|
Дипломная работа: Технология обжига цинковых концентратов в печи кипящего слоя
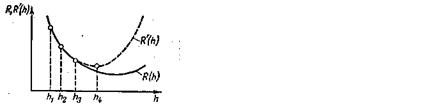
Рис.5. Определение оптимального шага с использованием аппроксимации Изложенный метод расчета величины шага в некоторых случаях значительно ускоряет поиск оптимума. Его можно также применять и в методе релаксации при поиске минимума для осевого направления [11]. 2.4.3 Постановка задачи оптимального управления процессомОсновной задачей подсистемы оптимизации является расчет такого режима ведения процесса, который доставлял бы выбранной функции цели экстремальное значение (минимум или максимум). При этом необходимо обеспечить соблюдение некоторых технологических ограничений, которые позволяют вести процесс в устойчивом и безаварийном режиме. Математическая модель [5] процесса окисления сульфидного цинкового концентрата позволяет исследовать влияние температуры, состава и размера частиц концентрата и концентрации кислорода на содержание в огарке кислоторастворимого и связанного в феррит и сульфид цинка. Поэтому содержательная постановка задачи оптимизации может быть сформулирована следующим образом: "Для заданного состава концентрата и размера его частиц рассчитать такие значения температуры кипящего слоя и расхода концентрата, которые обеспечили бы максимальное содержание кислоторастворимого цинка в готовом огарке, при соблюдении технологических ограничений на: температуру слоя, расход дутья, содержание кислорода в дутье". Постановка задачи оптимального управления в таком виде позволит, во-первых, управлять процессом не косвенно (через температуру в слое), а напрямую (через качество готового огарка), во-вторых, управлять процессом оптимальным образом (минимизацией содержания кислоторастворимого цинка) и, в-третьих, вести процесс в устойчивом и безаварийном режиме (посредством соблюдения технологических ограничений). Наличие математической модели [5], выбранного метода поиска и заводских требований соблюдения технологических ограничений позволяют сформулировать математическую постановку задачу оптимизации в виде Fц = GZnкр à max, (42)
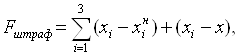
При этом GZnкр определяется с помощью математической модели [5], для заданных химических и физических свойств концентрата. Однако выбранный алгоритма поиска экстремума методом наискорейшего спуска не позволяет осуществлять поиск при наличии ограничений. Для использования этого метода необходимо преобразовать функцию цели (42) и ограничения (43) к виду Fц*=Fц+Fштраф (44) где Fц* - новая (преобразованная функция цели, Fштраф - так называемая функция штрафа, величина которой зависит от нарушения технологических ограничений. При этом штраф накладывается только в случае нарушения верхнего или нижнего ограничения, а его величина может быть рассчитана по следующим образом:
где х1=Т, х2= Таким образом при нарушении ограничений функция штрафа будет возрастать тем больше, чем больше нарушено какой-либо ограничение. При необходимости можно выставить "веса" за нарушения какого-либо ограничения, в зависимости от его важности. Тогда функция штрафа будет выглядеть следующим образом:
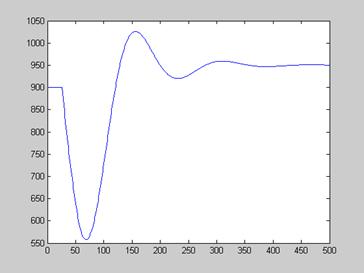
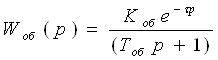
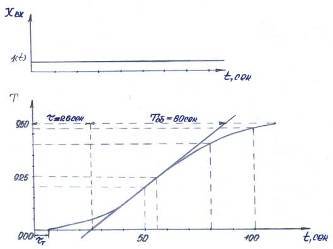
где αi - "вес" i-й переменной, обозначающей "цену" штрафа за нарушение ограничений на эту переменную. Таким образом, содержательная и математическая постановки задачи оптимального управления позволяют разработать алгоритм оптимального управления и соответствующее программное обеспечение. 2.5 Разработка подсистемы автоматической стабилизации температуры в кипящем слоеВ предлагаемой структуре управления (рис.4) основной подсистемой оперативного управления является контур регулирования температуры в кипящем слое по каналу: "расход концентрата - температура". Хотя такие системы стабилизации существуют практически на всех цинковых заводах, предлагаемая структура имеет свои особенности. Как уже отмечалось, отличительной особенностью предлагаемой структуры управления является то, что конечной целью управления является не стабилизация температуры в каком-то одном заданном диапазоне, независимо от качества сырья, а достижение оптимального качества готового огарка. В связи с чем, раз в смену