|
Реферат: Загальна теорія точності механічної обробкиРеферат: Загальна теорія точності механічної обробкиЗагальна теорія точності механічної обробки 1. Оцінка точності обробки за допомогою визначення загальних похибок та їх складових Точність деталі взагалі не має кількісної оцінки. Не можна казати, що точність дорівнює якійсь величині. Тому, як викладалось у темі 2, за міру точності приймають величини відхилень дійсних значень різних параметрів деталей від їх теоретичних або розрахункових значень. Таким чином, точність обробки оцінюється величинами дійсних відхилень параметрів або похибками обробки. В умовах виробництва часто немає потреби навіть вимірювати похибки обробки. Достатньо визначити, чи знаходяться дійсні відхилення параметрів у межах заданих допусків, тобто встановити: ці деталі придатні, чи браковані. Але, щоб гарантувати стабільну точність обробки і відсутність браку, технолог зобов’язаний знати та прогнозувати не тільки загальні величини можливих похибок обробки, а й величини їх складових, що з’являються від дії різних причин та факторів систематичного і випадкового характеру. Похибки, що виникають при виготовленні заготовок, обробці деталей різанням та інших видах обробки, при контролі та складанні, можна поділити на три види: систематичні постійні; систематичні, які закономірно змінюються, та випадкові. Систематичні та випадкові похибки по-різному впливають на
загальну точність обробки. Систематичні постійні та змінні похибки зміщують
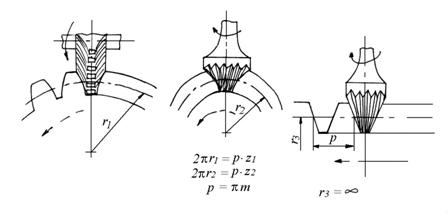
центр групування дійсних відхилень розмірів ( 2. Систематичні похибки обробки Систематичними називаються похибки, які для всіх оброблених заготовок (деталей) розглядуваної партії залишаються постійними або ж закономірно змінюються від кожної попередньої заготовки до наступної. У першому випадку похибка називається постійною, а у другому – змінною. Основними причинами виникнення систематичних постійних та змінних похибок можуть бути: 1. Похибки теоретичної схеми обробки. 2. Неточність, зношування та деформації верстатів, пристроїв та інструментів у ненавантаженому стані, а також під впливом зусиль різання. 3. Силові пружні деформації оброблюваних заготовок. 4. Теплові деформації елементів технологічної системи. Похибки налагодження верстатів на розміри обробки (загальна похибка обробки утворюється з декількох випадкових величин, а у випадку обробки всієї партії заготовок на одному налагодженні верстата діє як постійна систематична похибка). 3. Випадкові похибки обробки Випадковими називаються похибки, які для різних заготовок розглядуваної партії мають різні значення, причому їх поява не підкоряється ніякій очевидній закономірності. Випадкові похибки виникають в результаті дії великої кількості незв’язаних між собою факторів. Визначити заздалегідь момент появи і точну величину цієї похибки для кожної конкретної деталі в партії не можливо. Випадкові похибки можуть бути безперервними і дискретними. Безперервна випадкова похибка має будь-які числові значення в межах певного інтервалу. Прикладами безперервних випадкових похибок можуть бути: – положення заготовки на верстаті; – похибки обробки, що викликаються відтисканням елементів технологічної системи під впливом нестабільних сил різання. Дискретні випадкові похибки в технології машинобудування зустрічаються рідко. До них можна віднести, наприклад, похибку регулювання при використанні пристосувань ступінчастого типу. Причинний зв’язок між випадковою похибкою і факторами, що викликають її появу, іноді буває відомим (явним), а іноді не достатньо відомим. Наприклад, для конкретного випадку обробки може бути виявлена залежність пружних відтискань технологічної системи від величини припуску, що знімається. Фактори, що викликають отримання різних діаметрів отворів, оброблених однією розверткою, є поки ще повністю нез’ясованими. Визначити випадкову похибку для кожної деталі в партії практично не можливо, проте можна встановити межі зміни цієї похибки. При явно вираженому зв’язку між випадковою похибкою і факторами, що викликають її появу, межі зміни випадкової величини можуть бути визначені аналітичними розрахунками. Наприклад, різницю граничних відстаней від вимірювальної бази до оброблюваної поверхні, яка представляє собою похибку базування, можна заздалегідь обчислити, знаючи допуск на розмір заготовки. При неявному (невиявленому) зв’язку між випадковою похибкою та факторами, що впливають на її появу, межі зміни випадкової величини можуть бути встановлені на базі експериментальних досліджень. В процесі вивчення явищ невиявлені раніше зв’язки стають явними. В результаті цього можна більш повно враховувати вплив різних технологічних факторів на точність механічної обробки при розробці технологічного процесу. Типовими причинами, що викликають появу випадкових похибок, діють одночасно і незалежно одна від одної, можуть бути: 1. Коливання величини припуску на обробку поверхні. 