|
Курсовая работа: Технология изготовления детали типа "Вал"5.3 Технико-экономическое обоснование выбора заготовки Подтвердим выбор заготовки путем сравнения себестоимости двух вариантов. Оценку различных вариантов получения заготовок чаще всего производят по 2-м показателям: - по коэффициенту использования материала КИМ; - по технологической себестоимости изготовления детали. Для расчета Ким необходимо определить массу детали и заготовок. Масса заготовки из проката:
где D – диаметр заготовки; l-длина заготовки;
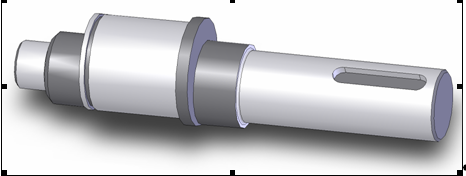
Расчет штамповоной заготовки производим при помощи Solid Works эскиз штамповоной заготовки представлен на рисунки mшт=1.686кг
Рисунок 3 - Масса штамповоной заготовки Расчет массы детали производим при помощи Solid Works эскиз детали представлен на рисунки mд=1.193кг
Рисунок 4 - Масса заготовки Определим коэффициент использования материала: - для I варианта КИМ
1= - для II варианта КИМ
2= Для вычисления технологической себестоимости изготовления детали из двух вариантов заготовок необходимо знать массу детали, массу заготовки, а также стоимость материала заготовки. Рассчитаем технологическую себестоимость изготовления детали по формуле CТ=Qзаг
где Qзаг - вес заготовки, кг; Сзаг – оптовая цена 1 кг заготовки, рублей; Смех – стоимость механической обработки 1 кг заготовки, рублей; Сотх – стоимость 1 кг отходов, рублей. Рассчитаем технологическую себестоимость изготовления детали из проката СТ. ПР=3,43 Рассчитаем технологическую себестоимость изготовления детали из штамповочной заготовки Cшт.= Cшт. б×.kт×kс×kм×kв×kп, (14) где Cшт. б- базовая стоимость 1 кг заготовок, 35 рублей; kт =1 - коэффициент, зависящий от класса точности поковки; kс=0,77 - коэффициент, зависящий от группы сложности; kм=1,18 - коэффициент, зависящий от массы; kв=1 - коэффициент, зависящий от марки материала; kп=1 - коэффициент, зависящий от серийности. СТ. шт=31,80 Годовой экономический эффект определим по формуле Э=(СТ.ПРОК
- СТ.ОТЛ) где N = - годовая программа выпуска детали, шт. Э=(128,25-61,23)
Так как изготовление детали из заготовки, полученной прокатом не рационально в отношении использования материала, окончательно выбираем заготовку, полученную методом штамповки с уже готовым профилем детали, что значительно уменьшит расход материала и время на механическую обработку. 6. Разработка технологического маршрута изготовления детали 6.1 Разработка плана обработки поверхностей заготовки При определении последовательности обработки поверхности необходимо выбрать метод обработки, соответствующий её форме, точности, шероховатости, учитывающий свойства материала заготовки. Определить последовательность и число переходов обработки можно, используя коэффициент ужесточения точности поверхности и учитывая параметры её шероховатости. Коэффициент ужесточения точности определяется по формуле
где
Количество требуемых технологических переходов определяется по формуле
Полученное число округляется до ближайшего целого значения. Определим количество переходов для поверхности торцов 1,14
Назначаем - черновое точение – 14 квалитет Определим количество переходов для поверхности 2
Назначаем При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии: - черновое точение – 14 квалитет; - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; - шлифование– 6 квалитет Определим количество переходов для торцов 3
Назначаем - черновое точение – 14 квалитет - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; Определим количество переходов для поверхности 4:
Назначаем - черновое точение – 14 квалитет; Определим количество переходов для поверхности 5:
Назначаем - черновое точение – 14 квалитет; Определим количество переходов для поверхности 6
Назначаем При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии: - черновое точение – 14 квалитет; - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; - шлифование– 6 квалитет Определим количество переходов для торца 7:
Назначаем - черновое точение – 14 квалитет - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; Определим количество переходов для торца 8:
Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 9:
Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 10:
Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 11:
Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 12:
Назначаем - черновое точение – 14 квалитет - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; Определим количество переходов для поверхности 13
Назначаем При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии: - черновое точение – 14 квалитет; - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; - шлифование– 6 квалитет На остальные поверхности назначаем однократную обработку Заносим в таблицу 5 план обработки на каждую поверхность Таблица 5 - План обработки детали «Вал»
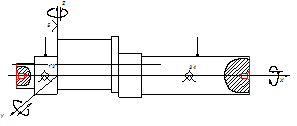
6.2 Выбор вариантов схем базирования заготовки На первой фрезерно-центровальной операции базируем заготовку по наружным поверхностям диаметром 33 и 34 мм, выбрав ее в качестве черновой базы, для одновременной обработки торцов и сверления центровых отверстий. Данная схема базирования лишает заготовку 5 степеней свободы - перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Наружная цилиндрическая поверхность является двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец является опорной базой и лишает заготовку 1 степени подвижности. Наружная цилиндрическая поверхность является черновой базой и используется на черновых операциях. Такая схема реализуется при установке заготовки в тисках с призматическими губками.