производится расчет оптимальных значений F*к-та и Т*зад, в зависимости от качества исходного концентрата. Задачей системы стабилизации является поддержание этой температуры в течение времени выработки очередного бункера (8-9 часов). В силу этих особенностей предлагается несколько изменить стандартную систему стабилизации температуры в кипящем слое. Работа системы стабилизации заключается в следующем. После выработки очередного бункера концентрата алгоритм устанавливает новое задание регулятору Т*зад и с помощью ключа К1 отключает его. С помощью ключа К2 через задатчик регулятора стабилизации расхода концентрата (на рис.4 не показан) алгоритм устанавливает оптимальный расход концентрата F*к-та. Так осуществляется принцип управления по возмущению. Через определенное время t (величина t определяется по динамическим характеристикам объекта) алгоритм включает регулятор, который производит регулирование рассчитанного значения Т*зад по отклонению (при этом ключ К1 включается, а ключ К2 выключается). Таким образом, предложенная структура управления реализует наиболее современный и эффективный принцип управления - принцип комбинированного управления: по возмущению (в момент перехода питания с одного бункера на другой, примерно один раз в смену) и по отклонению (цикл опроса датчиков - одна секунда). При этом в момент переключения питания с одного бункера на другой, т.е. в момент когда возникает наибольшее отклонение регулируемой величины используется управление по возмущению, тем самым "грубо" компенсируя его заранее, а затем начинает действовать регулятор, который осуществляет принцип управления по отклонению, который осуществляет точный вывод системы в заданное состояние. 2.5.1 Определение статических и динамических характеристикУдовлетворительное качество регулирования в простейшей одноконтурной системе с использованием стандартных законов регулирования можно обеспечить лишь при благоприятных динамических характеристиках объекта. Однако большинству промышленных объектов и, в частности, металлургической печи КС, свойственны значительные запаздывания и большая постоянная времени объекта [12]. Расчет автоматических систем регулирования основывается на статических и динамических характеристиках объекта. Временными динамическими характеристиками объекта управления называют изменение выходной величины во времени при изменении входной величины типового вида. В качестве типового входного воздействия рассмотрена единичная ступенчатая функция. Экспериментальные кривые разгона (рис.6), снятые на объекте - печи КС в условиях "Казцинка", дают возможность представить объект управления в виде простейшего апериодического (инерционного) звена с запаздыванием, линеаризованного первым порядком:
где Тоб - постоянная времени объекта, характеризующая его инерцию. t - время запаздывания k - передаточный коэффициент. Для получения характеристик Тоб,t, k экспериментальную кривую разгона, представленную на рисунке 6, обработаем следующим образом: для определения k воспользуемся в установившемся динамическом режиме зависимостью выходной величины от входной. Объект управления, представленный, как инерционное звено первого порядка, в общем виде описывается дифференциальным уравнением:
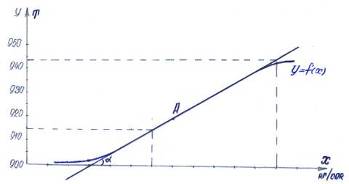
Проекция касательной, приведенной в точке перегиба кривой разгона на ось абсцисс представляет собой постоянную времени объекта Тоб, характеризующую инерционность объекта. Она составляет 60 секунд. Время запаздывания составляет 26 секунд и складывается из запаздывании объекта и так называемого транспортного запаздывания, которое составляет 6 секунд. Рассмотрим динамику изменения температуры от расхода концентрата. Расход составляет 130 т/сутки или 1,5 кг/сек. Динамика же изменения температуры показана на рисунке 6. Таким образом, получим некоторую кривую, представленную на рисунке 7.
Рис.6. Кривая разгона по каналу "Расход концентрата - температура"
Рис.7. Кривая зависимости температуры от расхода концентрата Воспользуемся линеаризацией по методу касательной. Геометрический
смысл заключается в замене кривой y=f
(x) касательной проведенной к кривой в точке А (y0; x0). Если рассматривать
характеристику в отклонениях переменных "x" и
"y" от значений в точке А (y0;
x0), т.е.
