В курсовой работе были рассмотрены принципы тепловых расчетов
при сварке пластин. Освоена методика получения расчетных зависимостей на основе
закона теплопроводности Фурье и уравнений теплопроводности. Ознакомились с принципами
выбора схем нагреваемого тела и источников тепла. Применительно к заданию было обосновано
применение схемы пластины и подвижного линейного источника тепла.
Расчеты проводились на персональном компьютере по разработанной
программе в Microsoft Excel. Результаты расчетов иллюстрируются графиками и массивными
данными.
Выполненная работа позволяет более обосновано назначить режимы
сварки, так как наглядно иллюстрирует влияние различных параметров на скорости охлаждения
заданных точек тела и время пребывания выше заданной температуры.
С помощью термически циклов увидели, как изменяется температура
заданных точек с течением времени по мере продвижения источника тепла по оси сварки.
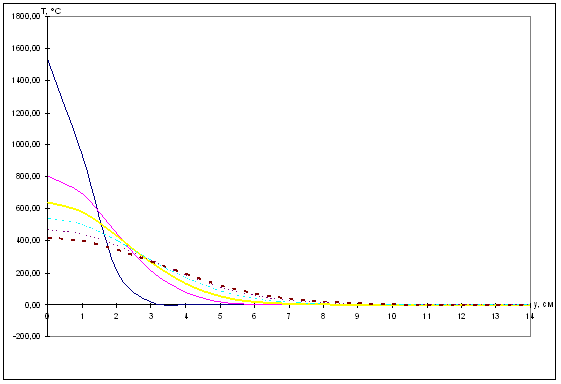
На основании изохрон увидели изменение температуры по перпендикуляру
к оси сварки. На оси сварки температура резко уменьшается; по мере удаления от оси
сварки температура в начале условно равна 0, но при продвижении теплового потока
температура увеличивается.
Табл.1. - Значение теплофизических свойств различных материалов
Материал
Cγ, Дж/ (см3 ∙ К)
λ, Вт/ (см ∙ К)
a, см2/с
Малоуглеродистая сталь
4,74
0,4
0,085
Углеродистая сталь
4,74
0,37 - 0,46
0,079 - 0,096
Низколегированная сталь
4,74
0,33 - 0,37
0,070 - 0,079
Хромистая сталь
4,74
0,25
0,053
Хромоникелевая сталь
4,74
0,17 - 0,25
0,035 - 0,053
Алюминий
2,7
2,62
1,00
Алюминиевые сплавы
АМг-5, АМг-6, ВАД-1
2,71
1,33
0,5 - 0,51
Медь красная
3,8
3,75
0,95
Титановые сплавы
9,8
0,141
0,40
Бериллий
4,6
1,87
0,41
Приложение 2
Табл.2. - Значение
эффективного КПД процесса нагрева изделия дугой при различных условиях сварки
Вид сварки
Эффективного КПД
Под флюсом
0,80 - 0,95
Угольным электродом
0,50 - 0,70
Вольфрамовым электродом в среде аргона
0,48 - 0,52
Плавящимся электродом в среде аргона
0,68 - 0,74
Плавящимся толстопокрытым электродом
0,70 - 0,80
Приложение 3
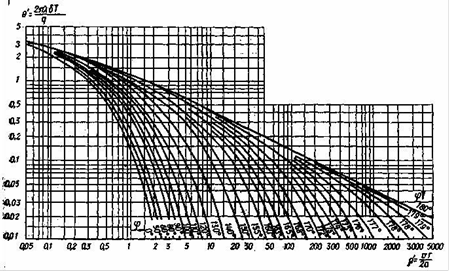
Рис.3. Номограмма для вычисления температурных полей предельного
состояния в бесконечной пластине без теплоотдачи (δ - толщина образцов; λ - коэффициент теплопроводности;
a - коэффициент температуропроводности; qu - эффективная
тепловая мощность дуги; v - скорость сварки; T - температура
нагрева исследуемой точки в процессе сварки)
Приложение 4
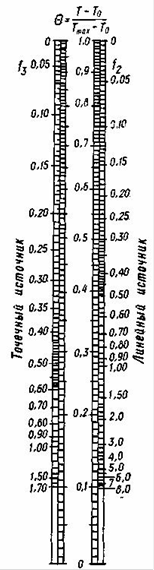
Рис.4. Номограмма для распределения коэффициентов при расчете
длительности нагрева выше заданной температуры
(T - температура нагрева исследуемой точки в процессе сварки;
Tmax - температура плавления стали; T0 - начальная температура
тела перед сваркой)
Приложение 5
Табл.5. - Термические циклы точек основного металла
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое.