|
Дипломная работа: Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4Эксперименты проводили
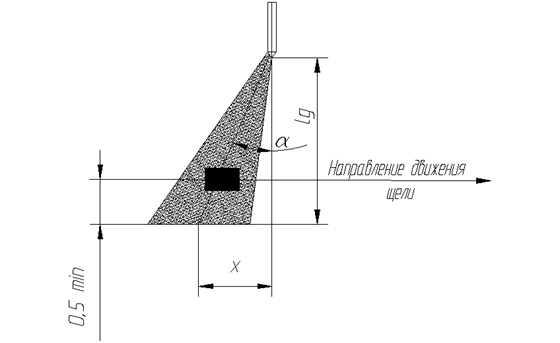
для дуги прямой полярности длиной Дугу зажигали на медной водоохлаждаемой пластине, токоподвод к которой осуществляли через медный стержень , имитирующий присадочную проволоку (рисунок 2.4) и собственно токоподвод через сопротивление R, величина которого в ходе экспериментов изменялась. Полученные после фотографирования негативные кадры дуги на фотопленке фонтометрировали по линиям находящихся на расстоянии 0,5 мм от основания дуги (анодного пятна). Схема фотометрирования представлена на рисунке 2.8.
Рисунок 2.8 – Схема фотометрирования пленок. За единицу интенсивности засветки негатива принимали величину, называемую относительной интенсивностью засветки
где А0 – отсчет по шкале микрофонтомера для незасвеченной пленки; А – то же, только для засвеченных пленок на негативе. Оптимальный размер щели lщ микрофонтомера обеспечивающий достаточную чувствительность замеров, находится в пределах 3 мм. интервал фонтометрирования принимаем, исходя из возможностей прибора МФ-2, равный 0,5 мм. Зависимость
где х – расстояние от максимальных фонтоночернений нормально
горящей дуги и дуги в магнитном поле тока
3. Результаты исследований 3.1 Распределение тока в зоне сварки Зависимости распределения
тока по пластине в зоне сварки, характеризуемые отношением
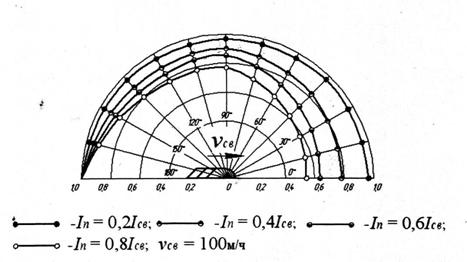
Рисунок 3.1 – Влияние скорости сварки на распределение тока по пластине в зоне сварки Рисунок 3.2 – Влияние присадочной проволоки на распределение тока по пластине в зоне сварки
Рисунок 3.3 – Влияние тока в присадочной проволоке на распределение тока по пластине в зоне сварки Как следует из рисунка
3.1, по мере повышения скорости сварки, распределение тока по пластине в зоне
сварки увеличивается. Так, увеличение скорости сварки с 40 до 60 м/ч приводит к снижению величины Перераспределение тока по пластине с повышением скорости сварки, при неизменном месте токоподвода, связано с изменением температурных полей в зоне сварки [14, 15]. При этом, геометрии сварной ванны, описываемая изотермой плавления, очевидно, играет существенную роль. Уже в ранних исследованиях удельного сопротивления расплавленных металлов было показано, что тип проводимости в жидких металлах не отличается от типа проводимости в твёрдом состоянии и обусловлен наличием коллективизированных электронов. Однако переход металла из твёрдого состояния в жидкое сопровождается некоторым изменением электрических свойств: при плавлении удельное сопротивление большинства металлов увеличивается в 1,5 – 3 раза; как правило, температурный коэффициент удельного сопротивления металлов в жидком состоянии меньше чем в твёрдом. Только у меди, серебра, золота и алюминия величина dρ/dt приблизительно одинакова в твёрдом и жидком состоянии [44]. Скачкообразное повышение удельного сопротивления металлов при плавлении говорит о том, что распределение тока по сварочной ванне в значительной степени определяется её геометрией. Кроме того, без рассмотрения растекания токов по ванне нельзя получить достоверную картинку распределения тока и в прилегающих к ней участках свариваемого металла. Пользуясь расчётами
тепловых процессов при сварке Н.Н. Рыкалина [14], оценим степень вытянутости
