|
Курсовая работа: Теорія розмірних зв’язків у виробах машинобудування. Побудова, розрахунок та аналіз розмірних ланцюгів
або при t = 3
де nx – кількість ланок із векторними похибками; Кхі– приведений коефіцієнт відносного розсіяння. Якщо розмірний ланцюг складається виключно з ланок з векторними похибками, то в цьому випадку одна з векторних похибок умовно приймається за скалярну. Для цього її вектор умовно суміщають з віссю, що збігається з напрямком замикальної ланки і закріплюється в цьому положенні. Всі інші вектори проектуються на цей напрямок. За скалярну величину необхідно приймати ту, яка має найбільший за величиною добуток (складових К, С і Т). Для цього випадку допуск замикальної ланки рівний [7]:
В проектних
умовах, коли закони розподілу похибок складових ланок невідомі, звичайно
приймають t = 3; lі¢= 1/6; l¢х= 1/15; Кі = 1,2; Кх2 =
0,5–0,65. Якщо кількість ланок
розмірного ланцюга m ³ 5, то KΔ = 1 і Коли розмірний ланцюг складається тільки з ланок з векторними похибками, то потрібно приймати KΔ = 0,87, що відповідає ризику q = 0,27 %. 2.6 Розрахунок розмірних ланцюгів з ланками-зазорами
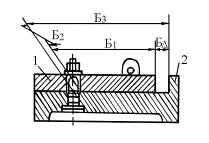
Рис. 18. Схема складального з’єднання з розмірним ланцюгом В складальних розмірних ланцюгах зустрічаються ланки, створені зазорами в з’єднаннях типу вал-отвір. Прикладом такої ланки-зазору може бути сполучення гвинта з кріпильним отвором в складальному з`єднанні (рис. 18). При складанні такого з’єднання зазор між гвинтом і отвором може бути вибраним частково або повністю в будь-якому напрямку. В результаті цього вісь отвору зміститься відносно осі гвинта. Ці осі зв’язані розмірами Б1 і Б3 з деталями 1 і 2 складального з’єднання. Тому зміщення осі отвору буде впливати певним чином на допуск замикальної ланки. В залежності від конструкції виробу зазори в сполученнях типу вал–отвір можуть під впливом діючих сил вибиратись повністю тільки в один бік або (в реверсивних механізмах) вибиратися повністю в той чи інший бік, а за відсутності таких сил вони в процесі складання можуть вибиратись частково чи повністю в довільному напрямку. Розглянемо випадок, коли зазор може бути вибраний при складанні частково чи повністю в будь-якому напрямку. Номінальний розмір ланки-зазору і координата середини поля допуску дорівнюють нулю. Величина зміщення однієї осі відносно іншої в межах зазору є випадковою величиною. Тому розрахунок розмірного ланцюга з ланками-зазорами потрібно проводити за ймовірнісним методом. Похибка ланки-зазора складається з двох складових: випадкової і систематичної. Випадкова складова dz залежить від допусків охоплюючого і охоплюваного розмірів деталей і обчислюється за формулою [7]:
Систематична складова похибки ланки-зазору Dz залежить від номінальних розмірів охоплюючої та охоплюваної деталей, координат середини полів їх допусків і визначаються за формулою [7]:
В проектних умовах aa = ab = az = 0. Тоді формула (55) буде мати вигляд:
В формулах (54)–(56) індекс a відноситься до отвору, а індекс b – до валу. Коефіцієнт ½ введений в формулах (54)–(56) тому, що зміщення осі отвору відносно осі вала дорівнює половині діаметрального зазору чи радіальному зазору. Якщо в лінійному розмірному ланцюзі складовими ланками є також ланки-зазори, то при визначенні допуску замикальної ланки розмірного ланцюга допуски лінійних розмірів і похибки ланок-зазорів підсумовуються окремо. При цьому для одержання допуску замикальної ланки з деяким запасом як похибки ланки-зазору приймають максимальне значення радіального зазору [7]:
Допуск замикальної ланки розмірного ланцюга, що містить ланки-зазори, дорівнює:
де Kzi – приведений коефіцієнт відносного розсіяння для ланки-зазора. В проектних умовах Кz = 0,8÷0,86. KΔ обчислюється за формулою (34). Якщо ланка-зазор є замикальною ланкою, то при розрахунках необхідно приймати:
ПрикладДля складального з’єднання (рис. 18) потрібно визначити номінальний розмір, допуск і граничні відхилення замикальної ланки БΔ. Дано: Б1 = 50±0,1 мм; Б3 =60±0,1 мм; діаметр стрижня
гвинта db = Зі схеми розмірного ланцюга випливає, що розмір Б3 є збільшуючою ланкою, а Б1 – зменшуючою. Номінальний розмір замикальної ланки:зΔ = з3 – з1 =60 –50 = 10 мм. Оскільки координати середин полів допусків дорівнюють нулю, то і координати середини поля допуску замикальної ланки ΔоΔ = 0. Для визначення допуску замикальної ланки розмірного ланцюга обчислимо попередньо систематичну і випадкову складові похибки ланки-зазору за формулами (54) і (55). Потім за формулою (57) знаходимо:
