|
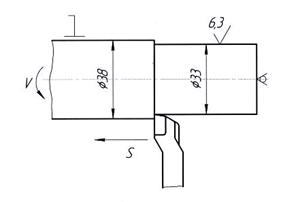
Дипломная работа: Привод торцовочного станка3.2 Расчет и проектирование токарного проходного упорного резца Токарные резцы предназначены для выполнения всего многообразия различных операций на станках с ЧПУ, на ГПМ и ГПС, а также на станках токарной группы с ручным управлением. По назначению система токарных резцов подразделяется на следующие подсистемы: – для наружного точения, растачивания, нарезания резьб, прорезания канавок, отрезания на станках легких и средних серий; – для работ на тяжелых, крупных токарных и карусельных станках; – для работ на ГПМ, многоцелевых станках со встроенными роботизированными комплексами автоматической смены инструмента; – для специальных работ (резцы для плазменно-механической обработки). Каждая из подсистем имеет свои специфические особенности, обусловленные многими факторами и в первую очередь конструкцией оборудования, его технологическим назначением и т.д. Система резцов базируется на общих методологических принципах и предусматривает: – разработку (выбор) и унификацию надежных методов закрепления сменных пластин в державке (в том числе цельные и составные резцы, с напаянными пластинами, сборные); – обеспечение удовлетворительного дробления и отвода стружки из зоны резания; – достаточно высокую точность позиционирования вершин сменных пластин (за счет создания точных баз гнезда); – быстросменность и удобство съема и замены сменных пластин, режущего инструмента или кассеты (блока); – унификацию и максимально допустимое сокращение (сведение к оптимальному значению технико-экономических показателей промышленного производства и применения) числа методов закрепления пластин в державке; – возможность использования всей гаммы размеров сменных пластин отечественного и зарубежного производства; – соответствие точностных параметров резцов международным стандартам; – обязательность применения специальных деталей крепежа (винтов, штифтов и т.п.) повышенной точности и надежности, разработка новых форм и размеров режущих пластин, форм их передних поверхностей, обеспечивающих удовлетворительное дробление и отвод стружки; – использование опыта новаторов и изобретателей; – применение прогрессивных ресурсосберегающих технологий изготовления деталей крепежа, ключей; технологичность и экономичность изготовления (сбережение материалов и трудовых ресурсов); – возможность применения составных твердосплавных пластин с блоками (державками) инструмента в случаях несомненной их технико-экономической эффективности или невозможности конструкторского решения резца в сборном варианте (в первую очередь для малых сечений державок, некоторых расточных и отрезных операций и т.п.). Подсистемы конструкций резцов созданы на основе общепринятой мировой практикой системы форм державок и углов в плане для обеспечения всех операций точения. В дипломном проекте разрабатывается конструкция токарного проходного упорного резца, который применяется на токарно-винторезном станке с ЧПУ модели 16К20ФЗС5, для чернового и чистового точения пильного вала торцовочного станка модели Т1. Исходные данные: станок токарно-винторезный с ЧПУ модели 16К20ФЗС5, сталь 40Х ГОСТ 4543–71, подача S=0,3 мм/об, глубина резания t=2,5 мм. Схема обработки вала представлена на рис. 3.2.
