|
Курсовая работа: Разработка технологического процесса изготовления "Вала"3. Расчетный диаметр круга D = Dk = 250 мм Расчетная частота вращения круга:
Принимаем по паспорту станка nкр = 2340 об/мин Фактическая скорость резания:
4. Расчетный диаметр заготовки Dз = d1= 30,1 мм Табличная окружная скорость заготовки: Vз = 20…40 м/мин [3.с. 301, табл. 55] Принимаем Vз = 40 м/мин Частота вращения заготовки:
5. Табличная врезная (радиальная) подача на 1 оборот заготовки: Sрад = 0,001…0,005 мм/об Принимаем радиальную подачу: Sрад = 0,001 мм/об Скорость минутной врезной подачи:
6. Диаметры до и после обработки (по исходным данным): d1= 30,1 мм, d2 = 30,02 мм Припуск на шлифование (на сторону):
Расчетная длина хода L = h = 0,085 мм 7. Число рабочих ходов i = 1 Коэффициент, учитывающий время на выхаживание: K = 1,2…1,3 Принимаем K = 1,3 8. Основное время на операцию:
Операция 050 Круглошлифовальная Переходы: 1. Снять, установить и закрепить заготовку. 2. Шлифовать поверхность предварительно Материал заготовки – сталь 45; 241 НВ Станок – кругло-шлифовальный 3Б12 Переход 2: Выбираем абразивный инструмент: Диаметр круга ш 600 мм, ширина В=40 мм, принятая форма круга – ПП (с выточкой), материал 24А, твердость С1, зернистость 25, номер структуры 5, связка К5, скорость вращательного движения v= 35 м/с ПП 600Ч40 24А 25Н С1 5 К5 35 м/с 1 кл ГОСТ 2424–83 5)
Определяем скорость
вращательного движения круга
Определяем частоту вращения
круга
где
Корректируем частоту вращения по
паспорту станка Определяем скорость вращения заготовки
6)
Определяем частоту
вращения заготовки
Определяем глубину шлифования t, мм 7) Определяем продольную подачу S мм/об S=(0,3–0,4) В где В-ширина круга (мм) S=0,3 × 40=12 м/мин Находим минутную подачу:
Расчетная длина хода стола L=95–0,4 × 40=79 мм 5) Припуск на шлифование (на сторону):
Коэффициент, учитывающий, дополнительные ходы на выхаживание: K = 1,2…1,4 Принимаем K = 1,4 Число ходов, включая выхаживание:
6) Определяем основное время
L – длина обрабатываемой хода
стола, 79 мм 2.6 Нормирование операции Операция 005 Фрезерно-ценровальная Исходные данные: Обрабатываемый материал: сталь 45. Масса заготовки – 3,39 кг. Величина партии изделий Станок – фрезерно-центровальный мод. МР-71М. Способ установки детали- в тисках ГОСТ 21167–75. Расчет норм времени 1. 2. Определяем вспомогательное время
3. 4. К=0,5 5. 6. Общее вспомогательное время на операцию:
7. Определяем время на обслуживание рабочего места и отдыха в долях от оперативного время: a обс.= 5%; аотл=3,5%. 8. Определяем подготовительно-заключительное время: Тпз=10 мин 9. Норма штучного времени на операцию:
10. Величина операционной партии изделий nоп = 157 шт. (по исходным данным) 11. Штучно – калькуляционное время:
010 Токарная с ЧПУ Исходные данные: 1. Наименование операции: токарно-винторезная. 2. Станок: токарно-винторезный с ЧПУ. 3. Модель станка: 16К20Ф3С39 (наибольший диаметр обрабатываемой заготовки над суппортом 200 мм). 4. Модель устройства ЧПУ – «Электроника НЦ-31». 5. Наименование детали – вал. 6. Обрабатываемый материал: сталь 45, масса - 3,39 кг. 7. Способ установки детали - в поводковом патроне, в центрах. 8. Количество инструмента в наладке – 4. Расчёт норм времени на данную операцию. 1. Время на организационную подготовку: Получить наряд, чертёж, инструмент – 4,0 мин. Ознакомиться с работой, чертежом, технологической документацией, осмотреть заготовку – 2,0 мин. Инструктаж мастера – 2,0 мин. Итого: 2. Время на наладку станка, приспособлений, инструмента, программных устройств: Установить и снять – 4,5 мин. Подключить приспособление с механизированным зажимом к пневмосети - 2,5 мин. Установить и снять инструментальный блок или отдельный режущий инструмент. Время на один инструмент(блок) – 0,4 мин. Так-так у нас два инструментальных блока, 0,4+0,4=0,8 мин. Установить программоноситель в считывающее устройство и снять – 10,0 мин. Проверить работоспособность считывающего устройства перфоленты – 7,6 мин. Установить исходные координаты Х и Y (настроить нулевое положение) по боковой поверхности – 1,8 мин. Настроить устройство для подачи СОЖ – 0,5 мин.
