|
Отчет по практике: Совершенствование технологии в заготовительных, обрабатывающих и сборочных цехах4 ОХРАНА ТРУДА 4.1 Анализ опасных и вредных производственных факторов и меры для их снижения Опасный производственный фактор – это фактор, воздействие которого на человека в определенных условиях может привести к травме или резкому ухудшению здоровья (передвигающиеся части машин, транспорт, электрический ток, расплавленный металл, работа на высоте и т.д.). Вредный производственный фактор – это фактор, воздействие которого на работающего в определённых условиях может привести к профессиональному заболеванию или снижению работоспособности (вредные газы, пары, пыль, шум, вибрация, плохое освещение, излучение и т.д.). Согласно ГОСТ 12.0.003-74 ССБТ «Опасные и вредные производственные факторы. Классификация» производственные факторы разделяют на 4 группы: [10]. 1. Физически опасные и вредные производственные факторы (вращающиеся, передвигающиеся части машин, шум, ультразвук, вибрация и т.п., что имеет физическую природу). 2. Химически опасные и вредные производственные факторы, которые разделяются на подгруппы: а) общетоксического действия - СО, Н2S, ароматические углеводороды (поражают центральную нервную систему, кровь); б) раздражающего действия, действующие на дыхательные пути и слизистые оболочки (пары щелочей, кислот, пары аммиака); в) сенсибилизирующего действия, вызывающие аллергические проявления (формальдегид, различные растворители и лаки на основе нитросоединений, ртуть, аминосоединения); г) канцерогенного действия - приводят к злокачественным заболеваниям (бензопирен, сажа, асбест, нефтепродукт); д) мутагенного действия, приводящие к изменению наследственной информации (соединения свинца, пары ртути, оксид этилена); е) влияющие на репродуктивную функцию - ртуть, свинец, стирол, радиоактивные вещества и другие. 3. Биологически опасные и вредные производственные факторы (макро- и микроорганизмы, бактерии, вирусы и т.п.). 4. Психофизиологические опасные и вредные производственные факторы (физические перегрузки - статическая, динамическая, гиподинамическая нагрузка и нервно-психические нагрузки, монотонность труда). В ФЛЦ – 1 опасными производственными факторами являются: - расплавленный и раскалённый металл; - выделение загрязняющих веществ; - избыточное выделение теплоты при, заливке литейных форм расплавом, сушке форм и стержней, выбивке отливок, термообработке. части машин, механизмов, движущихся частей оборудования; - передвигающиеся изделия, заготовки, материалы. К вредным производственным факторам относятся: - повышенная или пониженная температура; - вредные вещества: окись углерода является основным вредным производственным фактором в литейном цехе. Источники, залитые формы в процессе их остывания, сушильные печи и другое; - влажность; - подвижность воздуха рабочей зоны; - повышенный уровень вибрации при работе формовочных машин; - повышенный уровень инфразвуковых колебаний, ультразвука, ионизирующих излучений; - недостаточная освещённость рабочей зоны; - повышенный уровень шума при работе формовочных машин, выбивных решёток, при обрубке и очистке отливок; - опасное напряжение в электрической цепи пульта управления трансформаторных подстанций, оборудования; - физические и нервно-психические перегрузки. 4.2 Анализ мероприятий по защите окружающей среды Основными источниками загрязнения атмосферы пылью, окисью углерода, сернистым ангидридом и водоемов механическими взвесями в литейных цехах являются, оборудование, связанное с приготовлением, транспортировкой и использованием формовочных и стержневых смесей.