Рис. 3.2 – Схема обработки вала Порядок расчета: 1. В зависимости от расстояния между опорной плоскостью резцедержателя и линией центров станка определяем сечение державки резца по справочнику [12]. Выбираем Н=25 мм, В=20 мм. 2. В зависимости от условий работы выбираем значения геометрических параметров резца [12]: а) главный угол в плане φ=90°; б) вспомогательный угол в плане φ 1=10°; в) радиус закругления вершины г=0,8 мм; г) передний угол в нормальном сечении γ=10; д) угол наклона режущей кромки λ,=12°; е) задние углы α=8°, α1=8°. 3. В зависимости от обрабатываемого металла и условий работы выбираем марку твердого сплава [13]. Так как обрабатываем легированную сталь 40Х с данными режимами резания, то выбираем пластинку из твердого сплава марки Т15К6. 4. Выбираем конструкцию резца с припаянной пластиной. 5. Определяем углы продольного γу и поперечного γх наклона передней грани по формулам [12]:
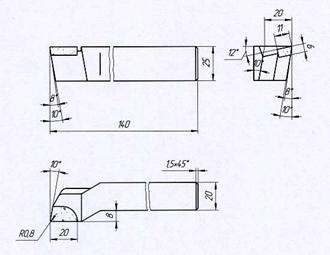
Конструкция резца представлена на рис. 3.3.
Рис. 3.3. Резец проходной упорный с пластиной из твердого сплава ТК15К6 6. В зависимости от характера обработки выбираем подачу S по справочнику [9]: S=0,4 мм/об. 7. Для данного сечения среза и обрабатываемого металла по таблицам справочника [9] выбираем скорость резания ν=l 10 м/мин. 8. Определяем тангенциальную силу резания по формуле:
где Ср – постоянная; t – глубина резания, мм; S – подача, мм/об; ν – скорость резания, м/мин; х, у, п – показатели степени для расчетных условий обработки; Кр – поправочный коэффициент. Поправочный коэффициент равен:
где Значения постоянной, показателей степени, поправочных коэффициентов выбираем по справочнику [9]. Поправочный коэффициент по формуле (3.11) определим как:
Сила резания по формуле (3.10) равна:
9. Определим силу резания, допускаемую сечением державки по прочности, по формуле:
где В-ширина стержня державки, мм; Н – высота стержня державки, мм; Re – допускаемое напряжение изгиба материала стержня, принимаем Re=200…250 Н/мм2; l – вылет резца, мм. Вылет резца должен равняться: l = 1,5В, мм l = 1,5·20 = 30 мм Допустимое значение силы резания по формуле (3.12) составит:
Необходимо, чтобы выполнялось условие: Рz ≤ Рzд 944,91 ≤ 13888 Условие выполняется. 10. Определяем эффективную мощность, потребляемую на резание, по формуле [9]:
11. Определяем эффективную мощность станка по формуле:
где Ncm – мощность электродвигателя станка, кВт; ηст – К.П.Д. станка.
Необходимо, чтобы выполнялось условие: Nэф ≤ Nэф.ст 1,7 ≤ 7,5 Условие выполняется, значит, обработка вала данным резцом возможна. 4. Организационно-экономическая часть 4.1 Организация труда на рабочем месте Для достижения высокой производительности труда необходимо не только создать общие благоприятные условия труда, но и рационально организовать рабочее место. Рабочее место – это зона высокой трудовой деятельности (непосредственного приложения труда) одного или нескольких исполнителей, оснащенная средствами, необходимыми для выполнения производственных заданий. Рабочее место является первичным элементом производственной структуры цехов и участков предприятий. От организации каждого рабочего места – первичного звена предприятия – зависит эффективная производственная деятельность всего предприятия. На рабочем месте эксплуатируются соответствующие виды основных производственных фондов, здесь находится наиболее мобильная часть оборотных средств – незавершенное предприятие, образуются издержки производства, формируется определенный уровень производительности труда и качества продукции. Рациональная организация рабочих мест осуществляется под влиянием многих технических, организационных, антропометрических и психологических факторов. При работе на круглопильных станках, к которым относится торцовочный станок Т1, необходимо соблюдать правила технической эксплуатации в соответствии с производственной инструкцией, разработанной Центральным научно-исследовательским институтом механической обработки древесины. Во время смены рабочий-станочник выполняет следующие работы: – перед началом работы принимает, осматривает и налаживает станок; – принимает пилы от пилоправа и заменяет ими затупившиеся; – смазывает станок в соответствии