|
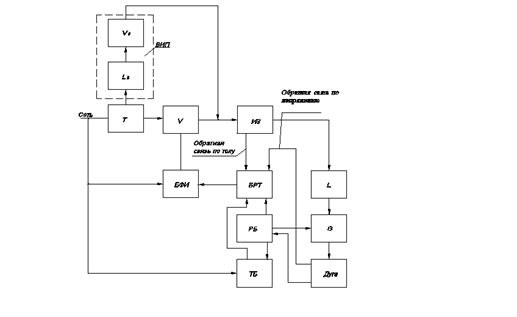
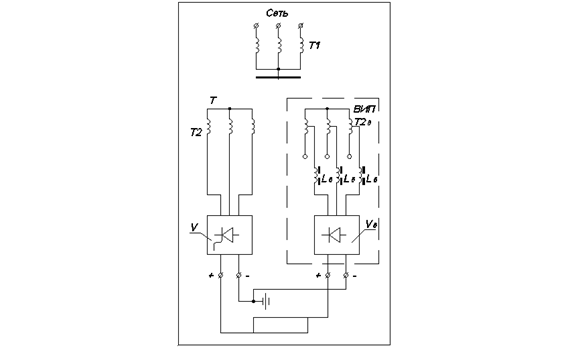
Дипломная работа: Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4В результате опытов, проведенных при сварке стальных пластин плавящимся электродом, в работе [42] было установлено, что при направлении сварки к токоподводу дуга отклоняется углом назад, а при сварке от токоподвода – углом вперед. Эти отклонения были наиболее заметны при сварке сравнительно узких пластин. Авторы объясняют это явление взаимодействием тока дуги с магнитным полем тока растекающегося по пластине. Магнитное поле тока, текущего по электрическому контуру сварочной цепи используют для отклонения дуги углом вперед. Это позволяет повысить скорость сварки и качество формирования шва. В работах [42, 43] установлено, что характер распределения тока по изделию в основном определяется той или иной тепловой обстановкой, сложившейся в нем при сварке. При этом большая часть тока всегда сосредоточена перед движущейся дугой. По существующим представлениям [14, 15] одновременно увеличение мощности источника и скорости сварки приводит, в основном, к увеличению длины изотерм. Ширина изотерм также увеличивается, но стремится к ограниченному значению. Изменение температурного поля, связанного с повышением скорости сварки, должно привести к перераспределению удельного сопротивления металла и, как следствие, тока по области свариваемого изделия. При этом перед дугой, где изотермы сгущаются, градиенты температур и удельного сопротивления металла возрастут, концентрация тока увеличивается, а позади дуги, в силу обратного явления, уменьшиться. Эта ситуация близка к случаю сварки узких полос в направлении к токоподводу. Магнитное поле тока, концентрирующего перед дугой, может оказаться достаточным для отклонения ее углом назад. Существенное влияние на формирование швов при дуговой сварке могут оказывать и объемные электромагнитные силы, возникающие в жидком металле в результате взаимодействия магнитных полей токов, протекающих по дуге, жидкому металлу ванны и соединяемым деталям. исследования, проведенные в работе [41] показали, что при подводе тока непосредственно под электрод осисимметричное магнитное поле не изменяет положение жидкого металла. При сварке в направлении к токоподвода жидкий металл интенсивно вытесняется в сторону, противоположную токоподводу (в хвостовую часть ванны), а при сварке от токоподвода – в кратерную часть ванны. Полученные результаты свидетельствуют о том, что в зависимости от направления сварки относительно токоподвода образующиеся объемные силы могут изменять расположение сварочной ванны и, как следствие, оказывать существенное влияние на формирование шва. С учетом данных работ [14, 15, 43], одновременное увеличение мощности источника и скорости сварки должно привести к тому, что практически весь ток к дуге будет поступать через переднюю часть ванны. При этом жидкий металл будет вытеснен в хвостовую часть сварочной ванны, что может привести к образованию подрезов. Изучая влияние материала и температуры предварительного подогрева свариваемого образца на критическую величину отношения тока к скорости сварки, при которой образуются подрезы. Авторы работ [31] приходят к выводу, что образование подрезов определяется силой давления дуги, массой металла сварочной ванны, физическими свойствами основного металла и скоростью его охлаждения. Однако тут же подчеркивается, что общая форма критических кривых ток/скорость сварки для различных материалов наводит на мысль, что явление образование подрезов может быть связано, скорее, с природой дуговой сварки, чем исключительно со свойствами свариваемого металла. Поэтому авторы считают, что наиболее перспективным путем ликвидации подрезов является уменьшение силы давления дуги на расплав