Таким образом, передаточная функция объекта по основному каналу запишется в виде:
где, k=2,5 - коэффициент усиления, t=26 сек - время запаздывания объекта, Т=60 сек - постоянная времени объекта. 2.5.2 Расчет оптимальных настроечных параметров регулятораКак уже было сказано передаточная функция объекта имеет вид:
Выбор закона регулирования, в соответствии с которыми функционирует регулятор, продиктован качеством переходного процесса.
где Кр - коэффициент передачи регулятора,
Рассчитывается и строится АФХ объекта регулирования по каналу
"регулирующее воздействие - регулируемая величина". Расчет амплитудно-фазовых
характеристик с применением ЭВМ выполняем следующим образом. АФХ представляется
в виде:
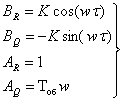
Для объекта регулирования с передаточной функцией (49) вещественная и мнимая составляющие числителя и знаменателя (51) равны
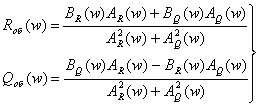
Вещественная и мнимая части АФХ объекта
Амплитудно-частотная характеристика
Передаточная функция замкнутой системы имеет вид:
Отсюда характеристическое уравнение замкнутой системы
Подставляя сюда значение
Здесь
Подставив эти значения в (58) и выполнив необходимые преобразования
получаем расчетные формулы для определения границ устойчивости Кр
и
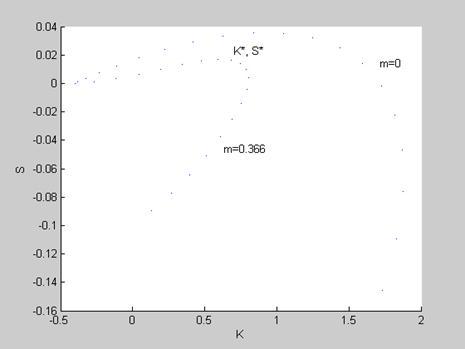
Для определения пар настроек регулятора Кр
и
В частном случае m=0 формулы (62) совпадают с формулами (61). Формулы (61) и (62) используются для построения линии равной степени затухания, изменяя частоту w в этих формулах. Выбор оптимальных настроечных параметров
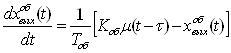
Рис.8. Линии равные степени затухания для m=0, m=0,366 2.5.3 Построение переходного процессаСистема стабилизации температуры, состоит из объекта с передаточной функцией (49) и регулятора (50), уравнение которого в дифференциальной форме имеет вид:
где Для исследования динамических характеристик системы стабилизации температуры построим кривую переходного процесса. Уравнение апериодического звена первого порядка с запаздыванием в дифференциальной форме имеет вид:
где
Так как в замкнутой системе выходная величина регулятора является входной величиной объекта, т.е.
Для определения m (t) приведем уравнение расчета управляющего воздействия для ПИ закона регулирования (63) к виду, удобному для численного интегрирования на ЭВМ:
где Dt - шаг интегрирования;
Выходная величина объекта определялась численным интегрированием дифференциального уравнения (66). Блок-схема алгоритма расчета переходного процесса показана на рис.17 (см. п.2.7.3). Реализация блок-схемы позволила рассчитать кривую переходного
процесса при
Рис.9. Кривая переходного процесса по каналу "Расход концентрата - температура" 2.6 Разработка интеллектуальной подсистемы управления гидродинамическим и манометрическим режимамиЗадачей данной подсистемы является поддержание заданных гидродинамических характеристик кипящего слоя и манометрического режима в печи КС. К сожалению, к настоящему времени математические модели, адекватно описывающие гидродинамику псевдоожиженного слоя, не созданы по ряду объективных причин, в том числе и модели [5,6] не учитывают все "тонкости" управления гидродинамическим режимом в печи КС (которые, однако, достаточно точно описывают кинетику процесса в кипящем слое). Несмотря на это, многочисленные процессы в кипящем слое функционируют и успешно управляются операторами, осуществляющими выбор управляющих воздействий на основании опыта и интуиции, т.е. неформализованной модели процесса, существующей в их сознании. В связи с этим возникает задача построения управляющей модели в нечеткой среде на основе знаний технологов о моделируемом объекте с использованием оценок лингвистических переменных (ЛП): "низкая", "высокая", "средняя" и т.