|
Курсовая работа: Основы проектирования и оборудования цехов
3.1.7 Расчет количества скраповозов Количество тележек-скраповозов определяет число бадей в цехе, так как число бадей равно числу скраповозов и плюс одна или две резервных бадьи. Расчет количества скраповозов проводится по формуле, шт.
где N – количество плавок и цехе за сутки, шт. Принимаем [п. 2.1.6] N = 49 шт; Т – задолженность скрапонозов на плавку, мин. Задолженность скраповоза складывается из продолжительности следующих операций: 1) общее время загрузки бадей на одну плавку T1; 2) переезд из шихтового пролета и обратно Tб; 3) разгрузка содержимого бадей в печь T7. Общая продолжительность операций 2 и 3 зависит от того, во сколько приемов (Б) приходится делать загрузку шихты на плавке (завалка и одна или больше подвалок). Эта величина определяется по формуле
где M1 и М2 – масса лома, загруженного из контейнеров и из бункеров при корректировке, т. Принимаем М1 = 1,98 т; М2 = 98,4 т; γ1, γ2 – соответствующие насыпные плотности, т/м3. Принимаем γ1 = γ2 = 0,8 т/м3; V – объем бадьи, м3. Т.к. необходимая масса равна 70 т, то принимаем V = 87,5 м3; К – коэффициент заполнения бадьи. Принимаем К = 0,9. Продолжительность загрузки бадей на плавку (Т1) складывается из следующих операций: 1) загрузка контейнерами с вагона – Т1; 2) загрузка контейнерами с пола – Т2; 3) корректировка массы шихты на плавку ломом из бункеров – Т3; 4) загрузка чугуна и других компонентов – Т4; 5) загрузка коксика и извести в бункерном пролете – Т5. Принимаем T5 = 5 мин. Продолжительность переезда скраповоза к проему в рабочей площадке и обратно:
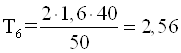
Здесь L – расстояние от места загрузки бадьи до проема в рабочей площадке, м. Принимаем L = 40 м; w – скорость скраповоза, м/мин. Принимаем w = 50 м/мин. Время на разгрузку содержимого бадьи в печь (Т7) складывается из времени подъема бадьи, доставки ее к печи, собственно разгрузки бадьи и отправки порожней бадьи на скраповоз. Продолжительность операций для расчета Т7 можно найти в п. 3.1.6. Общая задолженность скраповоза на плавку
Из п.2.1.6: - подача заправочной машины к печи t1 = 2 мин; - подъем 2-х груженых бадей со скраповоза и их подачи к печи t4 = 9 мин; - разгрузка бадей в печь t5 = 6 мин; - возврат 2-х порожних бадей к проему и установка их на скраповоз t6 = 9 мин;
Число бадей равно NБ = C+1; NБ = 4+1 = 5 шт. 3.2 Расчет оборудования раздаточного пролета 3.2.1 Расчет количества агрегатов для внепечной обработки При определении количества агрегатов внепечной обработки исходят из приоритетности работы дуговой печи. Расчет количества агрегатом для конкретного способа обработки проводится по формуле
где z – максимальное количество плавок в цехе за сутки, обрабатываемых на рассчитываемом агрегате, шт. Принимаем [п. 2.1.6] z = 49 шт; Т – задолженность агрегата на одну плавку, мин. Задолженность ковша-печи на плавку складывается из продолжительности следующих операций (ориентировочно), мин: ожидание сталеразливочного ковша с плавкой, включая перестановку ковша и подачу сталевоза под агрегат – 10; продувка аргоном для усреднения ванны – 3; отбор пробы металла, замер температуры, ожидание анализа – 10; присадка ферросплавов, вдувание порошков, подогрев расплава – 20; ожидание передачи ковша на вакуумную установку или на МНЛЗ – 10. Продолжительность неучтенных работ принимаем равным 10 % от учтенных. Ориентировочные величины продолжительности операций при последующей обработке стали в вакууматоре принимаем следующими (мин): ожидание сталеразливочного ковша с плавкой, включая подачу ковша сталевозом под установку – 10; обработка металла вакуумом с корректировкой химического состава – до 50; подъем камеры, выдача ковша из-под установки ожидание передачи на МНЛЗ – 10; неучтенные работы составляют 10 % от учтенных.