ванны в зависимости от скорости сварки, при Т(y,t) = где q – эффективная тепловая мощность дуги; δ – тощина пластины; а – коэффициент температуропроводности; λ – коэффициент теплопроводности; с – удельная теплоёмкость; γ – плотность В соответствии с формулой (3.1) температура точек, расположенных на оси шва, выразится соотношением T(0,t) = Из выражения ( 3.2 ) можно определить теоретическую длительность tв пребывания в жидком состоянии частиц материала, расположенных в плоскости перемещения источника, полагая Т( 0,t ) = Т пл tв = Тогда длина сварочной ванны Lв = Vсв∙tв определится следующим образом Lв = Ширину В сварочной ванны, согласно [8] можно выразить следующим образом В = В соответствии с (3.4) и (3.5) степень вытянутости сварочной ванны, определяемая отношением её длины L к ширине В, выражается соотношением
или, полагая
Из выражения (3.7)
следует, что степень вытянутости ванны при заданной толщине металла δ и Увеличение степени вытянутости ванны, связанное с повышением скорости сварки, должно привести к тому, что перед дугой, где жидкая прослойка металла уменьшается, концентрация тока увеличивается, а позади дуги, в силу обратного явления - уменьшается, что и отображено на рисунке 3.1. Введение в хвостовую
часть сварочной ванны обеспеченной присадочной проволоки приводит к уменьшению
её длины и незначительному перераспределению тока в зоне сварки (рисунок 3.2).
Так, при Vсв = 40 м/ч величина Обстановка радикальным
образом изменяется когда по присадочной проволоке протекает часть сварочного
тока (рисунок 3.3). Так, при In = 0,2Iсв величина
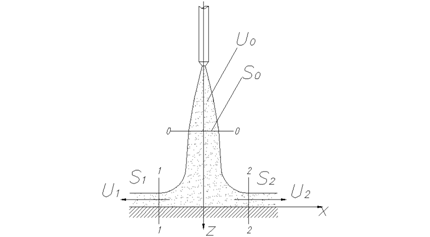
3.2 Формирование швов при сварке с присадочной проволокой Согласно данным работы [15], скорость газа в катодной струе дуги с вольфрамовым электродом может иметь порядок 102мс-1, что соответствует числам Маха от 0,1 до 0,2. поэтому гидродинамику этой струи можно исследовать с помощью теории течения несжимаемой жидкости. На основании выдвинутых положений [15], рассмотрим взаимодействие плазменной струи со сварочной ванной до момента образования кратера под дугой (рисунок 3.4)
Рисунок 3.4 – Схема взаимодействия плазменного потока с пластиной до образования кратера под дугой. Для свободной струи давление на её поверхности равно давлению в газовом пространстве, куда она вытекает. Следовательно, согласно уравнению Бернулли, скорости последней U0, U1, U2, равны между собой. Пренебрегая силами тяжести, составим уравнение количества движения для отсека струи, ограниченного контрольной поверхностью, состоящей из сечения S0, свободной поверхности струи, сечений S1 и S2 и поверхности ванны:
где Q0, Q1 и Q2 – расходы через сечения S0, S1 и S2; р – плотность плазмы. Выбрав оси координат, как показано на рисунке 3.4, проектируем на них это уравнение. Учитывая, что преграда симметрична, т.е. Q1= Q2=1/2Q0, получим выражение для проекций и величины результирующей силы Fx = 0; (3.9) Fx = F = pQ0U0 (3.10) С образованием кратера под дугой характер взаимодействия плазменного потока с ванной изменяется (рисунок 3.5). проектируя уравнение (3.8) на оси координат, получим Fx = 0; (3.11) Fx = F = pQ0U0(1-cosα) (3.12) где α – угол разворота плазменного потока. Из выражений (3.10) и
(3.12) следует, что сила воздействия плазменного потока на осесимметричную
сварочную ванну, по мере образования кратера под дугой, возрастает.
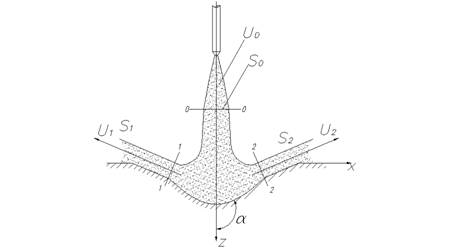
Максимальное значение силы достигается при Последующее проплавление основного металла связано с образованием развитой полости кратера и накоплением жидкого металла в хвостовой части ванны. Симметрия ванны в диаметральной плоскости нарушается. Дуга смещается на переднюю стенку плавления. Газо и гидродинамическая обстановка в зоне сварки все более соответствует квазиустановившемуся процессу формирования шва.
