|
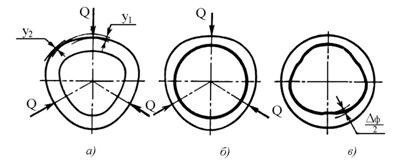
Реферат: Загальна теорія точності механічної обробкиΔф = dmax – dmin. Знаючи абсолютні значення прогину y1 кільця в місцях контакту його з кулачками та його випучування y2 між кулачками при закріпленні (табл. 1) [3], похибку форми можна представити у вигляді:
Непостійність сил затискання та зміни розмірів заготовок в межах встановлених допусків зумовлює зміни Δф від Δфmin до Δфmax Величина Δф складається з двох складових. Постійна складова визначається значенням Δфmin змінна складова – різницею (Δфmax – Δфmin). При пневматичних та гідравлічних затискних пристосуваннях відношення змінної складової до постійної невелика (менше 0,1). Тому в розрахунках точності можна приймати Δф за постійну величину, яка визначається за номінальними значеннями затискної сили.
Рис. 10. Схема деформації кільця при закріпленні у трикулачковому патроні Відносно великі деформації можуть виникати при закріпленні тонкостінних нежорстких заготовок (кілець, гільз, труб, корпусних та інших деталей). Так, наприклад, при затисканні у трикулачковому патроні втулки 80×70×20 мм зусиллям затискання на рукоятці Q= 147H похибка форми отвору досягає 0,08 мм. Ці деформації знижують працездатність деталей в машинах. Некруглість кілець може знизити довговічність підшипників кочення в декілька разів. Для їх зменшення (що важливо на викінчувальних операціях обробки) необхідно правильно вибирати схему встановлення та закріплення заготовок. Для зменшення прогину стінок корпусних деталей, важелів тощо необхідно прагнути до того, щоб затискні сили були прикладені напроти установчих елементів пристроїв. В деяких випадках для зменшення деформації оброблюваних заготовок при закріпленні застосовують пристрої спеціального типу. Величина похибки також залежить від кількості кулачків та від того, наскільки їх форма (форма їх затискної поверхні) наближається до форми деталі. Чим більше кулачків і чим більше їх затискна поверхня відповідає формі деталі, тим похибка буде меншою. Таблиця 1. Прогини та випинання тонкостінних кілець при закріпленні в патронах
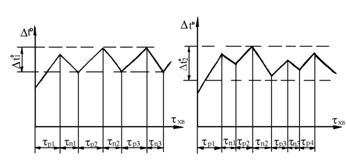
де Q – сила затискання на кулачку; R – радіус кола, що проходить через нейтральну вісь поперечного перерізу кільця; Е – модуль поздовжньої пружності матеріалу кільця, кгс/мм2; I – момент інерції поперечного перерізу кільця, мм4. 5.5 Похибки від теплових деформацій технологічної системи Зміни положення інструменту відносно оброблюваної заготовки, що виникають у процесі нагрівання або охолодження технологічної системи, називаються похибкою обробки від теплових деформацій системи. У процесі обробки заготовок елементи технологічної системи нагріваються. Джерелом теплоти, що породжує зміну температури ланок системи, є робота пластичних деформацій різання, робота тертя в механізмах системи, електро- і гідроприводи, зовнішні джерела теплоти у вигляді навколишнього повітря, розташованих поблизу верстатів, нагрівальних пристроїв тощо. Верстат та інструмент звичайно періодично перебувають у процесі різання, на холостому ходу або в стані повної чи часткової зупинки, тому тепловий режим системи безперервно змінюється. При цьому змінюється і положення різального інструмента відносно оброблюваної заготовки, що, у свою чергу, відбувається на її розмірах і формі. Одним із основних
факторів, які породжують коливання температури, є тривалість часу роботи
системи τр і часу перерв τn. В результаті зміни температурного режиму системи виникають
температурні деформації її елементів, внаслідок чого виникає похибка обробки
Рис. 11. Теплові похибки обробки при рівномірному (а) і нерівномірному (б) режимах роботи технологічної системи
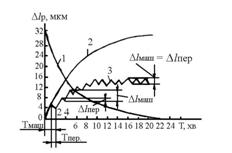
Різальний інструмент за 15–25 хв нагрівається до температури 800–1000 °С і вище (рис. 12, крива 2). На початку різання різець швидко видовжується, потім настає теплова рівновага і видовження різця закінчується (рис. 12, крива 1).