сварочной ванны. Полагают [32], что предельная скорость сварки, при которой образуются подрезы, определяются шириной шва и диаметром силового пятна дуги, ограниченным давлением Рmin, способным вызвать оттеснение металла ванны с боковых стенок. Появление дефектов, с точки зрения авторов, соответствует равенству диаметра силового пятна дуги и ширины ванны. Очевидно при таком понимании механизма образования подрезов вопрос о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие основные задачи: - выбор оборудования и материалов для сварки; - выбор методики и исследование распределения тока по пластине в зоне сварки; - оценка влияния магнитного поля тока присадочной проволоки на сварочную дугу; - исследование процесса формирования швов при сварке титанового сплава ОТ4 с повышенной скоростью; - исследование механических свойств сварных соединений. 2. Методы исследования 2.1 Оборудование для сварки Сварку выполняем на постоянном токе прямой полярности вольфрамовым электродом ЭВЛ-ФУ-150 ГОСТ 23949-80 в аргоне высшего сорта (ГОСТ 10157-79) с присадочной проволокой от источника питания ВСВУ-315 на специально изготовленном стенде. Источник питания предназначен для автоматической сварки изделий из обычных, коррозионно-стойких и жаропрочных сталей и титановых сплавов открытой и сжатой дугой в непрерывном и импульсном режимах. Источники обеспечивают стабилизацию установленного сварочного тока в пределах ± 2,5% при изменениях напряжения питающей сети ± 10%, длины дуги от 0,5 до 0,6 мм и температуры окружающей среды от +5 до +35°С. Источник обеспечивает работу в непрерывном и импульсном режиме; автоматическое, плавное, регулируемое во времени нарастания тока в начале сварки от минимального до заданного значения, благодаря чему происходит равномерный разогрев конца вольфрамового электрода и повышает его стойкость; плавное регулирование тока дежурной дуги в импульсном режиме в пределах от 2 до 30% номинального сварочного тока; модулирование формы импульса от практически прямоугольной до треугольной, что дает различные скорости изменения полярности сварочного тока; плавное, регулируемое во времени снижение сварочного тока от рабочего до минимального значения в конце сварки при заварке кратера. Независимость сварочного тока от температуры окружающей среды достигается помещением элементов электрической схемы, чувствительных к изменениям температуры, в термостат специальной конструкции, входящий в блок регулирования. Функциональная блок-схема источник приведена на рисунке 2.1 в схеме: Т - силовой трехфазный трансформатор; V - силовой тиристорный выпрямительный блок; ВИП - вспомогательный источник питания для возбуждения дуги; ИЭ – измерительный элемент; L - дроссель; G - осциллятор; БФИ - блок формирования импульсов управления тиристорами; БРТ - блок регулирования тока; ТБ - триггерный блок; РБ - релейный блок. Силовой трехфазный трансформатор Т имеет одну первичную обмотку ω1 и две вторичные обмотки ω2 и ω2n (рисунок 2.2). Фазы первичной и вторичных обмоток соединены звездой. Напряжение от вторичной обмотки ω2 подводится к трехфазному выпрямителю V (основной силовой выпрямитель), собранному по мостовой схеме выпрямления на тиристорах, имеющему пологопадающую внешнюю характеристику. От вторичной обмотки ω2n напряжение подводится к трехфазному неуправляемому выпрямителю Vв, собранному также по мостовой схеме, который входит в состав вспомогательного источника питания ВИП, включенного на дугу параллельно с основным. ВИП имеет крутопадающую внешнюю характеристику. Такая форма характеристики обеспечивается действием трех однофазных неуправляемых линейных дросселей Lв с разъемными ферромагнитными сердечниками. Требуемый ток возбуждения дуги устанавливается соответствующим зазором в разъемном сердечнике дросселя.