с инструкцией и картой смазки; – включает и останавливает станок; – осматривает и заправляет в станок материал, производит его обрезку на станке, регулирует длину и ширину выпиливаемых заготовок; – следит за качеством распиловки, периодически проверяя точность размеров отпиливаемых пиломатериалов и чистоту реза; – устанавливает скорость подачи материала в соответствии с породой, состоянием древесины, размерами досок; – следит за работой станка и пил; – участвует в приемке станка после ремонта. Помощник станочника выполняет следующие работы: – принимает выходящие из станка пиломатериалы (бруски, обрезки), осматривает их и укладывает на вспомогательный стол вагонетки или транспортер; – очищает рабочее место и станок от опилок, обрезков и мусора; – помогает станочнику в смазке и подготовке станка к работе, а также в подготовке и сортировке материалов для распиливания. На торцовочную операцию пиломатериал поступает после распиливания на пилораме и станках с продольной распиловкой. Перемещение тяжелых заготовок и готовых брусков осуществляется на специальных тележках, двигающихся по рельсам. Во время распиливания материала станочник находится с боку станка. Его обе руки заняты нажатием кнопок (управление двухкнопочное), поэтому исключается попадание пальцев в зону пиления. Помощник станочника подправляет доски и убирает обрезки специальным толкателем в целях безопасности. Оба работника используют специальные наушники, так как во время пиления создается повышенный шум. Отходы пиления (обрезки, опилки, стружка) помощник помещает на специальный транспортер, который вывозит их с территории цеха. Принимая смену, станочник должен осмотреть и проверить состояние основных рабочих частей станка, а также проверить очищен ли станок и рабочее место от опилок, обрезков и другого мусора; выяснить, как работал станок в предыдущей смене, какие были простои и неполадки в работе станка и их причины, какой производился ремонт. Кроме того, станочник проверяет качество подготовки и установки пил, исправность и наличие предохранительных и оградительных приспособлений на станке. Осматривая станок, станочник проверяет: – нет ли биения и излишнего разбега пильного вала; – правильно ли установлены и закреплены пилы на пильном валу; – исправность каретки; – исправность смазочных устройств станка и заправку их смазкой, наличие масленки у станка; – исправна ли ременная передача, достаточно ли натяжение. При осмотре движущихся частей станка следует устранить попавшие в них обрезки, запрессованные опилки, кору и пр. Станочник получает от сменного мастера задание с указанием, на какие изделия и размеры производить распиловку, определяет необходимую величину подачи материала. После наладки станка станочник производит его пробный пуск, проверяет исправность действия включающего и выключающего устройств. Перед пуском станка (в начале работы) станочник должен проверить, не оставлены ли посторонние предметы и инструменты на движущихся частях станка. Убедившись, что оградительные и предохранительные приспособления в исправности и находятся на своих местах в нужном положении, а пила надежно закреплена на пильном валу и, опробовав действие механизмов движения пилы и направляющих устройств, станочник предупреждает окружающих о пуске станка. При прекращении подачи электроэнергии станочник обязан выключить привод станка, чтобы с возобновлением ее подачи не произошло неожиданного произвольного пуска. После пуска станок должен некоторое время работать вхолостую, чтобы станочник мог прослушать ход станка. Подачу материала в станок можно начинать только после того, как пильный вал будет вращаться с полным числом оборотов. Если обнаружены ненормальные стуки, следует остановить станок и выяснить причины их появления. Обо всех неисправностях станка, выявленных во время приемки смены, следует немедленно сообщить сменному мастеру. По окончании работы станочник должен сдать сменщику станок, инструменты и рабочее место в чистоте и порядке и сообщить ему какие были в работе неполадки, что сделано для их устранения, что еще должно быть сделано. Продолжительность смены составляет восемь часов. Из них 30 минут используется на отдых работников