Рис. 12. Вплив перерв роботи різця на його теплові деформації: 1 – охолодження різця; 2 – нагрівання різця при безперервній роботі; 3 – робота в умовах різання з перервами; ∆lмаш. – продовження різця за машинний час; ∆lпер. – зменшення довжини різця при охолодженні за час перерви Видовження різця з пластиною із твердого сплаву Т15К6 при сталій тепловій рівновазі при t < 1,5 мм, S < 0,2 мм/об, ν = 100–200 м/хв можна визначати за емпіричною формулою [2]:
де Lp – виліт різця, мм; F – площа поперечного перерізу різця мм2; σв– тимчасовий опір матеріалу заготовки, МПа; t – глибина різання, мм; So– подача, мм/об; ν – швидкість різання, м/хв. Видовження різця, що відповідає будь-якому моменту часу від початку роботи, визначають за формулою [2]:
Якщо різання ведеться з перервами, то в залежності від тривалості перерви різець охолоджується частково або повністю. При такій роботі видовження Δℓn різця в момент настання теплової рівноваги буде меншим, ніж при безперервній його роботі і його можна визначити за формулою [2]:
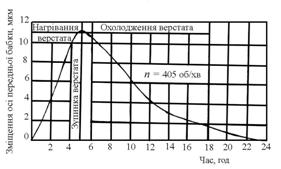
де τo, τn– відповідно час роботи і час перерви в роботі різця. Похибки, які викликаються деформаціями різального інструмента, можна практично виключити, якщо в зону різання подавати велику кількість охолоджуючої рідини. Теплові деформації верстатів протікають порівняно повільно (1–4 години) причому їх частини нагріваються до відносно невисоких температур (приблизно 60°). Теплові деформації верстата мають найбільше значення в початковий період роботи. Після деякого часу вони стабілізуються (рис. 13). Наприклад, на безцентрово-шліфувальних верстатах теплові деформації призводять до зміщення шліфувального круга в бік заготовки на відстань до 0,12 мм, що значно перевищує точність 7-го квалітету (0,01–0,04 мм), за яким ведеться обробка заготовок на цьому верстаті.
Рис. 13. Горизонтальне зміщення осі передньої бабки токарного верстата від його нагрівання при роботі в центрах Значні деформації (а тому й похибки) від дії теплового фактора можливі у оброблюваних заготовок, особливо при односторонній обробці довгих заготовок або при виготовленні тонкостінних деталей. При рівномірному нагріванні змінюються тільки розміри заготовки, геометрична ж форма залишається незмінною. При нерівномірному нагріванні заготовки змінюються як її розміри, так і геометрична форма. При зовнішній обробці в заготовки переходить до 10 % теплоти, основна кількість виноситься стружкою. Під час обробки отворів до 50 % теплоти залишається у заготовці. Наприклад, після свердління отвору Æ20 мм у чавунній втулці після охолодження заготовки спостерігається зменшення діаметра отвору на 0,02 мм, що відповідає відхиленню за 7-м квалітетом. Отже, якщо після свердління відразу виконати розвертання, то після охолодження розмір буде менший за потрібний. Стрілу прогину Δ деталей типу плита, станина тощо від теплових деформацій можна визначити за формулою [2]:
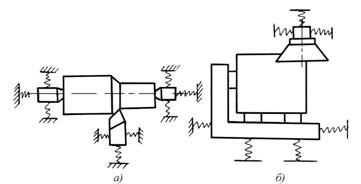
де α – коефіцієнт теплового розширення; L, H – відповідно довжина і висота заготовки; Δt– перепад температур. Необхідно зазначити, що теплові деформації системи впливають на точність при роботі на налагоджених верстатах (метод автоматичного одержання розмірів). При роботі за промірюваннями (метод пробних проходів і вимірювань) і з використанням засобів активного контролю теплові деформації компенсуються підналагодженням системи при обробці кожної заготовки. Основними заходами для зменшення температурних деформацій є: – застосування штучного охолодження з продуктивністю (л/хв), рівною 5–10- кратній потужності головного приводу верстата, кВт; – збільшення швидкості різання при обробці металевим інструментом, завдяки чому більша частка тепла відводиться в стружку; – шліфування деталей кругами великих діаметрів; – закріплення оброблюваних заготовок з можливістю компенсації їх лінійних деформацій, наприклад, з використанням пружинних, гідравлічних або пневматичних задніх центрів на шліфувальних, багаторізцевих та інших верстатах; – одностороннє жорстке закріплення довгих заготовок, з тим, щоб другий кінець міг переміщатись при подовженні через нагрівання; – введення різного роду коректуючих пристосувань для компенсації температурних деформацій, а також штучної деформації заготовок при встановленні та закріпленні їх у напрямку, протилежному температурній деформації, в цілях її компенсації; – правильне настроювання технологічної системи із врахуванням величини температурних деформацій та їх розташування у полі допуску. 