Т - силовой трехфазный трансформатор; V - силовой тиристорный выпрямительный блок; ВИП - вспомогательный источник питания для возбуждения дуги; ИЭ – измерительный элемент; L - дроссель; G - осциллятор; БФИ - блок формирования импульсов управления тиристорами; БРТ - блок регулирования тока; ТБ - триггерный блок; РБ - релейный блок. Рисунок 2.1- Функциональная блок-схема источника питания
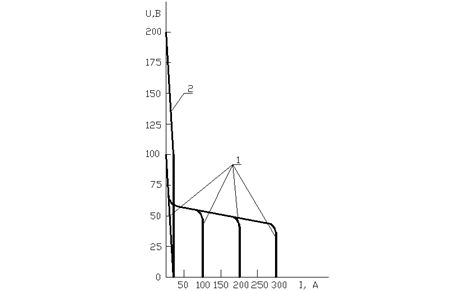
Рисунок 2.2-Принципиальная электрическая схема силовой цепи источника питания Этот ток является минимальным током источника. Дроссели Lв выполняют также функции сглаживающих фильтров на малых токах и предотвращают возникновение автоколебательного режима при глубоком регулировании. ВИП обеспечивает также необходимое напряжение холостого хода – 200 В для сварки в среде гелия и 100 В для сварки в среде аргона. В процессе сварки горят одновременно обе дуги. Маломощная дуга обеспечивает сигналы обратной связи по току и напряжению, необходимые для получения вертикального участка внешней характеристики источника до зажигания сварочной дуги. Совмещение двух существенно различных по форме внешних характеристик, когда маломощный вспомогательный источник имеет достаточное для надежного возбуждения дуги напряжение, а остальной источник - вертикальную внешнюю характеристику в диапазоне рабочих напряжений, позволяет существенно снизить напряжение холостого хода основного источника питания сварочной дуги, а следовательно, потребляемую мощность , массу, габаритные размеры, повысить КПД и коэффициент мощности. Ток возбуждения составляет около 3% от номинального сварочного тока. Силовой выпрямитель V выполняет также функции формирования внешней характеристики, стабилизатора и коммутатора тока, модулятора импульсов и регулятора тока дежурной дуги при импульсной сварке. Температурная защита тиристоров обеспечивается специальным релейным блоком РБ. Датчиком температуры является терморезистор, установленный в радиаторе тиристора, который включен последним в контуре водяного охлаждения и, следовательно, наиболее сильно нагрет. При превышении температуры охлаждающей воды над заданной срабатывает реле, отключающее силовую цепь и включающее сигнальную лампу. Другие электромагнитные реле блока определяют порядок работы элементов схемы при нажатии кнопок и выключателей, расположенных на панели управления и дублирующем пульте сварщика. Измерительный элемент ИЭ, включенный последовательно в сварочную цепь, выдает сигнал обратной связи по току. Конструктивно он выполнен в виде трубки из коррозионно-стойкой стали с приваренными токоподводящими отводами. Постоянство электрического сопротивления ИЭ в процессе работы обеспечивается малым температурным коэффициентом сопротивления материала трубки и охлаждением трубки проточной водой. Блок формирования импульсов БФИ выполнен по принципу «вертикального управления», заключающемуся в формировании пилообразного напряжения, сравнении его с напряжением управления и последующем формировании прямоугольных импульсов, положение которых во времени определяется результатом указанного сравнения и зависит от характера суммирующего импульса, поступающего на блок БФИ с блока регулирования тока БРТ. БФИ состоит из следующих основных узлов: входного устройства, создающего многофазную систему напряжений, синхронизированную с напряжением питающей сети; фазосдвигающего устройства, обеспечивающего изменения фазы управления импульсов относительно напряжения питающей сети; выходного усилителя, осуществляющего усиления и формирование управляющих импульсов. Работа источника питания в переходном и импульсном режимах обеспечиваются двойными импульсами, которые генерирует БФИ благодаря соответствующему соединению трех каналов управления. Блок регулирования тока БРТ выполнен по схеме дифференциального усилителя постоянного тока на транзисторах. Суммирующие сигналы, которые поступают на блок V с блока БРТ через блок БФИ, обеспечивают плавное регулирование сварочного тока во всем рабочем диапазоне; плавное нарастание тока в начале и плавное снижение в конце сварки; Формирование внешней характеристики источника; стабилизацию рабочего тока при изменениях длины дуги и напряжения питающей сети; импульсную коммутацию тока и модуляцию импульса (см.выше). Триггерный блок ТБ служит для задания импульсного режима работы источника питания и обеспечивает независимое регулирование длительности импульсов и пауз, которое кратно целому числу периодов синусоидального напряжения сети. Триггерный блок обеспечивает возбуждение , периодически повторяющихся, регулируемых по продолжительности и частоте импульсов напряжения, которые через блоки БРТ и БФИ задают режим работы блоку V. Регулирование тока дежурной дуги при импульсной сварке осуществляется с помощью этих же импульсов, которые подаются на промежуточный транзистор в блоке регулирования, а с него – на резистор регулирования дежурного тока, установленный на пульте управления источником, и выходной транзистор блока БРТ. На рисунке 2.3. приведены внешние характеристики источника питания.