и подналадку станка. В середине смены – часовой обеденный перерыв. Приемка пил от пилоправной мастерской и их смена: Особое внимание следует уделять режущему инструменту, от состояния которого во многом зависит качество получаемой продукции. Перед установкой пилы на станок станочник должен тщательно осмотреть ее. К установке не допускаются пилы, имеющие плохо заточенные зубья или зубья с искаженным профилем (заостренными впадинами, слишком малым или большим передним углом). На режущих кромках зубьев не должно быть заусенцев. Пилы с двумя и более сломанными зубьями, расположенными рядом, а также с неправильно прокованным диском (крыловатость, большие «зажоги», вмятины и выпучины) или с неправильно разделенными зубьями (развод сделан на разные величины) нельзя устанавливать на станке. Их следует вернуть в пилоправную мастерскую. Если на диске пилы имеется небольшая трещина во впадине зуба, то такую пилу можно установить на станке при условии, что в конце трещины просверлено отверстие. В остальных случаях пилы с трещинами использовать нельзя. Пилы должны быть очищены от смолы, ржавчины и грязи. Диаметр пилы должен соответствовать толщине и ширине распиливаемого материала. Пилы следует менять в следующем порядке: – снять или отвести в сторону ограждение пилы; – отвинтить зажимную гайку пилы, снять ее и прижимную шайбу; – снять зажимные втулки; – снять затупившуюся пилу и установить новую, надеть втулки, шайбу и до отказа завернуть гайку. Необходимо следить за тем, чтобы пила была установлена строго центрально (без эксцентриситета), под прямым углом к оси вращения пильного вала и надежно закреплена гайкой. Опорные плоскости шайбы должны иметь ровную поверхность, без зазубрин и быть строго перпендикулярными оси пильного вала. Необходимо, чтобы пила легко насаживалась на вал о руки и не провертывалась между зажимными втулками во время работы. Допустимый зазор между валом и кромками отверстия пилы не должен превышать 0,2 мм. Гайка, закрепляющая пилу, должна иметь резьбу, обратную направлению вращения пилы. Нужно следить, чтобы при закреплении пилы между ней и втулками, а также шайбой не попали опилки и грязь. 4.2 Технико-экономическое обоснование проекта 4.2.1 Определение источников экономической эффективности Проектируемый торцовочный станок Т1 предназначен для поперечной распиловки досок на планки по длине заготовок бельевых зажимов. При обработке заготовок столь малых размеров на типовых деревообрабатывающих станках (например, ЦКБ-40) происходит перерасход электроэнергии, мощности. Торцовочный станок модели Т1 отличается несложной конструкцией, небольшими габаритами, малой мощностью, простотой в управлении и безопасностью в работе. Источником экономической эффективности при производстве станка Т1 является снижение расхода энергии. 4.2.2 Оценка затрат на производство станка Затраты на осуществление производственно-технологической разработки делятся на капитальные и текущие затраты. Капитальные затраты на производство торцовочного станка Т1 включают в себя затраты на материалы и комплектующие, на заработную плату работников, участвующих в процессе создания станка. В основе расчета капитальных вложений лежит использование соответствующей проектно-сметной и технической документации, действующих цен, норм и нормативов. Исходными данными для проведения расчета являются: спецификации основных сборочных единиц, входящих в разрабатываемый станок; нормы трудоемкости по видам работ и средние разряды работ на изготовление деталей, сборку, настройку, регулировку станка в целом; часовые тарифные ставки по разрядам работ, видам и условиям труда; действующие цены на материалы и комплектующие; нормативы накладных расходов и начислений на заработную плату. Расчет затрат на материалы и комплектующие представлен в табл. 4.1. Заработная плата определяется исходя из нормы времени на выполнение работ каждого исполнителя и тарифной ставки соответствующего разряда (среднечасовой заработной платы). Норма времени определяется экспертным путем. Таблица 4.1. Расчет стоимости материалов и комплектующих
Расчет заработной платы приведен в табл. 4.2. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 , Н,
, Н, Н
Н