Приймемо Ка = Кb = 1,2. Коефіцієнт Кδz обчислимо за формулою (34):
Допуск замикальної ланки ТD визначається за формулою (58). Коефіцієнт КD обчислимо за формулою (34):
Приймемо Кz = 0,8. Тоді:
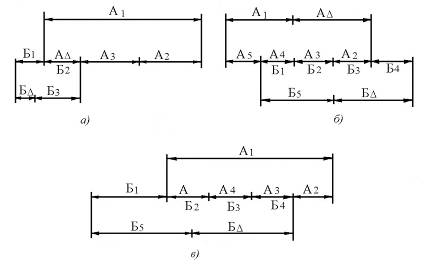
Розмір замикальної ланки зΔ = 10±0,18 мм. Якщо зазор Z вибирається повністю в один який-небудь бік, то розмірний ланцюг складається так, щоб зазор не впливав на допуск замикальної ланки, і тоді його розрахунок проводиться за формулами для простих розмірів. Якщо зазор вибирається повністю то в один, то в інший бік (реверсивні механізми), тоді складаються дві схеми розмірного ланцюга, на одній з яких зазор показаний вибраним в один бік, а на другій – у протилежний. У цих схемах зазор не фігурує, а складовими ланками є радіуси охоплюючої та охоплюваної деталей, допуски на які дорівнюють половині допусків на діаметральні розміри. За двома схемами розраховують два розмірні ланцюги. Остаточно результати розрахунку беруться для найгіршого випадку, тобто найбільше верхнє відхилення береться з результатів розрахунку за однією схемою, а найменше нижнє граничне відхилення – з результатів розрахунку за другою схемою. 2.7 Особливості розрахунку взаємозв’язаних розмірних ланцюгів Паралельно зв’язані розмірні ланцюги можна поділити на три групи: 1) розмірні ланцюги з однією спільною ланкою, що є в одному ланцюгу замикальною, а в іншому – складовою (рис. 19, а); 2) розмірні ланцюги з декількома спільними ланками, що є складовими як для одного, так і для другого розмірного ланцюга (рис. 19, б); 3) розмірні ланцюги з декількома спільними ланками, одна з яких в одному ланцюгу є замикальною, а в іншому – складовою (рис. 19, в). У першому випадку порядок розрахунку розмірних ланцюгів не має значення. У другому в першу чергу розраховують більш точний розмірний ланцюг, тобто той, у якого середнє значення допуску замикальної ланки, що припадає на одну ланку, має менше числове значення. Одержані при розв’язку цього ланцюга допустимі відхилення спільних складових ланок автоматично переходять до другого (менш точного) розмірного ланцюга. При розрахунку розмірних ланцюгів третьої групи насамперед розраховують той ланцюг, у якого спільна ланка є замикальною. При цьому при розрахунку другого ланцюга спільні ланки приймають з відхиленнями, одержаними для них при розрахунку першого розмірного ланцюга.
Рис. 19. Види паралельно зв’язаних розмірних ланцюгів: а – з однією спільною ланкою; б, в – з декількома спільними ланками При встановленні порядку розрахунку комбіновано зв’язаних розмірних ланцюгів у кожному випадку підходять творчо, керуючись тими ж міркуваннями, що й при розрахунку паралельно зв`язаних розмірних ланцюгів. 3. Методи досягнення точності замикальної ланки розмірного ланцюга 3.1 Метод повної взаємозамінності При цьому методі деталі з’єднуються при складанні без пригінки, регулювання та підбору. При будь-якому сполученні при складанні розмірів деталей, виготовлених у межах розрахункових допусків, автоматично забезпечується потрібна точність замикальної ланки. Розрахунок розмірного ланцюга проводять методом максимуму-мінімуму. Переваги: простота та економічність складання; можливість організації потокового складання; можливість широкого кооперування заводів; спрощена система виготовлення запасних частин та постачання ними споживачів, відбірковий контроль.Недоліки: допуски складових ланок одержуються меншим (за інших різних умов), при всіх інших методах, що може виявитися неекономічним.Сфера застосування: одиничне і масове виробництво при значній величині допуску замикальної ланки і невеликій кількості складових ланок розмірного ланцюга (до 5 ланок) і для багатоланкових розмірних ланцюгів при значній величині допуску на замикальну ланку (8–11 квалітет).3.2 Метод неповної взаємозамінності При цьому методі деталі з’днуються при складанні без пригінки, регулювання, підбору, при цьому у невеликої (заздалегідь прийнятої) кількості виробів значення замикальних ланок можуть вийти за встановлені межі. Розрахунок розмірного ланцюга проводиться ймовірнісним методом. Переваги: те ж, що й у методу повної взаємозамінності плюс економічність виготовлення деталей за рахунок розширення полів допусків (порівняно з методом повної взаємозамінності).Недоліки: можливі, хоч і малоймовірні, додаткові затрати на заміну чи підгонку деяких тих виробів, у яких значення замикальної ланки вийшли за встановлені межі, потрібний 100 %-й контроль складених виробів.