|
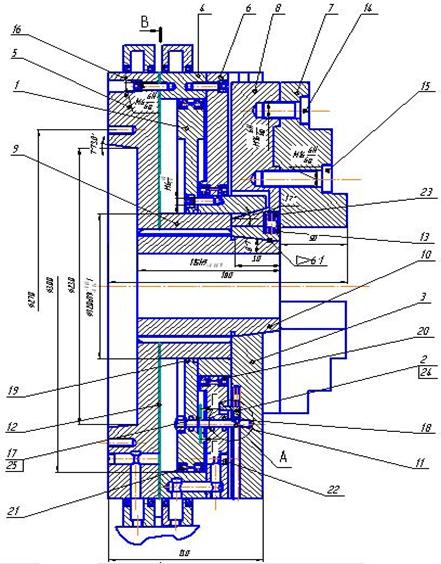
Дипломная работа: Расчет и проектирование дискового долбяка и участка инструментального цехаКонтроль изделия согласно данному технологическому процессу осуществляется пооперационно. В качестве измерительных и контрольных инструментов при изготовлении долбяка используем: шаблоны специальные, калибры-скобы, калибры-пробки. Шероховатость поверхности контролируем путём сравнения обработанных поверхностей с образцами шероховатости. 3. Конструкторская часть 3.1 Расчет и проектирование установочного приспособления Для обработки деталей типа тел вращения в качестве установочных приспособлений на токарных станках используются трехкулачковые патроны. Эти патроны обладают достаточной силой зажима заготовки. Но на закрепление заготовки в ручном патроне затрачивается большое время. Для автоматизации процесса закрепления-раскрепления, а, следовательно, и повышения быстродействия было решено установить на станок трехкулачковый патрон с пневмоприводом. Пневматический патрон (рис.3.1) предназначен для быстрого закрепления и раскрепления деталей на токарном станке. Патрон состоит из сборного поршня 1, корпуса пневмоцилиндра 4, к которому крепятся крышки 5 и 6 винтами 16. Герметичность пневмоцилиндра достигается за счёт прокладки 12 и манжет 19, 20, 21. Корпус цилиндра одевается на шлицевую втулку 10. На крышку цилиндра, за счёт замка 2, крепится корпус 3, который базируется на шлицевой втулке 10 по конической поверхности. В корпусе 3 расположены ползуны 8, которые передвигаются по направляющим. К ползунам, посредством болтов 14, 15, крепятся кулачки 7. К поршню, за счёт гайки 17, крепится тяга 11, которая запирает замок. Для точного позиционирования тяги в осевом направлении предусмотрена проточка. В неё вставляется штифт 25. При подаче воздуха из камеры в пневмоцилиндр, поршень 1 передвигается вправо и за счёт клинового механизма передвигает вниз ползуны 8, к которым крепятся кулачки 7 и происходит закрепление заготовки. Раскрепление заготовки происходит следующим образом: в пневмоцилиндр подаётся воздух, поршень 1 передвигается влево. Благодаря зазору в ползуне и подпружиненной гильзе 13, ползуны 8 передвигаются вверх.
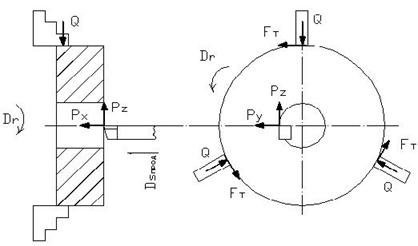
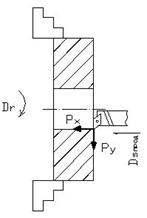
Рисунок 3.1 - Патрон трёхкулачковый пневматический Изобразим схему зажима заготовки в патроне. Расставим силы, действующие на заготовку при точении поверхности (рис.3.2).
Рисунок 3.2 - Схема сил, действующих на заготовку
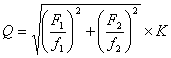
Рисунок 3.3 - Расчетная схема закрепления Сила резания Pz, определенная при расчете режима резания Pz=1619 Н. Момент силы Pz на диаметре 44 мм составит: Мр= Pz∙d/2; (3.1) Мр=1619∙0,44/2=356 Н∙м Величину силы зажима определим:
где f1 и f2 - коэффициенты трения, соответственно по периметру и образующей базовой поверхности заготовки; К - коэффициент запаса. Для того, чтобы выразить силы трения через составляющие силы резания, запишем 2 уравнения статики:
ΣPox=0; F2-Px=0, откуда F1=Pzd/d1; F2=Px d - диаметр обрабатываемой поверхности, d1 - диаметр базовой поверхности. Подставим значения сил трения в уравнение силы зажима и получим:
K=K0 K1 K2 K3 K4 K5 K6; (3.5) где К0=1,5 - гарантированный запас, К1 =1,2 - учитывает вид выполняемой операции, К2 =1…1,8 - учитывает вид обработки и изменение сил, связанных с затуплением инструмента. К3 =К4 =К5=1,0 - учитывает вид привода и характер закрепления заготовки (механизированный привод). К6=1,0 - учитывает характер контакта установочных элементов с базовой поверхностью заготовки.