3. Пробная обработка детали
Итого: подготовительно – заключительное время на партию деталей.
4. Вспомогательное время на установку и снятие детали
5. Вспомогательное время, связанное с операцией
6. Вспомогательное время на контрольные измерения
7. Время на обслуживание рабочего места, отдых
и личные потребности 8. Общее вспомогательное время на операцию:
9. Определяем штучное время:
10. Штучно-калькуляционное время:
Операция 015 Шлицефрезерная. Основное время Т0=3,02 мин. 1. Определяем вспомогательное время Тв=0,7 мин. 2. Топ= То+ Тв=3,02+0,7=3,72 мин. – оперативное время. 3. Определяем время на обслуживание рабочего места Тобс=4,5% Топ Тобс=0,09 мин. 4. Определяем время на отдых и личные потребности. Тотл=5% Топ; Тотл=0,1 мин. 5. Определяем норму штучного времени.
6. Определяем подготовительно заключительное время Тп.з = 36 мин. 6. Определяем норму штучно-калькуляционного времени.
Операция 020 Шпоночно-фрезерная. 1.
Определяем
вспомогательное время на операцию
2.
Определяем оперативное
время
3. Определяем время на обслуживание рабочего места, отдых и личные надобности.
4. Определяем норму штучного
времени
5. Определяем подготовительно-заключительное время на партию деталей
6. Определяем штучно калькуляционное время
Операция 025 Вертикально-сверлильная 1. Определяем вспомогательное
время на операцию
2. Определяем время на обслуживание рабочего места, отдых и личные надобности.
3. Определяем норму штучного
времени
4. Определяем подготовительно-заключительное время на партию деталей
5. Определяем штучно калькуляционное время:
Операция 035 Круглошлифовальная. Исходные данные: Масса заготовки 3,39 кг Установка заготовки – в центрах с хомутиком Величина операционной партии изделий Поп =157 шт. Контроль диаметрального размера – скобой Станок круглошлифовальный мод. 3Б12 (наибольший диаметр устанавливаемой заготовки 200 мм) Подача – автоматическая. Расчет норм времени Основное время То = 0,169 мин 1. Туст = 0,28 мин [карта 6, поз. 2] 2. tп = 0,37 мин [карта 44, поз. 46] 3. tизм = 0,09 мин [карта 86, поз. 25] tизм = То (0,09 = 0,09), но в данном случае время на измерения в норму включаем. 4. К = 1 [карта 87] 5. Суммарное вспомогательное время на переход: Тп = tп + tизм · К = 0,37+0,09 · 1 =0,46 мин 6. Общее вспомогательное время на операцию: Тв = Туст + Тп = 0,28 + 0,46 =0,74 мин 7. аобс = 9% [карта 45] 8. Тп.з = 7+6+1+7=30 мин [карта 45, поз. 2,6,7,10] 9. Определяем аот.л при автоматической подачи: Оперативное время Топ = То + Тв = 0,169 + 0,74 = 0,91 мин аот.л = 4% [карта 88] 10.Норма штучного времени на операцию:
11.Величина операционной партии изделий nоп = 157 шт. (по исходным данным) 12.Штучно – калькуляционное время:
3. Конструкторская часть 3.1 Конструирование станочного приспособления 3.1.1 Силовой расчет приспособления Проектируемое приспособление предназначено для фрезерования шпоночного паза на шпоночно-фрезерной операции. Исходные данные для расчета: – содержание операции: фрезерование шпоночного паза – способ базирования заготовки: цилиндрической поверхностью D = 25 мм на опорную призму с< б =90є – режимные параметры обработки из п. 2.5: t =4 мм; i = 8; Sм = 456 мм/мин; n=950 мин-1; V=14,9 м/мин; Sz = 0,24 мм/зуб Для определения величины требуемой силы зажима разрабатываем схему действия силы на заготовку. Со стороны шпоночной фрезы на заготовку действуют силы Рz, Рх, Ру, сдвигающие ее относительно опорной призмы. Этим силам противодействуют: – со стороны зажимного элемента сила зажима W, прижимающая заготовку к опорной призме; – силы трения Wf в местах контакта базовой поверхности заготовки с зажимным и опорным элементами, удерживающими ее от сдвига. При действии всех сил заготовка должна находиться в равновесии. Учитывая способ базирования заготовки, характер и направление действия на нее всех сил, а также надежность