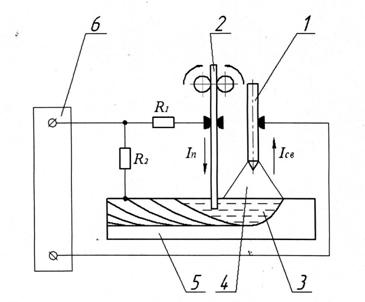
1-внешние характеристики силового блока V; 2- внешняя характеристика блока ВИП. Рисунок 2.3 – Внешние характеристики источника питания Технические характеристика источника питания следующие: климатическое испытание, категория размещения УЗ; нижнее течение температуры окружающего воздуха +5°; номинальный сварочный ток 315А; пределы регулирования тока дежурной дуги 8-120А; режим работы ПН 60% продолжительность цикла сварки 60 мин; номинальное рабочее напряжение 30В; номинальное напряжение питающей сетки 380В; габаритные размеры 520х700х1195 мм; масса не более 380 кг. Вольфрамовый электрод подключен к отрицательному полюсу источника питания, свариваемое изделие и присадочную проволоку – к положительному полюсу (рисунок 2.4). шунтировании токоподвода к изделию присадочной проволокой через неё протекает часть общего тока источника питания. В соответствии с первым законом Кирхгофа общий ток при этом сохраняется неизменным, а ток в токоподводе к изделию уменьшается на величину тока In, протекающего в проволоке.
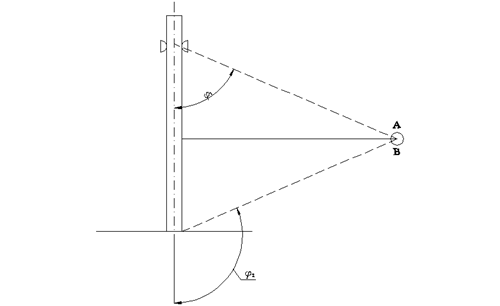
1 – вольфрамовый электрод; 2 – присадочная проволока; 3 – сварочная ванна; 4 – сварочная дуга; 5 – изделие; 6 – источник питания Рисунок 2.4 – Схема процесса сварки. Проволоку вводим в ванну позади дуги вблизи анодного пятна на регулируемом расстоянии от вольфрамового катода в этом случае получение дуги оказывает тепловое воздействие на проволоку, а ионизация окружающего дугу пространства обуславливает протекание тока через проволоку с ванной. Таким образом нагрев и плавление проволоки происходит от воздействия трех источников теплоты: теплового излучения дуги qu, теплоты сварочной ванны qв , а также джоулевой теплоты qдж, выделяющейся в проволоке при прохождении через неё тока In. Протекающий через присадочную проволоку ток In в произвольной точке А сварочной дуги (рисунок 2.5) создает магнитное поле В = где
r0 – расстояние от присадочной проволоки до произвольной точки А дуги; φ1 и φ2 – углы ,образованные радиус векторами, проведенными в точку А из начала и конца токоведущей части присадочной проволоки. Рисунок 2.5 – К определению магнитной индукции в произвольной точке сварочной дуги. Это поле воздействуя на дугу как на проводник с током, отключает её «углом вперед» [28]. Чем больше In, тем больше индукция магнитного поля и угол отключения дуги. Очевидно, максимального значения последний достигает при In = Iсв. 2.2 Аппаратура и методика исследования распределения тока в зоне сварки О возможности определения характера растекания тока по изделию, для случая сварки встык сравнительно тонких листов непрерывно действующей дугой, известно [43]. Теоретически такая задача сводится к решению дифференциального уравнения в частных производных эллиптического типа:
где
Пренебрегая
неоднородностью металла в работе [43] электропроводность свариваемых пластин
определялась как функция температуры
где
Температурное Т (х,y) принималось плоскопараллельными и для предельного установившегося состояния строилось согласно уравнению:
где
При принятых допущениях уравнение (2.2) решалось с помощью электрических аналогий путем моделирования на электропроводной бумаге. При этом область сварочной ванны на модели обратной задачи вырезалось. Таким образом, в работе [43] решена конкретная задача распределения тока по пластине при сварке непрерывно действующей дугой, однако не рассматривается картина растекания тока в сварочной ванне, хотя магнитные поля именно этих токов оказывают существенное влияние на положение сварочной дуги и расплавленного металла в объеме сварочной ванны. Более того, без рассмотрения растекания токов в зоне сварки нельзя получить достоверную картину распределения тока и в прилегающих участках основного металла. В наших исследованиях
изучения характера распределения тока в зоне сварки проводилось путем
регистрации интенсивности магнитного поля зондирующего тока Зондирующей ток изменялся
по синусоидальному закону Представление о распределении магнитного поля зондирующего тока получали посредством регистрации амплитуды, наведенной э.д.с. на обмотке магнитной головки, в различных участках исследуемой области. Функциональная схема установки для исследования характера распределения тока в зоне сварки приведена на рисунке 2.6.