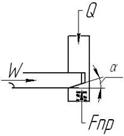
Силу W на штоке механизированного привода определяют в зависимости от требуемой силы зажима обрабатываемой детали, т.е.
где k - коэффициент запаса, k=1,5. Тогда с учётом пружины:
где Fпр - рабочее усилие пружины, Fпр=40 Н.
Диаметр гидропривода равен:
где d - наружный диаметр втулки, d=120 мм; p - давление воздуха, р=0,4 МПа; η - КПД, η=0,9
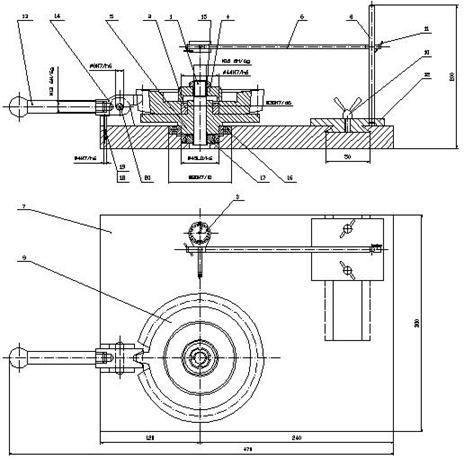
Т.к. заготовка Ш150 мм, то из конструктивных соображений принимаем диаметр цилиндра D=300 мм. 3.2 Расчет и проектирование контрольного приспособленияСконструированное контрольное приспособление предназначено для контроля радиального биения по вершинам и впадинам зубьев долбяка (рис.3.4). В плите 7 установлена направляющая типа ласточкин хвост 12, в которой установлен штатив 8. К штативу винтом 11 крепится штанга 6, несущая индикатор часового типа 3. Контролируемый долбяк 9 располагается на поворотном столе 5, вращение которого осуществляется при помощи подшипников 16 и 17. При контроле радиального биения при помощи рукоятки 13 поднимается фиксатор 14, затем вручную долбяк поворачивается таким образом, чтобы зуб попал во впадину фиксатора. В исходное положение фиксатор возвращается при помощи подпружиненного штифта 19. Далее индикатор устанавливается на контролируемую поверхность (вершину или впадину зуба) и производится измерение радиального биения; индикатор предварительно обнуляется. Так же есть возможность замены фиксатора на фиксатор, который фиксирует положение долбяка по впадинам зубьев. Контрольное приспособление находится в строгом соответствии по своей конструкции и принятому методу измерения с установленным технологическим процессом, обеспечивает требуемую точность контроля. Конструкция приспособления обеспечивает удобство и простоту эксплуатации. Его применение экономически обоснованно. Основные параметры индикатора часового типа ИЧ-10 ГОСТ 577-68: цена деления - 0,01 мм, класс точности - 0, Рп=1,5 Н. Основным расчетом приспособления является расчет на точность. Общая погрешность приспособления не должна превышать допуск на измеряемый размер: ∆общ ≤ Тр; (3.10) Общая погрешность измерения: ∆общ = где ∆1 = ЅТ1 - погрешность установки стола; ∆2 = Ѕ0,01 - погрешность цены деления индикатора; ∆1 = 0,030·Ѕ = 0,015 мм; ∆2 = 0,010·Ѕ = 0,005 мм; ∆общ = Допуск на контролируемый размер Æ143,989 мм: Тр = 0,2 мм. ∆общ < Тр, условие выполнено; 0,016 < 0,2. Следовательно, контрольное приспособление соответствует предъявляемым требованиям.