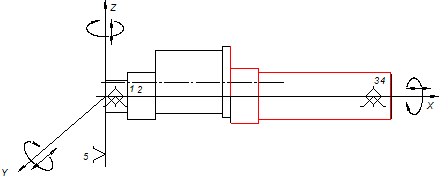
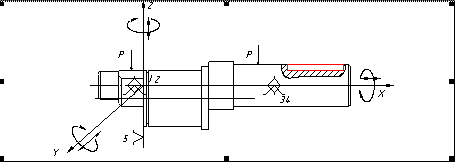
Рисунок 5 - Схема базирования заготовки 015 операции На 020 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30,233 и 35 и подрезки торцов в размер 102 и 84 мм Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.
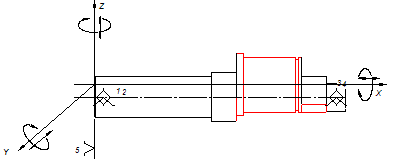
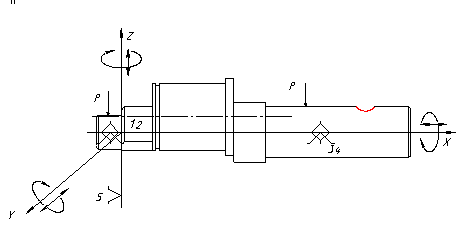
Рисунок 6 - Схема базирования заготовки 020 операции На 025 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав их в качестве чистовой базы и торцу для обработки поверхности диаметром 45,40,239 и подрезки торцов в размер 74, 79 мм, а также обработки канавки диаметром 37,5 Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в центросместитильный патрон и задний центр.
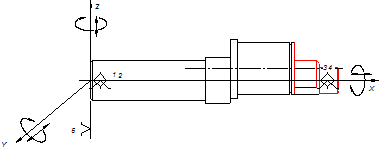
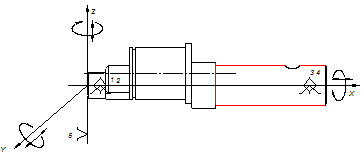
Рисунок 7 - Схема базирования заготовки 025 операции На 030 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30 и 20,233 и подрезки торцов в размер 32 и 14 мм Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.
Рисунок 8 - Схема базирования заготовки 020 операции На фрезерных 035,040 операциях базируемся по цилиндрической поверхности и торцу для обработки, шпоночного паза 8 и лыски радиусом 7. Данная схема базирования лишает заготовку 5 степеней свободы. Торец - опорная база, лишающая заготовку 1-ой степени свободы, цилиндрическая поверхность – двойная направляющая база, лишающая заготовку 4-х степеней свободы. Торец и цилиндрическая поверхность являются чистовыми базами. Для закрепления приложена сила P.Данная схема реализуется при установки заготовки в спец. приспособление и призмы.
Рисунок 9 - Схема базирования заготовки 035 операции
Рисунок 10 - Схема базирования заготовки 040 операции На шлифовальных 055,065 операции применяется базирование в поводковом патроне и заднем центре. Данная схема базирования применяется для шлифования поверхностей диаметром 20 k6, 30 k6 шероховатостью Ra=1,25 мкм. Данная схеме базирования лишает заготовку 5-ти степеней свободы - перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Ось является двойной направляющей базой и лишает деталь 4 степеней свободы; торец являются опорной базой и лишает 1 степени свободы.
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (17)
(17) ,
, ,
,
 ,
, ,
, ,
, ,
, ,
, ,
, ,
, ,
, ,
, ,
,