[10] Для очистки производственных сточных вод (ПСВ) фасонолитейного цеха применяются следующие методы: механическая очистка: отстаивание, фильтрование. С этой целью в ФЛЦ – 1 используются: высокопроизводительный многоярусный отстойник, песколовки, фильтры. Учитывая непрерывный характер литья заготовок в фасонолитейном цехе, установлена установка флокулятор. Данный тип аппарата совмещает конструктивные элементы открытого гидроциклона и радиального отстойника. Для очистки ПСВ от масел применяются маслоловушки. Учитывая характер загрязнения ПСВ в данном цехе, применяют двухступенчатую очистку сточных вод: в начале в заглубленных отстойниках в виде ям гидроциркулярного типа, а затем в горизонтальных. Учитывая тенденции повышения требований к качеству очищенной воды, используют трех и четырех ступенчатые схемы. В данном случае вторая ступень – это отстойники со встроенной камерой флокуляции, а третья и четвертая – фильтры различных конструкций. Осадки из отстойников удаляются гидротранспортом в шламонакопители расположенные в близи территории завода. Отходы производства вывозят автомобильным или железнодорожным транспортом в места определенные органами санитарного надзора. Обязательно должна быть рассмотрена возможность использования отходов для нужд собственного производства. 4.3 Пожарная безопасность Пожар, это неконтролируемый процесс горения, сопровождающийся уничтожением материальных ценностей и создающий опасность для жизни людей. В цехе используются высокотемпературные процессы, поэтому существует постоянная опасность возникновения пожара. По пожарной опасности производства литейный цех относится к категории Г. Пожар в цехе может возникнуть по причинам электрического и неэлектрического характера. К причинам электрического характера относятся: - короткое замыкание; - неисправность или перегрузка электрооборудования; - искрение от нарушенной изоляции; -электрическая дуга, возникающая между контактами рубильников и других электрических устройств, приводящая к локальному перегреву; -возгорание материалов вследствие разрядов статического электричества. К причинам неэлектрического характера можно отнести: -неисправность, неправильная эксплуатация производственного оборудования; -нарушение технологического процесса; -нарушение противопожарного режима. Методы тушения пожаров: 1 снижение температуры горящего вещества; 2 снижение концентрации окислителя (изоляция очага горения от воздуха или снижение процентного содержания кислорода путем разбавления воздуха негорючими газами); 3 химическое торможение реакции горения (ингибирование); 4 механический сбив пламени (отрыв пламени в результате воздействия на него сильной струи газа или воды).[11] Средства тушения пожаров: вода, пены (механические и химические), водные эмульсии различных химикатов, водяной пар, инертные гасящие вещества (углекислый газ, азот, дымовые газы), хладоны и порошки. Чаще всего применяется вода. Водой нельзя тушить электроустановки под напряжением и легкие нефтепродукты, так как они плавают на ее поверхности. Пену применяют для тушения твердых и жидких веществ, не взаимодействующих с водой. Инертные гасящие вещества применяют для тушения веществ, взаимодействующих с водой, ценных предметов и электроустановок под напряжением. Углекислый газ не применяют для тушения щелочных металлов, кислородсодержащих веществ, а также тлеющих материалов. Для тушения этих веществ используются азот и аргон. [11]. В качестве первичного средства тушения пожаров применяются огнетушители, которые в зависимости от используемых веществ, делятся на углекислотные, химические пенные, воздушно-пенные, хладоновые, порошковые и комбинированные, также внутренние пожарные краны, ручные насосы, баки с водой, ящики с песком, пожарный инструмент и инвентарь. В настоящее время основным направлением обеспечения пожарной безопасности в ФЛЦ -1 является внедрение автоматических установок пожаротушения, которые подразделяются на водяные, пенные и газовые. В цехе предусмотрены пожарные щиты с набором огнетушителей (пенных -2, углекислотных-1), ящиков с песком – 1. Согласно ГОСТ 12.1.004-76 ССБТ, помещение оснащено электрической пожарной сигнализацией, которая предназначена для обнаружения начальной стадии пожара и сообщения о месте его возникновения. 