Рисунок 3.4 - Специальное приспособление для измерения радиального биения 3.3 Расчет и проектирование специального режущего инструментаВ качестве специального режущего инструмента выбираем фрезу червячную модульную для фрезерования зубьев долбяка. Исходные данные: 1. Фрезеруемая заготовка: материал - Р6М5; твердость на операции фрезерования НB 220; состояние - до Т/О. 2. Станок: зубофрезерный 5В370ПФ2. 3. Производство: массовое. Расчёт фрезы: Определение размеров фрезы по нормали. 1. Расчётный профильный угол исходной рейки в нормальном сечении: αи= αд=200 2. Модуль: mи=m=6 мм 3. Шаг по нормали (между соседними профилями фрезы): tи=π mи; (3.12) tи =3,14Ч6=18,84 мм 4. Расчетная толщина зуба по нормали: Sи= tи- (Sд1+∆S); (3.13) где Sд1 - толщина зуба долбяка по нормали на делительной окружности; ∆S - величина припуска под последующую чистовую обработку. Sи=18,84- (10,369+0,2) =8,271 мм 5. Расчетная высота головки зуба фрезы: hи’= (dд1-di1) /2; (3.14) hи’= (126-110,4) /2=7,8 мм 6. Высота зуба фрезы: hи=h+0,3m; (3.15), hи=15,6+0,3Ч6=17,4 мм 7. Радиус закругления на головке и ножке зуба: r1=r2≈ (0,25ч0,3) m; (3.16) r1=r2=0,3Ч6=1,8 мм Определение конструктивных размеров фрезы 8. Наружный диаметр фрезы Deи выбирается по табл.4 (11, стр.75): Deи=125 мм 9. Число зубьев фрезы: Zи=1,3 где
Zи=1,3 Принимаем число зубьев фрезы Zи=10. 10. Падение затылка: По Deи принимаем падение затылка К=5 мм 11. Диаметр начальной окружности: dди= Deи - 2hи’-0,1К; (3.19), dди=125-2Ч7,8-0,1Ч5=109,9 мм 12. Угол подъема витков фрезы по начальной окружности:
где
13. Шаг по оси между двумя витками:
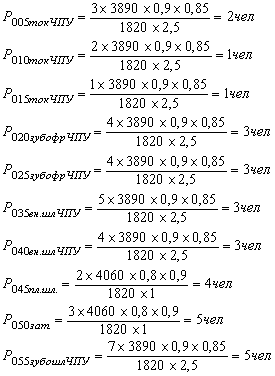
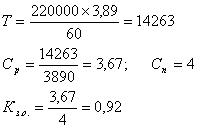
14. Ход витков по оси фрезы: tx=toca; (3.22) где tx=18,883Ч1=18,883 мм 15. Направление витков фрезы правое, т.к. долбяк прямозубый. 16. Принимаем винтовые стружечные канавки. 17. Осевой шаг винтовой стружечной канавки: T=tocctg2ω; (3.23) T=18,883Ч ctg2307'46''=4098,033 мм 18. Угол установки фрезы на станке: ψ=βд+ ω; (3.24), ψ=307'46'' 19. Расчетные профильные углы фрез в нормальном сечении: αпр= αлев=αи tgαос tgαос ctgαос=2,6651638 ctgαпр=ctgαос - ctgαпр=2,6651638- ctgαлев=ctgαос+ ctgαлев=2,6651638+ αпр=21034' αлев=21023'. Фреза червячная модульная m=6 мм, Ш125 мм изготавливается цельной из стали Р6М5 ГОСТ 19265-73 (допускается изготовление и стали Р9, Р18). Длина фрезы L=112 мм, диаметр буртика d1=70 мм, диаметр посадочного отверстия d=40Н7. Класс точности - В. 4. Расчёт, компоновка и планировка участка 4.1 Расчет необходимого количества оборудования и коэффициентов его загрузки Данный участок инструментального цеха предназначен для изготовления долбяков дисковых прямозубых m=6. Тип производства - массовый; годовая программа выпуска 220000 штук в год; режим работы двухсменный. Определяем расчетное и принятое число станков по операциям, рассчитываем коэффициент загрузки оборудования, общее количество станков на участке. Расчетное количество станков находим по формуле:
где
Трудоёмкость обработки по операциям:
где Ni - годовая программа выпуска i-х деталей; n - число разных деталей, обрабатываемых на станках данного типоразмера; m - число операций обработки i-й детали на станках данного типоразмера. Коэффициенты загрузки оборудования рассчитываем по формуле:
где Ср - расчетное количество станков; Сп - принятое количество станков. 005 Токарная с ЧПУ:
010 Токарная с ЧПУ:
015 Токарная с ЧПУ:
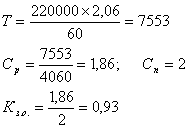
020 Зубофрезерная с ЧПУ (черновая):
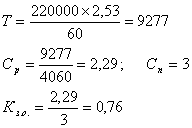
025 Зубофрезерная с ЧПУ (чистовая):
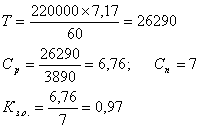
035 Внутришлифовальная с ЧПУ (черновая):
040 Внутришлифовальная с ЧПУ (чистовая):