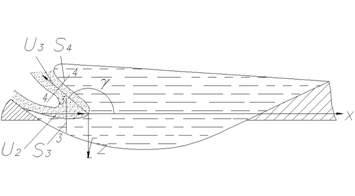
Рисунок 3.5 – Схема взаимодействия плазменного потока с ванной после образования кратера под дугой. При встрече дуги с передней стенкой плавления плазменный поток разделяется (рисунок 3.6). Закономерность деления расхода можно найти из проекции уравнения (3.8) на направление скорости U2 Q2sinβ=Q1-Q2 (3.13) где β – угол
наклона передней стенки плавления в области критической точки Q0=Q1+Q2 (3.14) Решая совместно (3.13) и (3.14) получим
Рисунок 3.6 – Схема взаимодействия плазменного потока с передней стенкой плавления. Плазменный поток, обтекающий полость кратера, является полуограниченной поверхности. Силовое воздействие этого потока будет зависеть от изменения количества движения, определяемого углом разворота вектора скорости течения плазмы на рассматриваемом участке. Составим уравнение количества движения для отсека струи, ограниченного контрольной поверхностью, состоящей из сечений S3 ,S4, свободной поверхности струи на участке ее разворота в хвостовой части ванны и поверхности полости кратера. Согласно (3.8) и (3.16) получим выражение для силы, с которой плазменный поток воздействует на жидкий металл, находящийся в хвостовой части сварочной ванны
Выбрав оси координат, как показано на (рисунке 3.7), проектируем на них это уравнение. Принимая U2=U3=U0 , получим выражения для проекций и величины результирующей силы
где
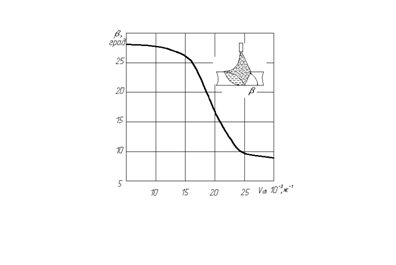
Рисунок 3.7 – Схема взаимодействия плазменного потока с жидким металлом хвостовой части сварочной ванны. Анализ приведенных уравнений (3.18)-(3.20) показывает, что силовое воздействие плазменного потока на участке его разворота в хвостовой части сварочной ванны определяется распределением потока на передней стенке плавления, его мощностью и углом разворота. Изучение продольных макрошлифов конечного кратера показало, что угол наклона передней стенки плавления β в интервале скоростей сварки 0,5-1,2х10-2мс-1изменяется незначительно, а затем по мере её увеличения до 1,6-1,2х10-2мс-1, оголения поверхности плавления и развития полости кратера, заметно уменьшается (рисунок 3.8). При заданной глубине проплавления основного металла, повышение скорости сварки должно сопровождаться увеличением мощности дуги. С ростом последней, мощность плазменного потока увеличивается. В соответствии с (3.15) и (3.16), уменьшение угла β должно сопровождаться перераспределением плазменных потоков на передней стенке плавления. Приращение мощности плазменного потока, обтекающего полость кратера в хвостовой части сварочной ванны, несколько уменьшается. При интервале скоростей
1,2х10-2мс-1 - 1,6х10-2мс-1наблюдалось
значительное смещение жидкого металла в хвостовую часть ванны и его нависания
над полостью кратера ( С дальнейшим увеличением скорости сварки (Vсв >2,3 х10-2мс-1) и мощности дуги , угол наклона передней стенки плавленем практически не меняется и составляет 8-12º. Перераспределение плазменных потоков на передней стенке плавления прекращается. Мощность потока плазмы обтекающего полость кратера в хвостовой части сварочной ванны, определяется лишь мощностью дуги. С ростом последней аэродинамическое воздействие плазменного потока уже не может уравновеситься силами со стороны жидкого металла. Угол разворота резко уменьшается. Жидкий металл практически полностью перемещается в хвостовую часть сварочную ванны, что приводит к образованию протяжных подрезов.