4.4 Организация освещения и вентиляции производственных цехов Одним из важнейших параметров производственной обстановки является освещение. Рациональное освещение обеспечивает достаточные условия для осуществления работающими своих функциональных обязанностей. К освещению производственных помещений предъявляются следующие требования: обеспечение достаточной освещенности на рабочих поверхностях, высокое качество, надёжность, удобство управления и обслуживания, экономичность сооружений и эксплуатации, обеспечение пожарной и электробезопасности. Достаточная освещённость на рабочих поверхностях обеспечивается выполнением нормативных требований, устанавливающих нормы освещённости в зависимости от характеристики зрительной работы, определяемой степенью её точности, т.е. размером объекта различения. Естественное освещение в цехе создаётся солнечным светом через световые проёмы и подразделяется на боковое (через световые проёмы в стенах), верхнее (через световые проёмы в аэрационных фонарях) и комбинированное (верхнее и боковое). Здание цеха относится к помещениям с недостаточным естественным освещением, поэтому, в соответствии с СНиП II–4–79, в качестве источников света в настоящее время применяют лампы накаливания или газоразрядные лампы. Для создания благоприятных условий труда в цехе (ГОСТ 12.1.005-88. ССБТ. «Общие санитарно-гигиенические требования к воздуху рабочей зоны»), предусмотрена приточно-вытяжная вентиляция с термовентиляционными установками, которая включает агрегаты кондиционирования воздуха подаваемого в цех и вытяжные системы с очисткой отходящего воздуха. Во всех точках выделения вредных примесей наряду с вытяжными предусмотрены компенсирующие подводы свежего воздуха, что исключает неорганизованные потоки воздуха в цехе с сопутствующими им сквозняками и перемещениями пыли и других вредных веществ. Помимо общей приточно-вытяжной вентиляции, также производится и интенсивный отсос запыленного воздуха от оборудования, работа которого приводит к пылеобразованию. К пылящему оборудованию относятся формовочная установка, конвейеры, перерабатывающие и транспортирующие отработанную формовочную смесь и выбивная решётка. Местная вентиляция обеспечивает вентиляцию непосредственно у рабочего места и подразделяется на приточную и вытяжную. Местная приточная вентиляция служит для создания требуемых условий в ограниченной зоне помещения, а местная вытяжная вентиляция – для улавливания вредных веществ непосредственно у места их выделения и предотвращения их распространения в атмосферу рабочей зоны и всего помещения. Устройства местной вентиляции (местные отсосы) условно разделяются на отсосы открытого и закрытого типа. В качестве местной вытяжной вентиляции на формовочных установках применяются вытяжные зонты (отсос открытого типа) и камеры (местная вентиляция закрытого типа). Вытяжные зонты служат для улавливания потоков вредных веществ, а также пыли направленных вверх. Их рекомендуется применять, когда источник образования пыли, паров и газов перемещается на значительной площади рабочего места. В ФЛЦ-1 это выбивная решетка. Камеры служат для полной вентиляции оборудования, выделяющего вредные вещества и большое количество пыли. В цехе камеры необходимы в местах очистки выбитых опок. 5 ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ 5.1 Анализ оборудованияВ ходе прохождения практики были собраны данные по очистным установкам и методам очистки, которые используются в цехе. Изучены технические характеристики применяемых установок. В результате проведён критический анализ, который приведён ниже. 5.1.1 Дробемётная установка модели 42115 Для очистки крупных и средних отливок применяют тележечные камеры периодического действия. Отливки устанавливают на самоходную тележку, которая въезжает в камеру. Тележка имеет вращающийся стол, в процессе очистки стол вместе с отливкой медленно поворачивается вокруг вертикальной оси. Достоинствами такой камеры является возможность обработки отливок с разных сторон без выгрузки их из камеры и смены положения. Организовать работу такой установки намного проще, чем дробемётных камер непрерывного действия. Использование таких установок целесообразно независимо от серийности производства. Внутри дробеметной камеры периодического действия на стенах установлены дробеметные аппараты. Тележка, на которую устанавливают отливки имеет поворотный