045 Внутришлифовальная:
050 Заточная:
055 Зубошлифовальная с ЧПУ:
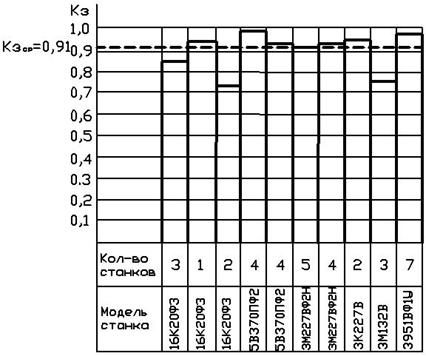
Кроме коэффициентов загрузки для отдельных типоразмеров
станков подсчитывается средний коэффициент загрузки станков по цеху (участку) Кзср
- отношение суммы расчетных значений числа станков
Рисунок 4.1 - График загрузки оборудования При предварительной проработке компоновочной схемы
общую площадь Sо цеха (участка) определяют по
показателю удельной общей площади
дисковый долбяк цех инструментальный где
Численность рабочих определяется по следующей формуле:
где Сп - количество основных станков цеха (участка); Фо - эффективный годовой фонд времени работы оборудования; Кз, Ки - коэффициенты соответственно загрузки и использования оборудования, [12 табл.5]; Фр - эффективный годовой фонд времени рабочего, ч, [12 табл.3]; Км - коэффициент многостаночного обслуживания, [12 табл.4].
При проектировании участков инструментального цеха
численность основных рабочих-слесарей и основных рабочих-сварщиков определяют в
зависимости от численности основных рабочих-станочников
где
В условиях крупносерийного и массового производства для обслуживания станков в составе производственных рабочих предусматривают наладчиков, число которых определяют по нормам обслуживания:
Численность вспомогательных рабочих при укрупненном проектировании определяют в зависимости от числа производственных рабочих по нормам 20.25% от числа производственных рабочих:
Численность ИТР определяем по формуле:
Ширину пролета выбирают такой, чтобы можно было рационально разместить кратное число рядов оборудования - обычно от двух до четырех рядов станков, в зависимости от габаритных размеров и варианта размещения.
где Н - ширина пролета (Н=18 м); S=455 м2 - площадь цеха;
Принимаем длину Шаг колонн принимаем 6 м. Высота до головки подкранового рельса.
где
Высоту
Высота до низа конструкции перекрытия = 9,6 м Высота до головки кранового рельса = 6,95 м Оборудование на участке: 1. Токарные станки модели 16К20Ф3 - 6 станков; 2. Зубофрезерные станки модели 5В370ПФ2 - 8 станков; 3. Внутришлифовальные станки модели 3М227ВФ2Н - 9 станков; 4. Внутришлифовальные станки модели 3К227В - 2 станка; 5. Заточные станки модели 3М132В - 3 станка; 6. Зубошлифовальные станки модели 3951ВФ1У - 7 станков. 4.3 Выбор транспортных средств. Уборка стружки. Безопасность работыЦеховой транспорт предназначен для перемещения грузов внутри цеха, он обслуживает станки, рабочие места, цеховые и складские помещения. Наиболее распространенными средствами верхнего транспорта в цехе являются электрические мостовые краны. Преимущество их заключается в том, что, являясь одновременно грузоподъёмным средством, они обслуживают всю площадь цеха. Выбираем кран мостовой электрический общего назначения ГОСТ 6711-70 грузоподъемностью Q=15/3 т, N=41,5 кВт, h=16 м. Консольно-поворотными кранами пользуются для подъёма на станок тары с деталями. Они употребляются в качестве местных, обслуживающих несколько станков. Выбираем консольно-поворотный кран с электрической талью ГОСТ 19811-74 Q=0,5 т, h=4 м, l=6 м. В результате механической обработки металлов резанием образуется значительное количество стружки. От станков стружка доставляется к сборным бункерам, расположенным у проездов цеха. При этом пластинчатые конвееры КПШ-60, В=600 мм, l=200 м. 5. Экономическая часть 5.1 Исходные данные Утверждаю: Руководитель проекта _______________________ "____"_________________200__ г. Таблица 5.1 - Исходные данные
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 ; (3.2)
; (3.2)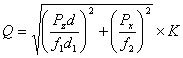 ; (3.4)
; (3.4)
 ; (4.1)
; (4.1) ; (4.2)
; (4.2)
 ,
, 
 ; (4.4)
; (4.4)