закрепления, величину требуемой силы зажима заготовки рассчитываем по формуле: Wсум=(К · √Рz2+Рх2+Ру2) / f1 +f2/sinб/2, где К - коэффициент заноса f 1, f2 – коэффициенты трения в местах контакта базовой поверхности заготовки с зажимным и опорным элементами соответственно. б – угол призмы в градусах; б = 900 Принимаем f 1=f2 =0,16 – при контакте обработанной поверхности заготовки с опорой и зажимным элементом К = Ко · К1 · К2 · К3 · К4 · К5 · К6, К0 =1,5 – гарантированный коэффициент заноса К1 =1 – при чистовой обработке К2=1,6…1,8 – коэффициент, учитывающий затупления шпоночной фрезы при фрезеровании стали; Принимаем К2=11,7 К3 =не учитывается при непрерывном фрезеровании К4 =1,0 – при использовании пневмоцилиндра двухстороннего действия К5 – не учитывается пи механизированном зажиме К6-не учитывается при отсутствии момента, поворачивающего заготовку относительно опоры К=1,5 · 1 · 1,7 · 1=2,55 Главную составляющую силы резания берем из п. 2.5. Рz =263,6Н Величины остальных составляющих силы резания радиальной Ру и осевой Рх устанавливаем из соотношения с главной составляющей Рz. Ру=(0,3…0,4) Рz. [4, т. 42, с. 292] Рх =(0,5…0,55) Рz. Ру=0,4 Рz. = 0,4 · 263,6=105,44Н Рх =0,55 Рz = 0,55 · 263,6 =144,98Н Рассчитываем силу W по формуле. W =2,55 · √263,62+144,982+105,442 / 0,16+0,16/0,707 = 2105Н 3.1.2 Описание конструкции и принципа действия Анализируем исходные данные Тип производства – среднесерийное Тип привода – механизированный Расчетная величина зажимной силы W=2105Н. выбираем тип зажимного механизма и привода. Для приспособления, работающего в условиях среднесерийного производства с требуемой величиной зажимной силы, принимаем рычажный зажимной механизм с передаточным отношением сил i =1,67 Выбираем тип привода. Принимаем механизированный пневматический привод с пневмоцилиндром двухстороннего действия. Передача сил со штока на заготовку будет производиться по схеме: шток-рычаг-заготовка. На основании схемы действия сил по известной силе W определяем величину расчетной исходной силы на штоке пневмоцилиндра D. Для рычажного зажимного механизма величина силы, действующей со стороны штока на рычаг рассчитываем по формуле: Q =W /i · ŋ, где ŋ – КПД рычажного зажимного механизма, принимаем ŋ = 0,95 Q = 2105/1,67 · 0,95=1327Н Зная величину силы, развиваемой на штоке пневмоцилиндра двухстороннего действия, определяем расчетный диаметр пневмоцилиндра D. Для пневмоцилиндра 2-х стороннего действия при подаче сжатого воздуха для зажима в бесштоковую полость. Q= D2 /4 · ŋ · т, Н, где т – давление сжатого воздуха, Па ŋ – КПД пневмоцилиндра из формулы D =√4 · Q/ · т · ŋ, мм Принимаем т -0,4 МПа = 0,4 · 106 Па, ŋ =0,95 D = √4 · 1324/3,14 · 0,4 · 106 · 0,95 = 0,0667 м=66,7 мм Принимаем стандартную величину диаметра пневмоцилиндра: D=100 мм. 3.2 Конструирование и расчет режущего инструмента Для обработки шпоночного паза шириной 8 мм выбираем цельную шпоночную фрезу по ГОСТ 9140–78. Глубина паза 4 мм, длинна 40 мм, станок шпоночно-фрезерный модель 692М, материал заготовки сталь 45 ГОСТ 1050–88 Подача 1. Определяем геометрические и конструктивные параметры рабочей части фрезы выбираем по ГОСТ 9140–78 Угол наклона винтовой канавки:
Передний угол: 5˚ (для конструкционной стали) Задний угол б = 12±2˚ Главный угол в плане ц=90˚ 2. Число зубьев фрезы z =2 3. Определяем высоту зуба фрезы:
где К – коэффициент высоты зуба в зависимости от типа фрезы (К=0,9)
4. Радиус перехода от спинки к передней грани фрезы:
где Кс – коэффициент размещения стружки (Кс=3–4, принимаем Кс = 3,5)
Принимаем r = 1.1 мм 5. Ширина ленточка f выбираем по ГОСТ 9140–78 f = 1 мм 6. Обратная конусность фрезы (уменьшение диаметра по направлению к хвостовику) на 100 мм длины рабочей части должна составлять: D= 8 мм. Обратная конусность равна 0,04–0,10 мм; берем ≈ 0,05 мм 3.3 Конструирование и расчёт мерительного инструмента калибр – скоба 1. Определение предельных отклонений вала: es =0 мм ei = -0,013 мм 2. Расчет предельных размеров вала:
