|
Дипломная работа: Привод торцовочного станка∑О = 22 + 36 + 9 + 5 + 8 + 5 + 9 + 4 + 42 + 23 + 10 + 10 = 183 Явочное число рабочих равно: ∑О = 12 чел. Коэффициент закрепления операций по формуле (3.1) равен:
Так как 10 < кз.о. < 20, то производство валов – среднесерийное. 3.1.5 Расчет припусков на механическую обработку Расчет припуска имеет очень большое значение в процессе обработки детали при разработке технологических операций. Правильное значение припусков на обработку заготовки обеспечивает экономию материала и трудовых ресурсов, качество выпускаемой продукции, снижает себестоимость изделий. Существует два метода расчета припусков: аналитический (расчетный) и справочный (табличный). Для заданной поверхности детали произведем расчет припусков аналитическим методом, а для остальных размеров припуски назначаем табличным методом. Приведем пример расчета припуска на размер Ø42-0,25 мм. Все расчеты ведем по рекомендациям [8]. Расчет припусков на обработку Ø42-0,25 мм приведен в табл. 3.4., в которой записан технологический маршрут обработки этого размера и все значения элементов припуска. Значения Rz и Т, характеризующие качество поверхности заготовки, составляют соответственно 150 и 250 мкм. Далее для каждого технологического перехода записываем соответствующие значения Rz и Т. Таблица 3.4. Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Ø42-0,25 мм
Определяем суммарное отклонение по формуле:
где ρк и ρц – пространственные отклонения, мм.
где ∆к – удельная кривизна заготовки; l – длина заготовки, мм.
где d – допуск на заготовку, d = 1,1 мм
По формуле (3.3) суммарное отклонение определим как:
Определяем остаточное пространственное отклонение после предварительного точения:
где ку – коэффициент уточнения формы, зависящий от типа обработки, ку=0,05.
Погрешность закрепления s заготовки в центрах равна 0. Минимальные значения припусков определяем по формуле:
где Rz – высота микронеровностей, мкм; Т – глубина дефектного слоя, мкм; ρ – пространственное отклонение, мкм; ε – погрешность установки, мкм. Определяем минимальные значения припусков для всех переходов по формуле (3.4): – при черновом точении
– при чистовом точении
Расчетный размер рассчитывается, начиная с конечного (чертежного) размера путем последующего прибавления минимального припуска каждого технологического перехода.
где dном – номинальный размер (по чертежу), мм; ei – нижнее отклонение размера, мм.
Подставив численные значения в формулу (3.5), получаем: – после чернового точения
– после чистового точения
Определяем наименьшие предельные размеры по формуле:
где di – допуск для i-ro перехода, мм. Значения допусков для каждого перехода принимаем по таблице [8] в соответствии с квалитетом того или иного вида обработки.
Определяем предельные значения припусков по формулам:
Предельные значения припусков равны: – для чернового точения
– для чистового точения
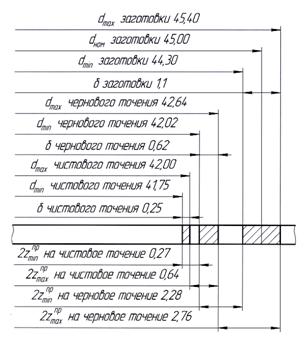
На основании данных расчета строим схему графического расположения припусков и допусков по обработке размера Ø42-0,25 мм (рис. 3.1). Общие припуски Z0min и Z0max определяем, суммируя промежуточные припуски:
Общий номинальный припуск равен:
где
Рис. 3.1 – Схема графического расположения припусков и допусков на обработку размера Ø42-0,25 мм вала Определяем номинальный диаметр размера:
где
Производим проверку правильности выполненных расчетов:
На остальные обрабатываемые поверхности детали припуски и допуски принимаем по ГОСТ 7505–74 и записываем их значения в табл. 3.5. Таблица 3.5. Припуски и допуски на обрабатываемые поверхности вала
3.1.6 Выбор оборудования Выбор оборудования осуществляется на основании таких данных, как метод обработки, расположение, размеры обрабатываемых поверхностей, габаритных размеров заготовки, количество инструментов в наладке станка, обеспечение заданной производительности, эффективность использования станка по времени, мощности и др. В процессе обработки детали используется несколько видов станков. Краткая характеристика последних приведена ниже. При выборе оборудования используем справочные данные [9]. Для отрезки заготовки применяем абразивно-отрезной станок модели 8А240, техническая характеристика которого приведена в табл. 3.6. Таблица 3.6. Техническая характеристика станка модели 8А240
Для фрезерно-центровальной операции применяем фрезерно-центровальный полуавтомат модели МР-71М, техническая характеристика которого приведена в табл. 3.7. Полуавтомат предназначен для двустороннего фрезерования и зацентровки валов. Обеспечивается параллельность торцов и перпендикулярность их к оси детали, что дает возможность в дальнейшем их не обрабатывать. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 , мм,
, мм, мм
мм