Количество ковш-печей
Количество вакууматоров
3.2.2 Расчет количества сталеразливочных ковшей Количество сталеразливочных ковшей (с учетом одного резервного и одного в капитальном ремонте) рассчитывается по формуле
где N – число плавок в цехе за сутки; T1 – задолженность ковша на одну плавку, мин.; m – средняя стойкость рабочей футеровки, шт.; Т2 – продолжительность холодного ремонта, включая ломку футеровки, ее кладку и сушку, ч. Задолженность ковша на плавку (T1) при выпуске стали в ковш, установленный на сталевозе, складывается из следующих операций, мин.: o ожидание выпуска металла, включая захват ковша на стенде для сушки 5-10; o выпуск металла 5-10; o измерение температуры, выдержка и подача ковша к составу для разливки 5-20; Задолженность ковша на холодный ремонт (Т2) складывается из следующих операций, мин.: o слив шлака из ковша 5-10; o охлаждение ковша 90-120; o текущий ремонт ковша, включая удаление скрапины, удаление шиберного затвора, очистку и мелкий ремонт футеровки 40 — 60; o установка шиберного затвора, включая перестановку ковша на стенд для монтажа шиберного затвора 15-25; o сушка в разогрев ковша, включая установку ковша на стенд для сушки 60-90. По практическим данным принимаем m = 35-40 плавок.
3.2.3 Расчет количества кранов Пролет обслуживается несколькими мостовыми литейными кранами с двумя или тремя лебедками различной грузоподъемности. Расчёт количества литейных кранов можно проводить таким же методом, как для шихтового пролёта, но можно сделать это и упрощённо так, как это делается Гипримезом: подсчитывается количество основных крановых операций с ковшом при его межплавочной подготовке, при выходе ковша на холодный ремонт и замене шлаковых чаш, причем продолжительность каждой операции принята одинаковой, равной 4 мин. Так, при межплавочной подготовке ковша схема перестановок имеет вид: подъём со сталевоза – установка на стенд МНЛЗ – съем со стенда МНЛЗ – кантовка шлака – стенд для охлаждения – стенд для выдавливания стаканов – стенд подготовки к плавке – стенд для сушки – сталевоз (9 операций). При определении количества операций необходимо учитывать размещение агрегатов для внепечной обработки. При выходе ковша на холодный ремонт: съем со стенда – стенд для охлаждения – установка на стенд для ломки футеровки – ремонтная яма – стенд для сушки – стенд для подготовки к плавке. Зная количество ковшей, отправляемых в ремонт в течение суток, определяют задолженность на этот цикл работ. При замене шлаковых чаш количество операций рассчитывается аналогично. Продолжительность неучтенных (вспомогательных) – работ принимается равной 10 % от основных. Коэффициент, учитывающий неравномерность работы печей, принимается равным 1,15- 1,3. Грузоподъемность кранов, обеспечивающих работу раздаточного пролета составляет 180/63/20. Количество кранов пролета n определяется из соотношения
где N – количество плавок по цеху за сутки, шт.(см.п.2.1.5) N = 49; Tкр. – задолженность крана на одну плавку (время на каждую операцию крана), мин/пл.; К – коэффициент, учитывающий неравномерность работы печей. Принимаем К = 1,3.
Задолженность ковша на холодный ремонт (Т2) складывается из следующих операций, мин.(см.п.3.3.2):
Таким образом, общая продолжительность учтенных крановых работ составляет:
Продолжительность неучтенных работ составляет 10 % от учтенных, т.е.
Общая задолженность крана на одну плавку:
3.2.4 Определение производительности и основных параметров МНЛЗ Годовая производительность МНЛЗ (т/год литых заготовок) рассчитывается по формуле
где М – масса плавки, т. Принимаем М = 100 т; n – число плавок в серии при разливке методом «плавка на плавку» (при разливке одиночными плавками n = 1); T1 – продолжительность разливки одной плавки, мин; Т2 – продолжительность подготовки машины к приему следующей серии плавок (плавки), мин. Принимаем T2 = 50 мин; КВ – выход годных литых заготовок (учитывает потери металла при разливке в виде обрези, брака, окалины, «козлов»); Ф – фонд времени работы МНЛЗ, сут./год. Принимаем Ф = 330 сут. Продолжительность разливки одной плавки (T1) оценивается по формуле
где М – масса плавки, т; V – нормативная скорость разливки, м/мин; nP – количество ручьев. Принимаем nP = 4 шт.; m – масса погонного метра заготовки, кг. Принимаем m = 700 кг; КP – коэффициент, учитывающий непредвиденные потери времени при разливке: изменение скорости начала и конца разливки, выход из строя одного ручья и др. (для многоручьевых МНЛЗ принимается Кр < 0,9, для одноручьевой машины Кр = 1). После расчета Т1 следует проверить, не превышает ли оно допустимое время пребывания металла в ковше, так как от выпуска до конца разливки температура расплава в ковше непрерывно понижается из-за тепловых потерь через футеровку и шлак, и при чрезмерно большой выдержке литейные свойства разливаемого металла ухудшаются или вообще теряются. Скорость разливки (V) определяет как производительность машины, так и качество заготовок. С увеличением скорости возрастает производительность машины, но это сопровождается возрастанием осевой пористости литых заготовок. При высоких скоростях разливки увеличивается опасность разрыва тонкой твердой оболочки металла в кристаллизаторе. В отечественной практике для расчета нормативных скоростей разливки (м/мин) применяется формула, разработанная ЦНИИЧМ
где К – коэффициент, величина которого зависит от марки стали и вида литых заготовок [1, с. 34, таблица 8]; а – толщина слитка, м; б – ширина слитка, м (при квадратном сечении слитка а = б).