стол, что позволяет проводить очистку независимо от расположения дробемётных аппаратов. Устройства для возврата дроби после ее использования должны собрать всю дробь и доставить ее к питающему патрубку дробеметногo аппарата. Обычно под транспортирующим отливку органом расположен приемник — это, как правило, конусообразная емкость, куда падает дробь, потерявшая скорость. Из этой емкости дробь по наклонному днищу или с помощью шнекового конвейера подается к ковшовому элеватору, который поднимает ее над камерой установки. Из элеватора дробь поступает в воздушный сепаратор для очистки — отделения от дроби песка и пылевидных частиц. После сепарации очищенная дробь поступает к дробеметным аппаратам. Эти камеры способны эффективно обрабатывать как средние так и крупногабаритные отливки большой массы. Технические характеристики установки представлены в таблице 5.1. Таблица 5.1 – Технические характеристики установки модели 42115
Дробемётная установка имеет ряд недостатков: для обработки фасонных деталей необходимо использовать специальные поддоны; наличие дробемётного аппарата приводит к повышенной запыленности в камере, увеличивает уровень шума, ухудшает условия труда. 5.1.2 Камера гидроочистки литья на базе ЛН-408 Гидроочистка литья подразумевает очищение отливки от остатков формовочной и стержневой смеси посредством давления воды. Такой способ очистки применяется, в основном, для песчано-глинистых смесей, но возможна очистка и от ХТС, только если её плотность составляет 1,3..1,8 МПа. По сравнению с выбивкой стержней сухим способом (с помощью вибрационных машин и вручную), при гидравлической очистке стержней полностью отсутствует пылеобразование, сохраняются для повторного использования стержневые рамки и каркасы и значительно ускоряется процесс выбивки стержня. Применение гидравлической выбивки стержней, однако. Ограничивается достаточно крупными и сложными отливками, имеющими большой объём или сложную форму стержней. Основные преимущества гидрокамер: универсальность, простота обслуживания. К недостаткам можно отнести низкую производительность и КПД (30-60 %) вследствие больших затрат времени на вспомогательные операции, недостаточный коэффициент унификации. Производительность гидрокамер составляет 3-12 т/ч. Объемный расход воды высокого давления на 1т. литья колеблется от 4 до 25 м³/час и определяется прочностью стержней в отливке. Техническая характеристика: Габаритные размеры очищаемого литья 3,5×2,5×2,5; Грузоподъемность стола 10т; Рабочее давление в гидросистеме 40…50 кг с/см²; Расход воды на тонну литья 9 м³. В конструкцию камеры входят: металлический корпус, кабина мониторщика с гидромониторами, гидропривод управления мониторами, прожекторная установка для освещения пространства внутри камеры, двери гидрокамеры, поворотный стол, на который загружаются отливки подвергаемые обработке, перекрытие подвала, эстакада с инерционным грохотом, сепаратор, резервуар для пульпы, насосная установка. Камера имеет конструкцию тупикового типа и предусматривает ручное управление гидромонитором, что требует постоянного применения ручного труда. Несмотря на отсутствие пылеобразования, гидрокамера оказывает большой эффект загрязнения цеха, так как в результате очистки большое количество воды и сбитой с поверхности отливки смеси попадает за пределы камеры. Образующаяся вокруг камеры грязь ухудшает условия труда рабочих и мешает самому рабочему процессу. 5.2 Составление классификатора За период практики были собраны данные по составам формовочных смесей, их свойствам и практическому применению к конкретным отливкам, изучены технологические процессы получения отливок различной конфигурации и массы. На основании полученных данных и ознакомлении с чертежами, изготавливаемых в цехе отливок, был составлен классификатор типовых отливок (таблица 5.2). Таблица 5.2 – Классификатор типовых отливок
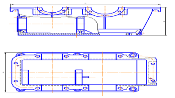
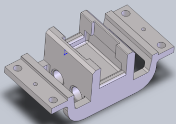
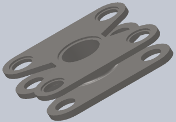
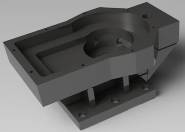
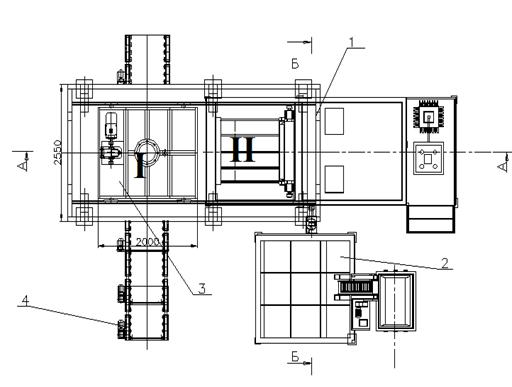