Рисунок 3.8 – Зависимость угла наклона передней стенки плавления от скорости варки. Чтобы предотвратить образование газовых полостей и снизить вклад газодинамической составляющей силового воздействия дуги в процессе перемещения жидкого металла и образования подрезов, согласно (3.18) – (3.20), необходимо уменьшить мощность потока плазмы на участке его разворота в хвостовой части ванны. Очевидно без изменения мощности дуги этого можно достичь путем разворота дуги «углом вперед» путем воздействия на нее магнитного поля тока протекающего по присадочной проволоке. В общем случае, сила
действующая на участок проводника длиной
Однако, в электрической дуге помимо направленного движения заряженных частиц, обусловленного наличием электрического поля, существует газодинамическое движение нейтральных частиц, вызванное разностью давлений. Внешнее магнитное поле воздействует на движение заряженных частиц и стремиться отключить их от первоначального направления. Нейтральные потоки, наоборот, стремятся сохранить свою форму и направление. Они препятствуют указанному действию электромагнитных сил. Результирующее перемещение или изменения формы дуги как единого образования зависит от соотношения этих двух сил. Пространственная стабилизация электрической дуги во многих случаях оказывается связанной с её энергитической устойчивости. К вопросам пространственной стабилизации и энергетической устойчивости дуги в различных областях ее использования подходят по разному. Для получения управляемых термоядерных реакций необходимо наличие пространственно стабилизированного и энергетически устойчивого плазменного шнура. Устойчивое направление горения дуги необходимо и при ее использовании в технологических целях при сварке. Для количественной оценки происходящих здесь процессов можно принять, что на единицу длины дуги необходимо и при ее использовании в технологических целях при сварке. Для количественной оценки происходящих здесь процессов можно принять, что на единицу длины дуги действуют три различные по своему характеру силы (рисунок 3.3). Сила Fм взаимодействия тока в дуге
Электромагнитная сила F2, препятствующая деформации дуги и изменению ее энергетического состояния, пропорциональна квадрату тока:
где Газодинамическая сила F2, возникающая в результате наличия потоков плазмы и инерции движения газовых частиц, определяется на основании законов газодинамики, как центробежная сила.
Рисунок 3.9 – Схема дуги в поперечном магнитном поле
где S – площадь сечения дуги; V – скорость частиц; R – радиус кривизны этой траектории, на которую стремиться перевести прямолинейное движение частиц. Сила F2 появляется только при стремлении изменить прямолинейное движение частиц. Величина этой силы растет с увеличением скорости частиц V и с уменьшением радиуса кривизны R. Скорость частиц плазмы V, входящей в выражение для силы F2, зависит от величины тока I. максимальное значение этой скорости определяется уравнением [45].
где
Подставляя это значение в уравнение (3.27), получаем:
Сила Fм деформирует дугу, силы F1 и F2 препятствуют этой деформации. Составив отношение деформирующих сил и сил сопротивоения, получаем:
Соотношение сил, входящих
в уравнение (3.26) и (3.27), исследовалось экспериментально [45]. При заданном
угле
Из последнего уравнения
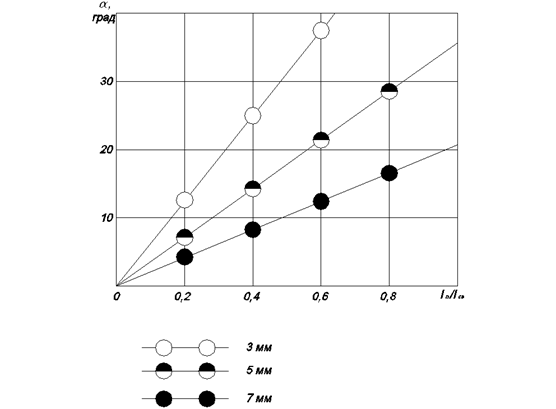
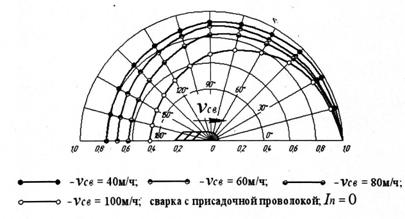
следует, что с увеличением тока Результаты полученные в представленной работе показали, что сварочная дуга хорошо управляется магнитным полем, генерируемым током присадочной проволоки, в пределах угла отклонения 0-40°(рисунок 3.10), что обеспечивает качественное формирование швов при существенном повышении скорости сварки (рисунок 3.11).