5.6 Похибка обробки від внутрішніх напруг у матеріалі оброблюваної заготовки Заготовки, з яких виготовляють деталі машин, завжди перебувають під дією внутрішніх напруг. Внутрішніми напругами (залишковими або власними) називають напруги, які існують в матеріалі заготовки або готової деталі за відсутності зовнішніх навантажень. Внутрішні напруги виникають або внаслідок нерівномірного нагрівання та остигання, або внаслідок дії механічних навантажень, що перевищують межу пластичності матеріалу. Внутрішні напруги можуть виникати або в усьому об’ємі заготовки чи більшої її частини (напруги першого роду), або в мікроскопічних і ультрамікроскопічних зонах (напруги другого і третього роду). Як правило, внутрішні напруги після зняття із заготовок чи деталей дії температур або механічних навантажень врівноважуються із зовні нічим не проявляються доти, поки ця рівновага не буде в якийсь спосіб порушена, наприклад, внаслідок зняття шару матеріалу в процесі механічної обробки, обробкою без зняття стружки, термічною або хімічною дією. Порушення стану рівноваги внутрішніх напруг призводить до їх перерозподілу і далі до деформації деталі, поки не настане новий врівноважений стан. Відбувається так зване жолоблення заготовки, яке призводить до викривлення осей або поверхонь, а також зміни стану поверхневого шару. Найбільші внутрішні напруги виникають у литих заготовках внаслідок їх нерівномірного остигання, нерівномірного розподілу матеріалу, різної відстані від тепловідвідних поверхневих ділянок тощо. Ці напруги інколи такі великі (особливо у складних корпусних деталях), що у вихідній заготовці після остигання утворюються тріщини. Причиною внутрішніх напруг може бути також термічна обробка деталей і пов’язане з нею нерівномірне нагрівання та остигання. Визначити кількісно величину похибки від внутрішніх напруг у кожному конкретному випадку неможливо. Тому для виключення похибок від цих напруг треба прагнути до того, щоб при механічній обробці їх усунути. Це досягається тим, що деталі після чорнових операцій піддаються природному або штучному старінню. Усунення напруг, які при природному старінні зменшуються поступово (спочатку скоріше, а потім повільніше), можна прискорити, піддаючи деталі ударам з різною частотою або вібраціям. Нагріванням усуваються також внутрішні напруги у зварених заготовках і деталях, що піддавались термічній або пластичній обробці чи правці. Чим точніша деталь, тим довший і дбайливійший повинен бути процес її старіння для повного усунення можливих похибок від внутрішніх напруг. При цьому враховуються також можливі похибки від внутрішніх напруг, що виникають у поверхневих шарах деталі під дією сил різання. 5.7 Похибки від пружних деформацій технологічної системи Поняття про жорсткість та піддатливість технологічної системиТехнологічна система верстат – пристрій – інструмент – деталь представляє собою систему (рис. 14), деформації якої в процесі обробки обумовлюють виникнення систематичних та випадкових похибок розмірів і геометричної форми оброблюваних заготовок. Разом з тим, ця технологічна система є замкненою динамічною системою, здатною до збудження та підтримання вібрацій, що породжують похибки форми оброблюваних поверхонь (некруглість, хвилястість) і збільшують їх шорсткість. При обробці в центрах на токарному верстаті гладкого вала (рис. 15) у початковий момент, біля різець знаходиться у правого кінця вала, вся нормальна складова Py зусилля різання передається через заготовку на задній центр, піноль і задню бабку верстата, викликаючи пружну деформацію названих елементів (згинання заднього центра і пінолі, відтискання yз.б корпусу задньої бабки) в напрямку "від робітника". Це призводить до збільшення відстані від вершини різця до осі обертання заготовки на величину yз.б і до відповідного збільшення радіуса оброблюваної заготовки.
