость его перегрева в печи. 3.1 Расчет оборудования печного пролета 3.1.1 Расчет количества дуговых электросталеплавильных печей Для производства 1,4 млн.т шарикоподшипниковой и конструкционной марок стали в год выбираем 100-тонные электропечи с одношлаковым процессом. Расчет ведем согласно рекомендациям, изложенным в [1]. Количество печей рассчитывается по формуле
где QЦ – годовая производительность цеха (литых заготовок или слитков), т/год, QЦ = 1,4 млн.т/год (по условию задания); Т – средняя продолжительность плавки, ч; Ф – фонд времени работы печи, сут./год; М – масса одной плавки по жидкому металлу, т, принимаем М=100 т; В – выход годного по цеху, %. Средняя продолжительность плавки (Т) складывается из следующих стадий
Продолжительность
заправки печи Продолжительность завалки
шахты принимаем Продолжительность подвалок 5 мин. Продолжительность
операций по наращиванию электродов принимаем Продолжительность
расплавления (
Продолжительность расплавления при включенной печи рассчитывается по формуле
где Wэл. – фактический удельный расход электроэнергии на расплавление, МДж/т завалки (кВт∙ч/т). 1 кВт∙ч = 3,6 МДж. Принимаем Wэл. = 420 кВт∙ч/т = 116,66 МДж/т;
Pпот. – мощность тепловых потерь на 1 т металлошихты на расплавление, для 100-тонной печи (Pпот.)100 = 190 МДж/т∙ч; Pср. – средняя активная мощность, подаваемая в печь при расплавлении, мВт. Принимаем для высокомощной печи Pср. = 0,65S, где S – установленная мощность трансформатора, кВА. Для 100-тонной печи ДСП-100И7 [2, c. 47, таблица 3] S = 80000 кВА. Pср. = 0,65∙80000 = 52000 мВт; G – масса жидкого металла, т. Принимаем G = 100 т; в – выход жидкого металла на 1 т лома (на 1 т жидкого металла требуется 1,15 т лома), т. Принимаем в = 0,87; Wк – энергия, выделяющаяся при окислении компонентов шихты газообразным кислородом, МДж/т (Wк определяется из соотношения Wк = Q∙V, где Q – энергия, выделяющаяся при вдувании 1 м3 кислорода, принимаем Q = 10 МДж/м3; V – удельный расход кислорода, м3/т, по практическим данным принимаем V = 25 м3/т). Принимаем Wк = 250 МДж/т. Wткг – дополнительная энергия,
вносимая при сжигании топлива с помощью топливно-кислородных горелок, МДж/т. По
практическим данным принимается расход природного газа на уровне V = 8 м3/т (при теплотворной
способности
Продолжительность
окислительного периода при плавке стали одношлаковым процессом принимаем Продолжительность выпуска
(
Количество рабочих дней принимаем по нормативным данным Количество рабочих дней Ф = 313 сут./год. Выход годного определяется из соотношения
где Q – годовое производство стали в слитках или заготовках, т/год. Принимаем Q = 1400000 т/год (по условию задания); G0 – общий расход скрапа (металлошихты) по ЭСПЦ, т/год. Принимаем G0 = 1460000 т/год.
3.1.2 Техническая характеристика установленных в печном пролете ДСП Приводим характеристики печей, согласно данным [2, с. 47]. В таблице 1 представлена техническая характеристика ДСП, установленной в цехе. Таблица 1 – Техническая характеристика ДСП
3.1.3 Определение параметров печного пролета Приблизительно длину цеха можно рассчитать из выражения
где Z – количество печей в цехе. Из [п. 2.1.1] Z = 2; LП – расстояние между осями печей, м. Принимаем LП = 40 м; LТ – расстояние между торцами цеха и осью крайней печи, м. Принимаем LТ = 25 м.
Ширина – 30 м. 3.1.4 Размещение печных подстанций и печных трансформаторов При расположении трансформатора на отметке 0,000 есть опасность попадания металла на трансформатор. Целесообразнее размещать трансформатор на уровне рабочей площадке. Размещение трансформатора в печном пролете показано на рисунке 9.
Рисунок 9 – Расположение печного трансформатора. 3.1.5 Расчет количества кранов Грузоподъемность кранов, обеспечивающих работу печного пролета, определяется весом печных трансформаторов, и для печи с номинальной вместимостью 100 т, составляет 180/63/20. Количество кранов печного пролета n определяется из соотношения
где N – количество плавок по цеху за
сутки, шт. Принимаем Tкр. – задолженность крана на одну плавку (время на каждую операцию крана), мин/пл.; К – коэффициент, учитывающий неравномерность работы печей. Принимаем К = 1,2.
Задолженность крана печного пролета (Tкр.) складывается из продолжительности следующих видов работ: - подъем 2-х груженых бадей со скраповоза и их подачи к печи t1 = 9 мин; - разгрузка бадей в печь t2 = 6 мин; - возврат 2-х порожних бадей к проему и установка их на скраповоз t3 = 9 мин; - подача новых электродов на печь и удаление старых электродов t4 = 10/6 мин; - перепуск электродов t5 = 5/6 мин; - подача инструмента и электродов к печи t6 = 5 мин; - простои на планово-предупредительные ремонты и осмотры t7 = 150/N мин. Простои на планово-предупредительные ремонты и осмотры включают в себя: - обдувка и смазка крана 15 мин в смену; - осмотр механизмов и проверка их работоспособности 15 мин в смену. Общая продолжительность приемо-садочных работ за сутки составляет 90 минут. В одну смену (обычно во вторую) проводится планово-предупредительный ремонт продолжительностью 60 минут. Таким образом, продолжительность простоев на планово-предупредительные ремонты и смотры равна 150 минутам в сутки. На одну плавку продолжительность этих простоев составляет t7 = 150/N мин. Таким образом, общая продолжительность учтенных крановых работ составляет:
Продолжительность неучтенных работ составляет 30 % от учтенных, т.е.
Общая задолженность крана на одну плавку:
3.1.6 Расчет количества бункеров для сыпучих Объем бункеров для хранения сыпучих материалов определяется по следующей формуле, м3:
где Аi – расход i-го материала по цеху за сутки, т/сутки; Pi – норма запаса i-го материала, количество суток; Yi – величина насыпной массы i-го материала в бункере, т/м; K – коэффициент заполнения бункера (для металлошихты К = 1,2, для сыпучих материалов К = 0,8).
где ai – удельный расход i-го компонента (определятся при расчете шихты), кг/т; G – вместимость печи, т. Принимаем 100 т; N – количество плавок по цеху за сутки, шт. Согласно [п. 2.1.6] N = 49 шт. Для железной руды:
Для ферромолибдена:
Для никеля:
Для извести:
Для кокса:
Количество бункеров под i-ый материал равно:
где Vб – объем одного бункера, м3. Для железной руды:
Для ферромолибдена:
Для никеля:
Для извести:
Для кокса:
Рекомендуется выбирать объем одного бункера 20 – 30 м3. Общее количество бункеров в бункерном пролете определяется
где Vi – объем бункеров под i-ый материал; n – количество наименований сыпучих материалов. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 , (3)
, (3) мин.
мин.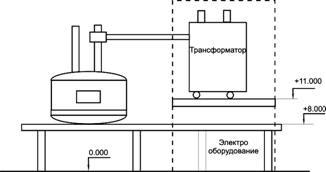
 , (6)
, (6) шт. Принимаем n = 3 шт.
шт. Принимаем n = 3 шт. , (8)
, (8) м3.
м3. м3.
м3. м3.
м3. м3.
м3. м3.
м3. , (10)
, (10) шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт.