2. Коливання твердості оброблюваного матеріалу. 3. Зміни положення оброблюваних заготовок у пристроях, пов’язані з похибками їх базування та закріплення. 4. Неточності встановлення елементів технологічної системи на упорах. 5. Коливання температурного режиму обробки. 6. Коливання пружних відтискань елементів технологічної системи під впливом нестабільних зусиль різання. 4. Загальна характеристика методів дослідження та розрахунки точності механічної обробки точність обробка похибка технологічний Відомі три методи дослідження і розрахунку точності механічної обробки: ймовірнісно-статистичний, розрахунково-аналітичний та розрахунково-статистичний. Суть ймовірнісно-статистичного методу, його можливості, переваги та недоліки розглянуті вище у п. 3.2.2. Суть розрахунково-аналітичного методу полягає в оцінюванні точності за аналітичними або емпіричними формулами для строго визначених умов виконання технологічного процесу. Перевагою цього методу є врахування фізичних явищ у розглядуваному процесі з виявленням причин утворення похибок. Недолік цього методу полягає у відсутності необхідних розрахункових формул для різноманітних конкретних процесів, що обмежує його практичне використання. Розрахунково-статистичний метод базується на використанні переваг ймовірнісно-статистичного і розрахунково-аналітичного методів. Цей метод, як досить гнучкий, дозволяє визначити похибку процесу шляхом оцінки його окремих складових розрахунковим або статистичним шляхом. При нестачі розрахункових даних цей метод переважно носить ймовірнісно-статистичний характер. Разом з тим, окремі складові похибок можуть бути розраховані аналітично. Далі розглянемо розрахунок похибок, що виникають під час механічної обробки, розрахунково-аналітичним методом. 5. Похибки, що викликаються різними технологічними факторами та методи їх розрахунку 5.1 Похибки теоретичної схеми обробки Цей вид похибок виникає внаслідок заздалегідь свідомо допущених відхилень за конструктивно-технологічними, або економічними міркуваннями від теоретично точної схеми обробки. При обробці деяких складних профілів фасонних деталей сама схема обробки припускає певні допущення і приблизні розв’язання кінематичних задач та спрощення конструкції різальних інструментів, що викликає появу систематичних похибок (звичайно систематичних похибок форми). Наприклад, при нарізанні зубчастих коліс черв’ячними фрезами теоретична схема операції (кочення зубчастого колеса, що нарізається по прямолінійній рейці осьового перерізу черв’ячної фрези) свідомо порушується нахилом канавки, що створює різальні леза фрези, і це призводить до появи систематичної похибки евольвентного профілю зуба. Аналогічно виникають похибки евольвенти зуба в процесі стругання довбачем у зв’язку з порушенням правильного профілю останніх при створенні переднього кута при заточуванні. При нарізанні зуба модульними фрезами систематичну похибку профілю зуба викликає невідповідність кількості зубів, що нарізаються, розрахунковому числу, для якого спроектована фреза. При фрезеруванні та нарізанні різі обертовими різцями (вихрове нарізання) кінематична схема операції визначає появу огранки (хвилястості) поверхні різі, що є систематичною похибкою форми поверхні. Розглянемо докладніше деякі приклади похибок теоретичної схеми обробки. Приклад 1. Нарізання зубів зубчастих коліс дисковими або кінцевими модульними фрезами методом копіювання (ділення). Профіль робочої частини модульної фрези (рис. 1) представляє собою копію профілю западини зубчастого колеса, що нарізається. Профіль западини зубчастого колеса залежить від числа зубів z та модуля m при однаковому куті профілю. Тому для кожного модуля і числа зубів колеса теоретично необхідно мати окрему фасонну фрезу. З техніко-економічних міркувань з метою зменшення номенклатури інструменту застосовують комплекти у складі 8 або 15 номерів фрез однакового модуля. Кожна фреза комплекту призначена для обробки групи коліс з різним числом зубів. Так, фреза другого номера з комплекту у 8 фрез призначена для коліс з числом зубів від 14 до 16, а фреза сьомого номера – для коліс з числом зубів від 55 до 134. Розрахунок профілю фрези ведеться по колесу з мінімальним числом зубів кожної групи. Всі інші колеса групи будуть мати заздалегідь визначені похибки обробки.