3. Определение отклонений и допуска для калибра скобы, мм:
4. Расчет предельных и исполнительных размеров калибр скобы:
4. Проектирование участка механического цеха 4.1 Расчёт количества оборудования и его загрузки Потребное количество станков, необходимое для изготовления заданного объёма выпуска с дозагрузкой:
N - годовой объём деталей по заданию, шт. N=8000 шт.
D-дозагрузка, ст. ч. D=76000 ст. ч. Fg-эффективный фонд времени работы оборудования, час. Fg=38,36 К=1,0 – коэффициент
Коэффициент загрузки оборудования по каждой группе определяем по формуле:
где Средний коэффициент загрузки оборудования определяем по формуле:
Все данные о расчёте станков и коэффициентов загрузки сводим в таблицу. Таблица 4.1
4.2 Планирование участка. Определение площадей Состав производственного участка определяется характером изготовляемого изделия, видом технологического процесса, объёмом производства. На участке располагается оборудование, предназначенное для выполнения, технологического процесса обработки детали. Контрольное отделение, складские помещения, которые являются вспомогательными. Для среднесерийного производства принимаем групповой способ размещения станков по видам обработки (токарные, фрезерные, сверлильные, шлифовальные и т.д.) Ширину пролёта между колоннами принимаем L=18 м и шагом колонн t=12 м. Высота здания 6 м. Место рабочего у станка обозначаем кружком диаметром 500 мм Определяем размер главного проезда Lпр=2500 мм, предназначенного для транспортирования материалов, заготовок, и движения людей. Перемещение заготовок производим с помощью электрокар, так как вес заготовки менее 10 кг. Для обслуживания участка используем кран-балку грузоподъёмностью 5 т. Станки располагаем вдоль пролёта, группу круглошлифовальных станков располагаем в поперечном направлении для лучшего использования площади участка. В соответствии с
технологическим процессом располагаем на данном механическом участке места для
мастера и контролёров площадью не менее По плану участка площадь
участка составляет: S=641 В целях соблюдения пожарной безопасности в цехе запрещается: курить в местах, не отведённых для этой цели; загромождать проходы и проезды, подступы к водоисточникам, пожарным лестницам, средствам пожаротушения, электросиловым установкам и вентиляционным камерам. При работе на шлифовальных станках рабочие должны пользоваться защитными очками и экранами; При выполнении шлифовальной операции рабочий находится сбоку от шлифовального круга; Обязательное использование спецодежды, волосы заправляются под головной убор, рукава куртки застёгиваются; При слесарной операции необходимо использовать тиски для зажима детали; Стружку с рабочего места убирать специальными щётками; При токарной операции для смены патрона необходимо пользоваться подкладкой; При сверлильных операциях использовать зажимные приспособления. К противопожарной технике безопасности можно отнеси: – необходимость противопожарных преград внутри помещения, наличие противопожарного оборудования; – наличие средств пожаротушения; – пути эвакуации людей из помещения в случае пожара. Необходимо, чтобы все рабочие изучили и усвоили правила безопасной работы, при соблюдении которых можно предупредить и полностью предотвратить несчастные случаи и создать условия для высокопроизводительной работы. При несоблюдении правил техники безопасности здоровью работающего может быть нанесён вред. Работники обязаны соблюдать дисциплину труда, правильно применять коллективные и индивидуальные средства защиты. Несоблюдение инструкций по охране труда является нарушением трудовой и технологической дисциплины. Лица, нарушающие инструкцию, несут ответственность в дисциплинарном или судебном порядке в зависимости от характера и последствий нарушений. 