Данный классификатор в дальнейшем будет использоваться при выполнении дипломного проекта. 5.3 Работа проектируемого комплекса Согласно параметрам отобранных типовых отливок, свойствам изученных в ходе прохождения практики формовочных и стержневых смесей, а также недостатков используемых установок была усовершенствована конструкция комплекса электрогидроочистки литья. Схема проектируемого комплекса представлена на рис.5.2. Описание работы комплекса: Контакт командоаппарата подаёт сигнал на электромагнитный пускатель, который включает привод секции рольганга 4 , которая подаёт платформу с отливкой на позицию I. Когда платформа будет перед камерой на позиции I, срабатывает выключатель и секция рольганга останавливается. Далее контакт подаёт сигнал на пускатель, который включает привод манипулятора-перестановщика, который подъезжает к платформе и начинает свою работу: происходит опускание захватов, захват отливки, подъём отливки и
Рисунок 5.2- Схема проектируемого комплекса её перемещение на позицию II. При достижении крайнего положения перестановщик опускает отливку на раму подъемника электрогидроустановки 1 и разжимает захваты, после чего возвращается на начальную позицию. При опускании отливки на раму подъёмника срабатывает силоизмерительный датчик, который подает сигнал к работе подъёмника. Подъёмник опускает отливку в рабочий бак камеры, достигнув конечного выключателя он останавливается, включается привод кожуха. Кожух накрывает рабочий бак и достигая конечного выключателя останавливается. После этого контакты подают сигналы, которые через регуляторы включают приводы продольного перемещения манипулятора с электродом, перемещая их в рабочее положение. Далее перемещается тележка с механизмом опускания и поворота электрода, тележка движется по заданным координатам. В рабочих точках срабатывают контакты и электрод опускается на заданную глубину. На электрододержатели, закреплённые на механизме перемещения по оси Y, подаётся напряжение и начинается очистка отливки. Одновременно включаются электромагнитные шаговые реле времени манипуляторов. Реле времени через заданное время включает приводы поворота манипуляторов на заданный угол, достигнув которого приводы выключаются. Когда закончится очистка, все операции произойдут в обратном порядке. В баке установлены радиоизотопные датчики уровня (верхний и нижний). При достижении в баке минимально допустимого уровня срабатывает сигнализатор, через пускатель включает привод водяного насоса, который питает бак водой. При достижении водой в баке датчика сигнализатор выдаёт команду на прекращение питания бака водой ПЕРЕЧЕНЬ ССЫЛОК1. Абрамов Г.П. Справочник молодого литейщика. - М.:Высш.шк., 1983. - 208 2. Справочник по чугунному литью/ Под ред. Н.Г. Гиршовича. - Л.:Машиностроение, 1978. - 758 с. 3. Ложичевский А.С. Литейные металлические модели. - М.:Машиностроение, 1973. - 349 с. 4. Липницкий А.М., Морозов Н.В. Справочник рабочего-литейщика. - Л.:Машиностроение, 1976. - 344 с. 5 .Типаж технологического оборудования для литейного производства на 1986 - 1990 гг. - М.:В НИИЛИТМАШ., 1985. - 112 с. 6. Емельянова А.П. Технология литейной формы. - М.:Машиностроение, 1968. - 248 с. 7. Воздвиженский В.М., Жуков А.А. Контроль качества отливок. - М.:Машиностоение, 1990. - 240 с. 8. Могилев В.К., Лев О.И. Справочник литейщика.- М.:Машиностроение, 1988. - 272 с. 9. Василевский П.Ф. Технология стального литья. - М.:Машиностроение, 1974. - 408 с. 10. Балабин В.В. Изготовление деревянных модельных комплектов в литейном производстве: Учеб пособие. - М.:Высш. школа, 1976. - 285 с. 11. Методические указания к практическим занятиям по дисциплине «Технологические основы литейного производства». - Краматорск:КИИ,1987. - 24 с. 12. Методические указания к практическим и самостоятельным занятиям по дисциплине «Проектирование и производство оснастки» для студентов специальностей 7.090205, 7.090405. - Краматорск: ДГМА, 1997. - 84 с. 13. Бринза В.Н., Зиньковский М.А. Охрана труда в черной металлургии. -М.:Металлургия, 1982, - 336 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||