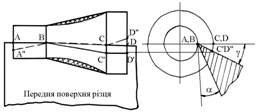
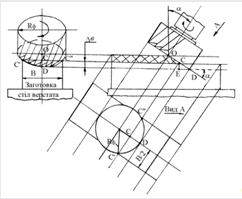
Рис. 1. Схема утворення систематичної похибки при нарізанні зубів методом копіювання Приклад 2. Обробка конічних поверхонь фасонними радіальними різцями (рис. 2). Теоретично точні радіальні фасонні різці, у яких передній кут γ ≠ 0, а кут нахилу різальної кромки λ = 0, повинні мати криволінійну різальну кромку, що технологічно важко виконати. Тому при профілюванні таких різців для обробки конусів часто визначають тільки граничні точки різальної кромки (А В С´ D´) і з’єднують їх прямими лініями. У цьому випадку виникають похибки форми конічної поверхні. Якщо усунути похибки профілю на конічній поверхні деталі за рахунок кута нахилу λ ≠ 0 різальної кромки А. В С´´ D´´, то виникнуть похибки форми на її циліндричних поверхнях.
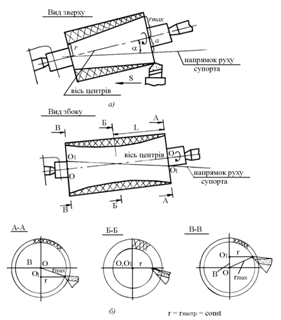
Рис. 2. Схема утворення систематичної похибки при точінні конічної поверхні радіальними різцями 5.2 Похибки, що виникають внаслідок неточності, зношування та деформації верстатів Похибки виготовлення та складання верстатів обмежуються нормами державних стандартів, які визначають допуски і методи перевірки геометричної точності верстатів, тобто точності верстатів у ненавантаженому стані. Дані про точність верстатів наведені у паспортах на них. Похибки геометричної точності верстатів повністю або частково переносяться на оброблювані заготовки. Похибка обробки виникає внаслідок відхилення фактичної траєкторії переміщення різального інструменту відносно оброблюваної поверхні від траєкторії, передбаченої кінематичною схемою при виготовленні. На нових верстатах похибка, що пов’язана з їх геометричною точністю, порівняно мала, але при спрацюванні елементів верстата похибка значно збільшується. Геометричні неточності верстата викликають сталу систематичну похибку форми і взаємного розташування поверхонь оброблюваних заготовок. Величина цих систематичних похибок піддається попередньому аналізу і підрахунку. Приклади1. При непаралельності осі шпинделя токарного верстата напрямку руху супорта у горизонтальній площині циліндрична поверхня оброблюваної заготовки, закріпленої в патроні верстата, перетворюється в конічну (рис. 3, а). При цьому зміна радіуса r заготовки дорівнює відхиленню a осі від паралельності по відношенню до напрямних на довжині заготовки, тобто: rmax = r + a. При непаралельності осі шпинделя відносно напрямних у вертикальній площині оброблювана поверхня набуває форми гіперболоїда обертання (рис. 3, б), найбільший радіус якого:
де в – відхилення осі шпинделя від паралельності по відношенню до напрямних верстата L оброблюваної заготовки. 2. Биття шпинделів токарних і круглошліфувальних верстатів, що викликається овальністю підшипників та опорних шийок шпинделів, викривлює форму обробленої заготовки у поперечному перерізі. Овальність шийок шпинделів в цьому випадку переноситься на заготовку, оскільки при її обробці шийки шпинделів весь час притискаються до певних ділянок поверхонь підшипників. 3. Биття передніх центрів токарних і круглошліфувальних верстатів при правильному положенні осі шпинделя викликають перекошення осі оброблюваної поверхні при збереженні правильного кола у поперечному перерізі заготовки.