1-звуковой генератор; 2-согласующий усилитель; 3-магнитная головка;4- электродвигатель; 5- усилитель мощности; 6-шлейфовый осциллограф; 7- источник сварочного тока. Рисунок 2.6 - Функциональная схема установки для исследования распределения тока в зоне сварки В её состав входит генератор зондирующего тока 1; согласующий усилитель2; магнитная головка 3; электродвигатель 4; усилитель мощности 5; шлейфовый осциллограф 6; источник сварочного тока 7. Выходной сигнал блока 7 служил непосредственно для сварки. источником зондирующего сигнала являлся генератор 1. частота и амплетуда сигнала генератора устанавливались органами регулировки. Величина последнего параметра выбиралась такой, чтобы сигнал магнитной головки 3 имел достаточную амплитуду для последующей качественной обработки. Частота сигнала генератора не превышала 500Гц. Выходной сигнал генератора 1 усиливался согласующим усилителем 2 и затем поступал в зону сварки. Здесь зондирующий ток распределялся аналогично сварочному, в соответствии со значениями проводимости в различных точках. Регистрация интенсивности
магнитного поля зондирующего тока осуществлялась с помощью магнитной головки 3,
которая устанавливалась на торце вала электродвигателя 4 таким образом, чтобы
при его вращении один конец рабочего зазора головки совпадал с осью электрода,
а другой описывал окружность в плоскости, расположенной параллельно плоскости
свариваемого образца. Схема расположения магнитной головки приведена на рисунке
2.7. при таком положении рабочего зазора, через магнитопровод головки замыкался
магнитный поток, соответствующий величине зондирующего тока, протекающего в
области определяемым углом поворота
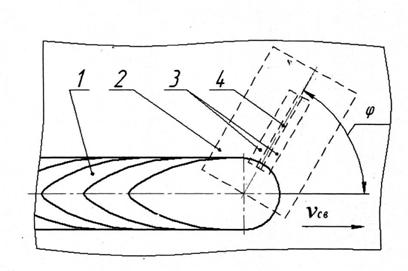
1-сварочная ванна; 2-магнитная головка; 3-магнитопровод головки; 4- рабочий зазор головки. Рисунок 2.7 - Схема расположения магнитной головки Выходной сигнал магнитной головки, с амплитудой, пропорциональной величине зондирующего тока, поступал на вход усилителя мощности 5. последний необходим для записи сигнала магнитной головки с помощью шлейфового осциллографа 6. Эксперименты проводились при сварке пластин 500х300х2 мм из сплава ОТ4 вольфрамовым электродом в аргоне дугой прямой полярности с постоянной погонной энергией. Токоподвод к свариваемой пластине осуществляется с помощью медных полос по всей длине её наибольших сторон. Характер распределения тока изучали при квазиустановившемся процессе сварки, выполняемой вдоль токопроводящих полос по оси пластины. В ходе экспериментов
магнитная головка устанавливалась в исходное положение, соответствующее
значению угла её поворота 2.3 Методика исследования отклонения дуги магнитным полем Экспериментальное
исследование отклонения сварочной дуги в магнитном поле тока |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (2.2)
(2.2) , (2.3)
, (2.3) , (2.4)
, (2.4) - коэффициент температуроотдачи;
- коэффициент температуроотдачи;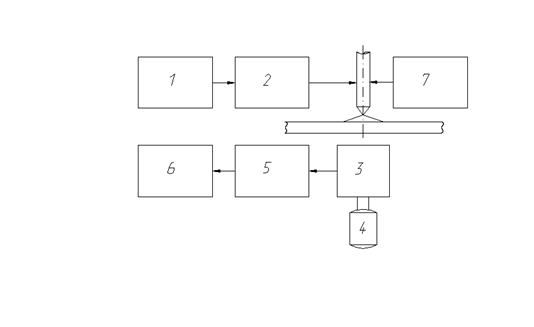
 , где регистрация сигнала
возобновлялась. При
, где регистрация сигнала
возобновлялась. При 