Сфера застосування: серійне і масове виробництво – при високій точності замикальної ланки (10 квалітет) і відносно великій кількості ланок (11–12 квалітети).3.3 Метод групової взаємозамінності Метод полягає в тому, що при конструюванні виробу потрібна точність замикальної ланки забезпечується за методом повної взаємозамінності, але внаслідок труднощів виконання отриманих розрахунком допусків на розміри складових ланок, які можуть виходити за межи 7-го квалітету, вони замінюються виробничими чи технологічними допусками, які перевищують розрахункові конструкторські допуски в декілька разів. Для забезпечення потрібної точності замикальної ланки безпосередньо при складанні проводять сортування сполучуваних деталей на групи за їх дійсними розмірами, а потім беруть сполучувані деталі з тих груп, в результаті складання яких отримується допуск замикальної ланки, рівний допуску, встановленому конструктором, тобто забезпечується потрібна точність складального з’єднання. Сортування деталей за розмірами на групи виявляється можливим тому, що дійсні розміри деталей є випадковими величинами і мають розсіяння своїх значень у межах допуску. Складання за методом групової взаємозамінності носить назву селективного складання. Метод групової взаємозамінності має обмежене застосування і використовується головним чином для розмірних ланцюгів, що мають три складові ланки, для складальних з’єднань, які в процесі експлуатації виробу не піддаються розкладанню, а замінюються комплексно, наприклад, плунжерні пари, підшипники кочення тощо. При розрахунку допусків і граничних відхилень на розміри складових ланок розмірного ланцюга, точність замикальної ланки якого забезпечується за методом групової взаємозамінності, виходять з формул (4), (10):
Розглянемо випадок, коли розмірний ланцюг має дві складові ланки і вихідне рівняння має вигляд [7]:
Для того щоб
наведені вище умови були виконані, треба призначити допуски на
Граничні
відхилення
На цьому закінчується конструкторський розрахунок розмірного ланцюга. Оскільки отримані
за розрахунком допуски
де У скільки разів збільшені конструкторські допуски на складові ланки, в стільки ж разів збільшиться і допуск замикальної ланки, тобто виробничий допуск замикальної ланки буде дорівнювати:
Кількість груп, на які потрібно розсортовувати готові деталі, також буде дорівнювати n і визначається за формулою:
Граничні
відхилення а) для першої
групи граничні відхилення
б) для наступних
груп до граничних відхилень попередніх груп додаються розрахункові
конструкторські допуски Таблиця 1Формули для розрахунку відхилень розмірів складових ланок при досягненні точності за методом групової взаємозамінності
Для перевірки правильності обчислення граничних відхилень по групах служать формули:
Аналогічно розв’язуються задачі для розмірних ланцюгів, які складаються з трьох і більше складових ланок. 3.4 Метод припасування При цьому методі потрібна точність замикальної ланки досягається при складанні за рахунок припасування раніше наміченої деталі (компенсатора), на яку при механічній обробці (під складання) встановлюють визначений припуск. Переваги: на складові ланки можуть бути встановлені економічно доцільні допуски.Недоліки: значне подорожчання складання і збільшення його строків; роботи важко нормуються і механізуються, ускладнення планування виробництва; ускладнення постачання запасними частинами.Сфера застосування: одиничне і малосерійне виробництво; багатоланкові розмірні ланцюги із замикальною ланкою високої точності; досягнення збігання центрів передньої та задньої бабок деяких токарних верстатів у вертикальній площині, забезпечення перпендикулярності стола вертикально-свердлильного верстата до шпинделя та ін.Розрахунок розмірного ланцюга при використанні методу припасування здійснюється як за методом максимуму-мінімуму, так і за ймовірнісним методом, і зводиться до наступного. На всі ланки розмірного ланцюга, включаючи і компенсатор, призначаються економічні допуски. Потім визначається похибка замикаючої ланки за формулами (4), (24), (26) в залежності від прийнятого методу розрахунку розмірного ланцюга. Отримане значення похибки T'Δ повинно перевищувати потрібне значення ТΔ. Різниця між Т'Δ і ТΔ дорівнює величині потрібної компенсації похибки замикальної ланки [7]: δk = T'Δ – TΔ. (63) Але оскільки компенсація проводиться шляхом додаткової обробки компенсатора при складанні, то потрібно врахувати похибку методу компенсації δм.к. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||