Рисунок 3.10 – Зависимость угла отклонения дуги от тока в присадочной проволоке.
Iсв=240А Рисунок 3.11 – Зависимость величины подреза от скорости сварки. 3.3 Свойства сварных соединений По базовой технологии принятой на предприятии, сварку крупногабаритных изделий из титанового сплава ОТ4, толщиной до 4 мм выполняли вольфрамовым электродом с присадочной проволокой того же состава, что и основной металл в аргоне. Попытки повышения производительности сварочных работ, путем повышения скорости сварки приводили к образованию протяженных подрезов. Результаты исследований, представленных в предыдущих разделах работы, говорят о том, что скорость аргонодуговой сварки может быть существенно повышена путем введения в хвостовую часть сварочной ванны токоподводящей присадочной проволоки. Выбор режимов сварки изделий с толщиной стенки до 4 мм, при которых бы одновременно достигалась высокая производительность и качество формирования швов, осуществляли экспериментальным путем с учетом ранее накопленного опыта. В ходе экспериментов изменялись следующие параметры режима сварки: сварочный ток Iсв ; ток в присадочной проволоке In; скорость подачи присадочной проволоки Vn, её диаметр dn и расход защитного газа Q. Ориентировочные режимы сварки крупногабаритных изделий из титанового сплава ОТ4 приведены в таблице 3.1. При выбранных режимах сварки происходит формирование симметричного шва с плавным переходом от усиления к основному металлу, без подрезов и прожогов основного металла. Таблица 3.1 – Ориентировочные режимы аргонодуговой сварки вольфрамовым электродом сплава ОТ4.
Структура металла швов состоит из мартенсиной α’ – фазы (рисунок 3.12). В околошовной зоне сварного соединения наблюдается три характерных участках (3.13): участок крупного зерна (перегрева), где температура нагрева изменяется от температуры плавления до 1300°С; участок полной перекристаллизации, где при охлаждении, структуры аналогичны тем, которые возникают на участке крупного зерна; участок неполной перекристаллизации, где структурные изменения в металле по сравнению с другими участками околошовной зоны оказывает менее отрицательное влияние на свойства сварных соединений. Очевидно, [10-13] из рассматриваемых структурных участков наиболее опасен участок максимального перегрева. Механические свойства сварных соединений приведены в таблице 3.2. Как следует из приведенных результатов, предел прочности сварного соединений составляет больше 90% прочности основного металла; угол загиба, в зависимости от свариваемых толщин, составляет ~ 60-70% от угла загиба основного металла. Эти результаты позволяют говорить о том, что механические свойства сварных соединений, выполненных с токоподводящей присадочной проволокой, не уступают механическим свойствам сварных соединений изготавливаемых на предприятии. При этом скорость сварки возросла более чем в два раза. Таблица 3.2 – Механические свойства основного металла и сварных соединений
На основании полученных результатов можно сделать следующие выводы: - по вопросу образования подрезов нет существенных противоречий, так как одни авторы работ, посвященных этой проблеме, рассматривают условия формирования шва на основе всеобщего закона равновесия действующей и противодействующих сил, а другие акцентируют внимание на особенностях образования дефектов в связи с нарушениями этого равновесия, вызываемыми пространственными изменениями источника нагрева и перераспределения нагрева и перераспределениями плотности Лоренцевых сил по жидкому металлу сварочной ванны; - увеличение скорости дуговой сварки приводит к концентрации тока в головной части сварочной ванны, что способствует образованию протяженных подрезов; - введение обесточенной присадочной проволоки в хвостовую часть сварочной ванны уменьшает её протяженность, что очевидно, приводит к некоторому снижению концентрации тока перед двужущейся дугой; - применение токоподводящей присадочной проволоки позволяет в широких пределах регулировать распределение тока в зоне дуговой сварки, что может расширить возможности формирования швов без подрезов при сварке с повышенной скоростью; - сварочная дуга с вольфрамовым катодом в аргоне хорошо управляется магнитным полем тока в присадочной проволоке в пределах угла ее отклонения 0-40°; - разворот дуги «углом вперед» магнитным полем тока присадочной проволоки позволяет формировать швы без подрезов при увеличении скорости сварки более чем в два раза; - механические свойства сварных соединений из сплава ОТ4, выполненных с токоподводящей присадочной проволокой, не уступают аналогичным соединениям, выполненным обычной аргонодуговой сваркой.