Количество ручьев в МНЛЗ определяют исходя из обеспечения согласованности времени разливки с нормативной скоростью разливки. Согласно нормам технологического проектирования рекомендуется принимать в слябовых МНЛЗ не более двух ручьев, в сортовых – до восьми. Продолжительность подготовки МНЛЗ к приему следующей плавки (Т2) не должна превышать 60 мин. При определении фонда времени (Ф) исходят из норм технологического проектирования, где продолжительность простоев на профилактических ремонтах принимается равной 8 ч в неделю, на планово-предупредительных ремонтах – 2 сут. в месяц, на капитальных – 12 сут. в год. Нормами предусматриваются потери времени при замене кристаллизаторов, секций вторичного охлаждения, при ликвидациях последствий прорыва металла и т.д. Общее количество простоев в течение года у слябовых машин составляет 74 сут., отсюда фонд времени работы Ф равняется: 365 – 74 = 291 сут.; простои сортовых машин составляют 65 сут. и фонд времени работы – 300 сут. При создании новых высокопроизводительных автоматизированных МНЛЗ нормами принимается для слябовых машин фонд рабочего времени 320 сут., для сортовых – 330 сут. Число плавок в серии (С) при разливке методом «плавка на плавку» зависит от соотношения продолжительности разливки одной плавки и интервала между выпусками стали из сталеплавильных агрегатов. Разливка сериями удается, если продолжительность разливки и интервалы между выпусками равны. В ЭСПЦ это достигается не всегда, во-первых, из-за характерного для ЭСПЦ разнообразного сортамента выплавляемых сталей и, во-вторых, из-за того, что продолжительность плавки даже в сверхмощных печах сейчас пока больше продолжительности разливки на МНЛЗ. В этих условиях относительно просто организовать совместную работу двух печей, выплавляющих одинаковую марку стали, для серии из трех плавок. Значительно сложней в таком же цехе организовать серии из четырех плавок. Впрочем, в специализированных цехах, оснащенных тремя-четырьмя печами, сортамент которых неширок, например, ЭСПЦ ОЭМК, ориентированный на производство шарикоподшипниковой стали, удается разливать сериями по 10 плавок и более. Выход годных заготовок (КВ) представляет собой отношение массы годных литых заготовок к массе разлитого жидкого металла
где П – отходы металла при разливке, образующиеся за счет головной и хвостовой обрези, скрапа в промковше, потерь при газорезке слитка на мерные заготовки, окисления поверхности слитка и, наконец, за счет аварийного скрапа. Определим выход годных заготовок при разливке плавки массой 100 т на четырехручьевой машине, отливающей заготовки сечением 300x300 мм. Длину головной обрези на один ручей принимаем равной 300 мм, тогда масса головной обрези на плавку составит: 0,34 - 700 = 840 кг, здесь 700 – масса (кг) погонного метра заготовки сечением 300x300. Длину хвостовой обрези с учетом усадки металла в конце кристаллизации принимаем равной 700 мм, тогда масса хвостовой обрези на одну плавку составит: 0,7·4·700 = 1960 кг. Скрап в промковше рассчитываем из условия его образования в количестве 2 кг/т жидкого. В таком случае масса скрапа равна 2-100 = 200 кг. Потери на газорезку рассчитываем, приняв толщину реза 10 мм, при этом потери металла на шлам при длине мерной заготовки, скажем, 2 м составят 0,5 %, масса металла в шламе составит, кг: 100000·0,5/100 = 500. Масса аварийного скрапа (при норме 5 кг/т жидкого) составит, кг: 5·100 = 500. Потери металла из-за окисления поверхности горячего слитка воздухом при норме 2 кг/т жидкого составят, кг: 2·100 = 200. Общая масса отходов составит, т: 840 + 1960 + 200 + 500 + 500 + 200 = 4,2; выход годного, т: КВ = (100 - 4,2)/100 = 0,958 или 96 %. Выход годного получился относительно низкий. Объясняется это тем, что расчет вели на одну плавку; при серийной разливке масса обрези и скрапа в промковше (всего 3 т) распределится на все плавки серии и их удельная доля станет ниже; данное обстоятельство – одно из достоинств серийной разливки.