Рис. 14. Спрощені моделі токарної (а) і фрезерної (б) пружних технологічних систем
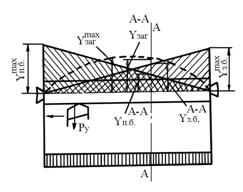
Рис. 1 Пружні відтискання технологічної системи Одночасно з цим під дією Py відбувається пружне відтискання уінстр. різця і супорта в напрямку "на робітника", що у свою чергу, тягне за собою збільшення відстані від вершини різця до осі обертання заготовки, а отже, і радіуса обробленого виробу. Таким чином, у початковий момент діаметр обробленої поверхні фактично виявляється більшим за діаметр, встановлений при настроюванні, на величину Δ = 2(уз.б + уінстр.). При подальшому обточуванні та переміщенні різця від задньої бабки до передньої відтискання задньої бабки зменшується, але виникає відтискання передньої бабки уп.б і оброблюваної заготовки узаг., які також збільшують фактичний діаметр обробки (рис. 15). В деякому перерізі А–А фактичний діаметр оброблюваної заготовки виявляється рівним [5]:
де У зв’язку з тим,
що пружні відтискання елементів верстата (крім відтискання уінстр.
супорта та інструмента) змінюються по довжині оброблюваної заготовки, її
діаметр, а отже, і форма виявляються змінними по довжині. Похибка розміру і
форми заготовки у даному випадку дорівнюють подвоєній сумі пружних відтискань в
технологічній системі. Пружні відтискання Жорсткістю j технологічної системи називається здатність цієї системи чинити опір дії деформуючих її сил. Якщо жорсткість елементів верстата дуже велика, а жорсткість оброблюваної заготовки мала (обточування довгого і тонкого вала на масивному верстаті), то відтискання уп.б і уз.б.. малі, а узаг. значне. В результаті цього форма заготовки стає бочкоподібною. Навпаки, при обробці масивної заготовки, яка дає мінімальний прогин, на верстаті малої жорсткості (уп.б і уз.б значні) форма заготовки виявляється корсетоподібною з найменшим діаметром біля середині заготовки. Для обчислення похибок обробки, пов’язаних з пружними відтисканнями технологічної системи, жорсткість цієї системи повинна мати кількісний вираз. Соколовським А.П. запропоновано виражати жорсткість j, кН/м, технологічної системи відношенням нормальної складової Ру, кН, сили різання до сумарного зміщення у, м (мм), леза різального інструмента відносно оброблюваної поверхні заготовки, виміряного в напрямку нормалі до цієї поверхні, тобто:
Як випливає з вищесказаного [5]: у = ув + упр + узаг + уінстр. При визначенні жорсткості переміщення завжди вимірюється в напрямку, перпендикулярному до оброблюваної поверхні, і в розрахунок вводиться нормальна складова зусилля Ру різання, проте при цьому одночасно враховується вплив на y і решти складових сили різання (Рz і Px). Дослідження показали, що пружне зміщення y, розраховане тільки в умовах дії Py, завжди більше (а отже, чисельне значення жорсткості системи менше), ніж при визначенні його із врахуванням одночасної дії складових Рz і Рx. У зв’язку з цим при експериментальному визначенні жорсткості технологічну систему необхідно навантажувати системою сил, близькою до експлуатаційної. Жорсткість системи можна також обчислити з рівняння:
де приріст нормальної сили ΔРy і сумарного зміщення Δy виражаються у тих же одиницях, що і в формулі, наведеній вище. При знаходженні жорсткості технологічної системи за значеннями жорсткості окремих її ланок, а також при розрахунку похибок обробки, пов’язаних з пружними відтисканнями окремих елементів системи, зручно користуватись поняттям піддатливості, яка чисельно дорівнює величині, оберненій жорсткості. Піддатливістю ω технологічної системи називається здатність цієї системи пружно деформувати під дією зовнішніх сил. Піддатливість
ω, м/МН, можна чисельно виразити відношенням зміщення
Як випливає із визначення:
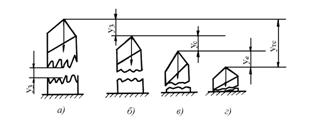
Деформації технологічної системи складаються не тільки із власних деформацій yв деталей – ланок цієї системи, а й з контактних деформацій ук в місцях стикання з’єднуваних деталей внаслідок пружності стиків: уТС = ув + ук; yк = уз + ус, де уз – зазори з’єднань; ус– деформація стику. Під власними деформаціями окремих деталей розуміють деформації розтягування, стискання, кручення та різні їх поєднання в межах пружності матеріалу, які виникають під дією прикладених до деталі сил. Ці деформації можна визначити аналітичними або графічними методами опору матеріалів або теорії пружності для різних деталей, розглядаючи їх як балки, пластини, плити, оболонки тощо. Контактні деформації виникають при прикладанні навантаження до будь-якої деталі з’єднання. Після вибірки зазору з’єднання (рис. 16, а) відбуваються місцеві пластичні деформації зминання (рис. 16, б), а потім пружні деформації мікронерівностей (рис. 16, в), після чого відбувається стискання деталей і виникають деформації стискання (тобто власні деформації) yв.