Рисунок 3.12 – Структура металла шва х300
Рисунок 3.13 – Характерные структурные участки сварных соединений. Литература 1. Гуляев А.П. Металловедение. – М.: Металлургия, 1986.-544с. 2. Калачев Б.А., Ливанов В.А., Гиагин В.И. Металловедение и термическая обработка ценных металлов и сплавов.- М.: Металлургия, 1972 - 480с. 3. Пульцин Н.М. Титановые сплавы и их применение в машиностроении. - М.: Машиностроение,1982.-214с. 4. Носова Г.И. Фазовые превращения в сплавах титана. – М.: Металлургия, 1978 - 154с. 5. Rosenthal I.A. \\ Mod. Metals. – 1974 - N20, s. 4-8 6. Smit J. \\ Metallwerking. -1976 - N31. – s.25-28 7. Прохоров Н.Н. Технологическая прочность сварных швов в процессе кристаллизации. – М.: Металлургия, 1979.-248с. 8. Пантон Б.Е. Технология электрической сварки металлов и сплавов плавлением. – М.: Машиностроение, 1974. – 768с. 9. Орлов Б.Д. Технология и оборудование контактной сварки. – М.: Машиностроение, 1986. – 352с. 10. Третьяков В.Ф. Сварка плавлением титана и его сплавов.- М.: Машиностроение, 1977.-144с. 11. Петров А.В. Сварка закрытой стальной дугой. Сварочное производство.-1972. – N4 – с.15-17 12. Гуревич С.М. Сварка высокопрочных титановых сплавов. – М.: Машиностроение, 1975.-150с. 13. Хореев А.И. Основные принципы разработки высокопрочных свариваемых титановых сплавов. \\ Сварочное производство.-1975. – N10.-c.4-7. 14. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. – М.: Машгиз, 1951.- 296с. 15. Фролов В.В. Теоретические основы сварки. – М.: Высшая школа, 1970.-592с. 16. Лебедев В.К. Устойчивость металлической ванны при сварке тонкого металла. – Автоматическая сварки, 1975, N6, с.71. 17. Пантон Б.Е., Мандельберг С.Л. Некоторые особенности формирования швов при сварке с повышенной скоростью//Автоматическая сварка. – 1971.- №8.– С.1–6. 18. Ерохин А.А., Букаров В.А., Ищенко Ю.С. Влияние угла заточки вольфрамового катода на образование подрезов и газовых полостей при сварке. – Сварочное производство, 1972, N5, с.20-21. 19. Robinson J.B. High – Speed Gas Tungsten – Answelding of Aluminium Sheet Welding Journal, 1968, N1. 20. Hicken G.K. and Jackson C.E. The Effect of applied magnetic filds on welding arcs. Welding Journal, 1966, N11. 21. Ando K.et.ol. A Consideration the mechanism of penetration in the arc welding. Journal of the Japan welding society, 1968, N4. 22. Wealleans. J. W. Adams B. Undarcutting and Weld Bead in T.J.G. Welding/ Welding and Metal. Fabrication, 1969, N6. 23. Ковалев И.М. Пространственная устойчивость движущейся дуги с неплавящимся катодом. – Сварочное производство, 1972, N8, с. 1-3. 24. Ковалев И.М. Некоторые особенности формирования сварных соединений при сварке с неплавящимся катодом. – Сварочное производство, 1974, N10, с. 3-5. 25. Ковалев И.М. Изучение потоков жидкого металла при аргонодуговой сварке неплавящимся электродом. – Сварочное производство, 1974, N9, с. 10-12. 26. Ковалев И.М. Влияние движения металла в сварочной ванне на устойчивость дуги и формирование шва. – Сварочное производство, 1974, N11, с. 5-7. 27. Ковалев И.М., Кричевский Е.М., Львов В.Н. Аргоно-дуговая сварка труб из стали 1Х18Н10Т неплавящимся электродом с формированием шва в поперечном магнитном поле. – Сварочное производство, 1975, N5, с. 15-17. 