Последний из основных параметров МНЛЗ – технологическая длина. Она складывается из протяженности жидкой фазы в кристаллизующемся литом слитке и длине участков, на которых проводятся предусмотренные технологией операции с литой заготовкой. В общем случае полную технологическую длину машины составят: 1) протяженность жидкой фазы; 2) длина заготовки, находящейся в позиции резки, 3) рабочий ход машины резки, 4) длина заготовки в позиции ожидания клеймения, 5) длина заготовки в позиции отрезки темплетов и их клеймения, 6) длина заготовки в позиции формирования пакета заготовок, 7) ширина фронта действия передаточной тележки, 8) длина заготовки в промежуточной позиции перехода с передаточной тележки на перекладчик заготовок и 9) ширина перекладчика. Протяженность жидкой фазы определяется по формуле, предложенной ЦНИИЧМ
где КШ – коэффициент, величина которого определяется отношением ширины заготовки к ее толщине; значения коэффициента КШ изменяются от 240 для квадратной заготовки до 340 для сляба с отношением ширины к толщине 6 и более. Принимаем КШ = 240; А – толщина заготовки, м. Принимаем А = 0,3 м; V – нормативная скорость разливки, м/мин.
Количество МНЛЗ рассчитывается из соотношения
где n – количество МНЛЗ, шт.; QЦ – годовая производительность цеха, т/год; Р – производительность МНЛЗ, т/год.
Принимаем n = 4 шт. 3.2.5 Количество промежуточных ковшей Количество промежуточных ковшей определяется по формуле
где T – продолжительность ремонта футеровки ковша, ч; z – количество плавок, разливаемых на МНЛЗ в сутки, шт.; С – стойкость промежуточного ковша. Продолжительность подготовки (ремонта) промежуточного ковша складывается из продолжительность следующих операций: 1) смена ковша на МНЛЗ (2-5 мин), 2) охлаждение футеровки (~ 180 мин), 3) выдавливание стаканчиков (~ 30 мин), 4) ломка футеровки (~ 30 мин), 5) кладка арматурного слоя футеровки (~ 60 мин), выполнение наливной (или кладка кирпичной) футеровки (1-6 ч), сушка футеровки (приблизительно 14 ч), 8) установка гнездового кирпича, сталеразливочных стаканчиков, стопоров (около 60 мин), 9) разогрев футеровки (3-4 ч), 10) крановые операции по перестановке и транспортировке ковша 20 - 25 мин). Т = 3+170+25+25+50+300+840+60+180+25=1678 мин = 27,97 ч. По практическим данным принимаем С = 8-10 плавок при разливке «плавки на плавку»; С = 3-4 плавки – при разливке одиночных плавок.
Принимаем nК = 3 шт. 3.2.6 Количество стендов для сушки промежуточных ковшей Количество стендов для сушки футеровки промежуточных ковшей определяется по формуле:
где Т – время сушки ковша на стенде, ч. Принимаем Т = 14 ч. Аналогично рассчитывается количество стендов для охлаждения футеровки промежуточных ковшей, стендов для ломки футеровки, стендов для кладки футеровки ковшей.
Принимаем nC = 2 шт. Список использованной литературы 1. Основы проектирования и оборудования электрометаллургических цехов: Метод. указ./ Сост.: И.Д. Рожихина: СибГИУ. – Новокузнецк, 2005. – 61 с. 2. Оборудование и проектирование электросталеплавильных цехов. Никольский Л.Е., Зинуров И.Ю. Учеб. пособие для вузов. – М.: Металлургия, 1993. – с. 272. 3. Коган А.Е., Рожихина И.Д., Гизатулин Р.А., Торопов А.И. Основы проектирования электросталеплавильных цехов: Учеб. пособие / СибГИУ. – Новокузнецк, 1999. – 204 с. 4. Проектирование сталеплавильных и доменных цехов. Якушев А.М. – М.: Металлургия, 1984. – 216 с. |
|||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 .
. , (14)
, (14) (15)
(15) .
.  .
. .
. мин.
мин.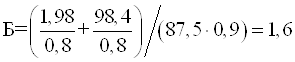 .
. мин.
мин.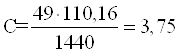 шт. Принимаем С = 4 шт.
шт. Принимаем С = 4 шт. , (16)
, (16)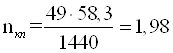 шт. Принимаем nкп = 2 шт.
шт. Принимаем nкп = 2 шт. шт. Принимаем nв = 3 шт.
шт. Принимаем nв = 3 шт. , (17)
, (17) шт.
шт. ,
,  шт. Принимаем n = 5 шт.
шт. Принимаем n = 5 шт. , (18)
, (18) , (19)
, (19) , (20)
, (20) м/мин.
м/мин. мин.
мин. , (21)
, (21) т/год.
т/год. , (23)
, (23) шт.
шт.  , (24)
, (24) шт.
шт.  , (25)
, (25) шт.
шт.