Рис. 16. Спрощена схема виникнення деформації ТС Величина контактних деформацій залежить не тільки від пружних властивостей матеріалу, а й від точності виготовлення, шорсткості поверхонь, характеру з’єднання, наявності або відсутності мастила, його в’язкості, характеру навантаження тощо. Контактні деформації верстатів досягають 50–90 % загальних деформацій системи. Технологічна система представляє собою систему з послідовним з’єднанням складових ланок, при якій переміщення всієї системи в заданому напрямку дорівнюють алгебраїчній сумі переміщень її окремих елементів у цьому напрямку, виходячи з чого, піддатливість системи дорівнює сумі піддатливостей всіх її ланок [2]: ωТС = ωв + ωп + ωі + ωд, де ωв, ωп, ωі, ωд – піддатливості відповідно верстата, пристрою, інструменту і деталі, мм/Н. При обробці на токарних і токарно-револьверних верстатах деформаціями різця можна знехтувати, а піддатливість пристрою враховують при визначенні піддатливості верстата [2]. Тоді: ωТС = ωв + ωд. (5) Піддатливість верстата при встановленні заготовки в центрах і передачі моменту поводковим патроном визначають за формулою [2]:
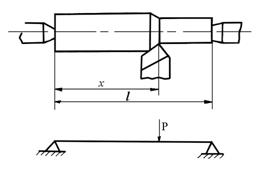
де ωсуп, ωп.б, ωз.б – піддатливості відповідно супорта, передньої та задньої бабок; ℓ – довжина заготовки; х – відстань від торця заготовки до місця прикладання сили Ру (рис. 17) [2].
прогин вала у перерізі прикладання різця на відстані х від передньої бабки, а піддатливість заготовки при довільному положенні різця (на відстані х) при обробці в центрах визначають за формулою:
де Е – модуль пружності, Н/мм; I – момент інерції перерізу вала, мм4. Для суцільного вала: I = 0,05d4, де d – діаметр гладкого вала або приведений діаметр ступінчастого вала, мм.
Рис. 17. До визначення піддатливості верстата при встановленні заготовки в центрах Для вала з однобічним потовщенням [2]:
для вала з потовщенням посередині [2]:
де ℓ – загальна довжина вала; n – кількість ступенів вала; di, ℓi – відповідно діаметр і довжина ступіні вала. Після підставлення значень ωв і ωд у формулу (5) знаходять значення піддатливості системи [2]:
У середині вала, що обертається в центрах:
Піддатливість системи при консольному закріпленні оброблюваних заготовок в патроні токарного верстата або цанзі револьверного верстата може бути визначена наступним чином [2]:
де ωп.б – піддатливість передньої бабки (з патроном або цангою) біля кулачків патрона; ℓ0 – відстань від торця кулачків патрона (торця цанги) до середини переднього підшипника шпинделя, мм; х – відстань від кулачків патрона до місця прикладання сили різання, мм. Похибка Δj, яка виникає в результаті пружних деформацій ланок технологічної системи під дією сил різання, може бути визначена за формулою: |
|
|||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||