28. Кудояров Б.В., Руссо В.Л.. Суздалев И.В. О взаимосвязи между отклонением сварочной дуги и образованием газовых полостей в сварном шве. – Сварочное производство, 1972, N4, с.9-10. 29. Руссо В.Л., Кудояров Б.В., Суздалев И.В. и др. Образование газовых полостей в металле шва при автоматической сварке титана сжатой дугой. – Сварочное производство, 1972, N9, с. 48-50. 30. Суздалев И.В., Руссо В.Л., Кудояров Б.В., и др. Влияние угла наклона электрода на образование газовых полостей в корне шва при аргоно-дуговой сварке титана. Сварочное производство, 1972, N11, с. 5-7. 31. Жуковский В.Д., Зильберштейн Л.Н., Петрунин Е.П. Влияние предварительного подогрева на скорость аргоно -дуговой сварки труб. – Сварочное производство, 1968, N9, с. 11-13. 32. Чернышов Г.Г., Ковтун В.Л. Влияние теплового потока и давление дуги на предельную скорость сварки. – Сварочное производство, 1985, N2, с. 14-15. 33. Ерохин А.А., Букаров В.А., Ищенко Ю. С. Расчет режимов автоматической сварки стыковых соединений с заданной величиной проплавления. – Сварочное производство, 1971, N2, с. 22-25. 34. Таран В.Д., Чудинов М.С. Определение поверхностного натяжения ванночки расплавленного металла в условиях сварки.- Сварочное производство, 1972, N1, с. 7-8. 35. Данилов В.А., Чернышов Г.Г. О механизме воздействия импульса тока на ванну. – Сварочное производство, 1974, N1, с. 54-56. 36. Гладков Э.А., Гуслитов И.А., Сас А.В. Динамические процессы в сварочной ванне при вариации действующих сил. – Сварочное производство, 1974, N4, с. 5-6. 37. Ищенко Ю.С., Букаров В.А. Методика оценки статического равновесия жидкой ванны при У-образной разделки кромок. – Сварочное производство, 1978, N10, с. 9-13 38. Петров А.В. Вопросы дуговой сварки в среде защитных газов тонколистовых материалов: Дис… д-ра техн. Наук: 05.04.05.- Защищена 29.06.69; Утв. 11.05.72 – М., 1969.-338с. 39. Демянцевич В.П., Матюхин В.Л. Особенности движения жидкого металла в сварочной ванне при сварке неплавящимся электродом. – Сварочного производство, 1972, N10, с. 1-3. 40. Мендельсберг С.Л., Сидоренко Б.Г., Лопата В.Е. Влияние скорости сварки на положение столба дуги. – Автоматическая сварка, 1975, N6, с. 41-44. 41. Мендельсберг С.Л., Сидоренко Б.Г., Лопата В.Е. Влияние расположения токоподвода на формирование швов при однодуговой сварке. - Автоматическая сварка, 1976, N8, с. 11-15. 42. Ситников В.В. Распределение плотности тока в проводящей среде при импульсно-дуговой сварке. – В сб.: Молодые ученые и специалисты Харькова – ХIХ съезду ВЛКСМ. – Харьков: 1982, с.20. 43. Райчук Ю.М. Распределение тока по пластине при дуговой сварке. – Автоматическая сварка, 1967, N4, с. 19-22. 44. Харьков Е.И., Лысов В.И., Федоров Р.Е. Физика жидких металлов. – Киев: Высшая школа, 1979. – 246 с. 45. Леснов Г. И. Электрическая сварочная дуга. – М.: Машиностроение, 1970.- 335 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (2.5)
(2.5) ………… (2.6)
………… (2.6)
 (3.16)
(3.16)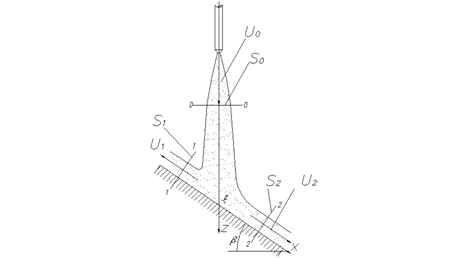
 (3.21)
(3.21)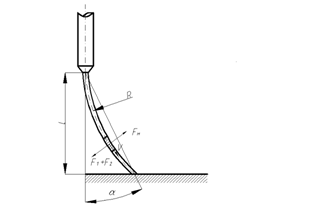
 (3.24)
(3.24) (3.25)
(3.25) (3.27)
(3.27)