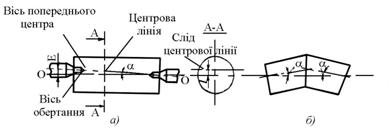
Рис. 3. Похибки форми при обточуванні циліндричних заготовок Причинами биття переднього центра в цьому випадку можуть бути: биття осі конічного отвору шпинделя; биття осі переднього центра по відношенню до осі його хвостовика; неточність посадки переднього центра в конічному отворі шпинделя. На рис. 4, а показано, що при битті переднього центра центрова лінія в процесі обробки описує конус з вершиною біля заднього центра. Основа цього конуса дорівнює биттю переднього центра, а віссю конуса є вісь обертання шпинделя верстата. В результаті обточування у поперечному перерізі заготовки (переріз А–А) виходить правильне коло заданого радіуса (оскільки обертання заготовки відбувається навколо правильно розташованої і постійної осі обертання ОО шпинделя), але слід центрової лінії, що з’єднує центрові отвори заготовки, опиняється зміщеним від центра перерізу на відстань е. Після обробки заготовка набуває форми циліндра, вісь якого нахилена по відношенню до лінії центрових отворів на кут α. При цьому: sinα = e/L, де L – довжина заготовки; е – ексцентриситет переднього центра.
Рис. 4. Вплив биття переднього центра на точність обробки: а – похибка при обточуванні за одне встановлення; б – похибка при обточуванні з перевстановленням заготовки У окремих випадках при обточуванні за два встановлення оброблена заготовка має дві осі з найбільшим кутом перетину осей, рівним 2α (риc. 4, б). 4. Зношування напрямних призводить до зміни положення окремих вузлів верстата, що викликає додаткові похибки оброблюваних заготовок. Нерівномірне зношування передньої та задньої напрямних токарного верстата викликає нахил супорта і зміщення вершини різця у горизонтальній площині, що безпосередньо збільшує радіус оброблюваної поверхні. Нерівномірність зношування напрямних по їх довжині призводить до появи систематичної похибки форми оброблюваної заготовки. Відхилення від перпендикулярності шпинделя вертикально-фрезерного верстата до поверхні стола у поздовжньому напрямку викликає ввігнутість поверхні (рис. 5) [2]. З рисунка 5 вид збоку: з ΔСDE: Δв=СЕ=CD·sinα; вид А: з ΔOC'C:
Тоді:
де Δв – величина ввігнутості поверхні. Неперпендикулярність осі шпинделя вертикально-фрезерного верстата відносно площини його стола поперечному напрямку викликає непаралельність оброблюваної площини по відношенню до установчої, яка за величиною дорівнює лінійному відхиленню від перпендикулярності на ширині заготовки.