4.3 Техника безопасности на участке В машиностроительном производстве существуют нормы техники безопасности и охраны труда. Основными направлениями государственной политики в области охраны труда являются: принятие и реализация законов и иных актов, целевых и отраслевых программ улучшения условий труда; государственное управление охраной труда; государственный надзор и контроль по соблюдению требований охраны труда; содействие общественному контролю по соблюдению правил и законных интересов работников в области охраны труда; расследование несчастных случаев на производстве и профессиональных заболеваний; защита законных интересов работников, пострадавших от несчастных случаев на производстве и профессиональных заболеваний; установление компенсаций за тяжёлую работу и работу с вредными или опасными условиями труда; установление порядка обеспечения работников средствами индивидуальной и коллективной защиты, а также санитарно-бытовыми помещениями и устройствами, лечебно-профилактическими средствами за счёт средств работодателя. В данном дипломном проекте применены технические и организационные средства, обеспечивающие безопасность и безвредность условий труда обслуживающего персонала и окружающей среды. Для безопасности эксплуатации электрооборудования на механических участках цехов применяют системы сигнализации. Для рабочих существуют нормы техники безопасности при работе с оборудованием. В местах работы должны находиться набор необходимых средств для оказания первой помощи (аптечный шкаф), плакаты о правилах оказания первой помощи, производства искусственного дыхания и наружного массажа сердца. Плакаты и правила должны быть вывешены на видных местах. Литература 1. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учеб. пособие для техникумов по специальности «Обработка металлов резанием». - М.: Машиностроение, 1985 г. 184 с. 2. А.Ф. Горбацевич. Курсовое проектирование по технологии машиностроения. Минск, «Высшая школа», 1975 г. 88 с. С ил. 3. Справочник технолога-машиностроителя. В 2-х т. Т. 2 Под ред. А.Г. Косиповой и Р.К. Мещерякова. – 4-е изд. перераб. и доп. М.: Машиностроение, 1986. 496 с., ил. 4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. 5. Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках. Часть 1. 6. Общемашиностроительные нормативы времени для технического нормирования работ на универсальных и специальных станках с ЧПУ. 7. Барановский Ю.В. Справочник «Режимы резания металлов». Нефёдов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту: Учебное пособие для техникумов по предмету «Основы учения о резании металлов и режущий инструмент». – 5-е изд., перераб. и доп. М.: Машиностроение, 1990 г. 8. Г.Н. Мельников, В.П. Вороненко «Проектирование механосборочных цехов; Учебник для студентов машиностроительных. специальностей вузов / Под. ред. А.М. Дальского – М.: Машиностроение, 1990. – 352 с., ил. 9. «Единый тарифно-квалификационный справочник работ и профессий рабочих». Выпуск 2. М., Машиностроение, 1992. 10. Машиностроительное производство: Учебник для студ. учреждений средн. проф. образования / В.Ю. Шишмарев, Т.И. Каспина. М.: Издательский центр «Академия», 2004. – 352 с. 11. Н.А. Нефедов «Дипломное проектирование в машиностроительных техникумах: Учебное пособие для техникумов. 2-е изд., перераб. и доп. – М., Высшая школа, 1986. – 239 с., ил. 12. О.И. Волков, В.К. Скляренко «Экономика предприятия». М., ИНФРА-М, 2003. – 280 с. 14. «Экономика и организация производства в дипломных проектах». п/р. К.М. Великанова. Ленинград, Машиностроение, 1986. – 285 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||


 (3.4)
(3.4)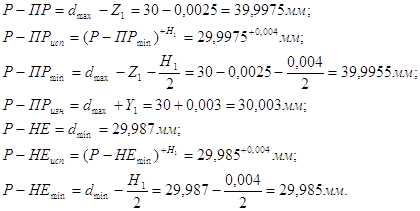 (3.5)
(3.5)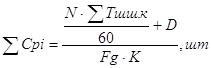 (4.1)
(4.1)
 ;
;