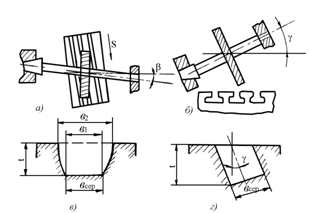
Рис.5 Вплив відхилення від перпендикулярності шпинделя вертикально-фрезерного верстата на форму оброблюваної поверхні
Рис. 6. Вплив геометрії похибок при фрезеруванні прямокутних пазів 6. Відхилення β від перпендикулярності осі обертання фрези до пазів стола (рис. 6, а) і відхилення γ від паралельності осі обертання фрези робочій поверхні стола (рис. 6, б) викликають відповідно збільшення ширини паза (рис. 6, в) і його поворот (рис. 6, г). При одночасній дії похибок β і γ збільшення ширини паза в його верхній частині, враховуючи малі значення кутів β і γ, для практичних цілей можна визначити за спрощеною залежністю:[2]:
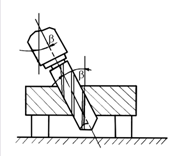
де Dф – діаметр фрези; t– глибина паза. 7. Відхилення від перпендикулярності напрямних шпиндельної бабки відносно стола вертикально-свердлильного верстата проявляється у вигляді відхилення від перпендикулярності обробленого отвору відносно бази (рис. 7).
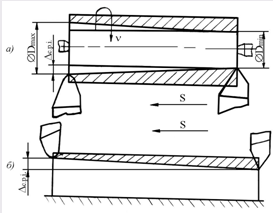
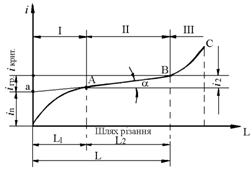
Рис. 7. Вплив геометричної неточності вертикально-свердлильного верстата на точність розташування оброблювального отвору Похибка від геометричної неточності верстата може бути визначена також за довідником [4, с 53–70]. 5.3 Похибки від розмірного зношування різального інструменту У процесі механічної обробки різальний інструмент піддається зношуванню. З точки зору впливу зношування на точність обробки необхідно розглядати так зване розмірне зношування, яке вимірюється у напрямку нормалі до обролюваної поверхні. При значних розмірах заготовки зношування впливає на геометричну форму (рис. 8, а), а також розташування (рис. 8, б) оброблюваної поверхні. При обробці заготовок невеликих розмірів зношування позначається на зміні розмірів послідовно оброблюваних заготовок. Зношування інструмента у залежності від шляху різання характеризується кривою, наведеною на рис. 9. Процес зношування можна поділити на три періоди: перший період (відрізок І) короткочасний і характеризується активним зношуванням у зв’язку з припрацюванням інструменту; другий період (відрізок ІІ) – це нормальне зношування інструмента, коли спостерігається приблизно лінійна залежність зношування від шляху різання; третій період (відрізок ІІІ) характеризується різким зростанням зношування, за яким наступає невдовзі руйнування різальної кромки. Зношування інструмента по закінченню другого періоду називають гранично допустимим зношуванням iгр.
Рис. 8. Вплив спрацювання різального інструменту на точність обробки при точінні (а) та струганні (б)
Рис. 9. Зношування різального інструменту На другій (основній) ділянці кривої розмірного зношування його інтенсивність характеризується значенням тангенса кута нахилу кривої до осі абсцис, який називається відносним (питомим) зношуванням io:
де і2 – розмірне зношування за другий період роботи інструмента; L2 – шлях різання, що відповідає другому періоду роботи інструмента. Відносне зношування звичайно приймають на 1000 м шляху різання і виражають в мкм/км. В період припрацювання залежність зношування від шляху різання виражається степеневою функцією. Для спрощення розрахунків розмірного зношування криву на цій ділянці замінюють прямою aA, яка є продовженням прямої AB що характеризує період нормального зношування; лінія aA відсікає від осі ординат величину in, яка характеризує зношування за період припрацювання. Величина in називається початковим зношуванням і виражається в мікрометрах. Отже, для конкретних умов обробки за даними io та in можна розрахувати розмірне зношування Δi в мікрометрах на довжині шляху різання:
де L– шлях різання, м. Величину початкового і відносного зношування для деяких випадків наведено в табл. 12.18, 12.19 [2]. Величину in можна врахувати збільшенням шляху різання на 1000 м у попередній формулі: Δi = io(L + 1000)/1000. Похибка, викликана розмірним зношуванням фрез, може бути визначена за довідником [4, с. 73–74]. У зв’язку з переривчастим характером процесу фрезерування інтенсивність зношування більша ніж при точінні і визначається за формулою:
де В – ширина фрезерування, мм; io – інтенсивність зношування, мкм/км. Для твердосплавних фрез значення io вибирають за [4, табл. 28], для швидкорізальних фрез io = 1..20 мкм/км. Шлях різання при точінні однієї заготовки визначають за формулою:
Довжина шляху різання при торцевому фрезеруванні партії заготовок дорівнює:
а при фрезеруванні циліндричними фрезами:
де L і В – довжина і ширина оброблюваної поверхні, мм, Sn– поздовжня подача інструмента або заготовки, мм/об, N – число деталей в оброблюваній партії, шт. Різальний інструмент поділяється на такий, що допускає коригування налагоджувального розміру (різці, фрези, шліфувальні круги, регульовані розвертки), тобто дозволяє компенсувати вплив розмірного зношування на точність обробки, і такий, що не дозволяє цього робити (це – профільні інструменти). При обробці заготовок методом пробних робочих ходів, розмірне зношування враховується при настроюванні на розмір. При обробці заготовок на налагоджених верстатах компенсація розмірного зношування може відбуватись автоматичними підналадчиками. ПрикладПісля якого числа оброблених заготовок необхідно замінити зенкер з пластинками із твердого сплаву Т15К10 внаслідок його зношування при обробці отворів d = 40Н10, довжиною L = 60 мм у заготовках із легованої сталі σв = 1100 МПа. Допустиме зношування зенкера не повинно перевищувати 0,4Тd, подача при зенкеруванні S = 0,8 мм/об. (Розрахунок зробити без врахування розбиття отвору). Розв’язанняПохибку обробки, що викликається зношуванням інструмента, визначимо використовуючи рівняння:
Приймаючи для спрощення іn = іо одержимо:
де іn – початкове зношування, мкм/км; io– інтенсивність зношування, мкм/км; d і L – відповідно діаметр і довжина обробки, мм; N – число оброблених поверхонь, шт.; S – подача інструменту, мм/об. Згідно з [4, с. 74] для заданих умов io= 12 мкм/км, in = io = 12 мкм/км (що відповідає 1000 м шляху різання). Враховуючи, що ІТ10 = 0,1 мм, а допустиме зношування не повинно перевищувати 0,4 його величини, то допустиме зношування кожного із протилежних зубів зенкера не повинно перевищувати Δi = 0,1 × 0,4/2 = 0,02 мм. Із рівняння для Δi одержимо:
тобто заміну зенкера необхідно виконувати після обробки 70-ти заготовок. Основними шляхами скорочення впливу розмірного зношування на точність обробки є: · покращення стабільності якості виготовлення інструмента; · підвищення доводки його різальних кромок для скорочення величини початкового розмірного зношування; · стабілізація сил різання; · скорочення вібрацій в технологічній системі; · вибір найбільш економічних режимів обробки; · своєчасна зміна інструмента для його переточування; · правильний вибір і застосування мастильно-охолоджувальної рідини (МОР); · своєчасна компенсація розмірного спрацювання шляхом піднастроювання технологічної системи. 5.4 Вплив зусилля затискання заготовки на похибку обробки Ці зусилля викликають пружні деформації заготовок, що породжує похибки форми оброблюваних заготовок. При закріпленні тонкостінного кільця у патроні відбувається його пружна деформація, воно набуває форми, яка показана на рис. 10, а. Після розточування отвору оброблена поверхня зберігає правильну форму до розтискання заготовок (рис. 10, б). Після зняття заготовки з патрона форма зовнішньої поверхні кільця пружно відновлюється, а оброблена внутрішня поверхня викривлюється (рис. 10, в). похибка форми цієї поверхні визначається різницею діаметрів вписаного і описаного кіл |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||