д. В развитых странах нечеткое управление и нечеткие регуляторы широко используются для управления технологическими процессами. В России также ведется работы по применению нечеткой логики, однако такие регуляторы и алгоритмы широкого распространения пока не получили. В тоже время нечеткие системы могли бы при управлении сложными объектами, в том числе и печами КС, значительно снизить влияние так называемого человеческого фактора. Преимущество применения нечетких систем управления состоит в том, что на начальных этапах обучения в нее может быть заложена информация от опытного оператора-эксперта, а после обучения собранные нечеткой системой данные могут использоваться экспертами для уточнения модели. Нечеткие системы управления учитывают информацию о возмущающих воздействиях, которые можно измерить, но нельзя использовать в аналитических формулах ввиду сложной природы влияния их на объект, а также информацию, которую нельзя измерить инструментальными средствами, но ее может приблизительно оценить человек. В работе показано, что эксперту удобнее всего представлять свои знания в виде причинно-следственных связей "Если …, то….". Понятие ЛП дает подходящее средство для описания различных процессов. Для логико-лингвистического описания поведения системы будем считать причины входными переменными, а следствия - выходными. Например, в качестве входных переменных (причины) для интеллектуальной подсистемы управления (рис.4) могут служить: y1 - упругость дутья, y2 - разряжение под сводом печи, y3 - высота кипящего слоя, y4 - разряжение на чистом коллекторе y5 - температура в слое и т.д. В качестве выходных переменных (следствие) могут быть: μ1 - расход воздуха, μ2 - расход кислорода, μ3 - выгрузка материала, μ4 - "всас" дымососа и т.д. Анализ процесса обжига цинковых концентратов в печах кипящего слоя показал, что при формировании базы знаний (базы правил) типа: "Если <причина>, то <следствие>" на каждую выходную переменную (следствие) μi влияют несколько входных переменных (причин) y1 - y4. Поэтому база правил будет состоять из множества правил, например, такого вида: "Если <y1-высокая> и <y2 - низкая> и <y3-средняя> и < y4-высокая>, то <μ3-высокая>". Количество таких правил для каждой выходной переменной (следствие) будет зависит от количества входных переменных (причин) от которых зависит следствие. 2.6.1 Анализ современных методов разработки моделей управления в нечеткой средеЯзык нечеткого управления FCL (Fuzzy Control Language) описан в Стандарте IEC 1131-7, в котором определяется цели разработки этого языка, его базовая нотация и приводятся примеры записи моделей нечеткого управления с использованием нотации языка FCL. Язык FCL разработан для представления нечетких моделей систем управления, в частности, моделей так называемых программируемых контроллеров (Programmable Controllers) или программируемых логических контроллеров (ПЛК) в форме структурируемого текста, который может быть интерпретирован как программа на языке высокого уровня. Хотя Стандарт IEC 1131-7 не определяет требования к вычислительным средам и устройствам, которые могут реализовывать трансляцию, компиляцию и выполнение программ на языке FCL, описанная в нем нотация основных компонентов систем нечеткого вывода позволяет достичь формального уровня строгости, необходимого для последующей разработки соответствующих инструментальных средств. Концептуальные основы нечеткого управления. Под нечетким управлением (Fuzzy Control) понимается область применения общей методологии теории нечетких множеств и нечеткой логики для решения практических задач управления. Нечеткое управление возникло как технология способна расширить возможности автоматизации производства и предназначенная для решения прикладных задач в области управления, которые в общем случае могут быть реализованы с помощью программируемых контроллеров. Нечеткое управление базируется на использовании не столько аналитических или теоретических моделей, сколько на практическом применении знаний, которые можно представить в форме так называемых лингвистических баз правил. Нечеткое управление может использоваться в том случае, когда существует определенный опыт экспертов и его можно записать некоторым формальным образом. Все это позволяет воспользоваться доступными знаниями с целью улучшить процессы управления и решить ряд задач, например: - управление (с обратной или без обратной связи, с одной или многими переменными, для линейных и нелинейных систем); - установка параметров систем управления в автономном режиме или в режиме реального времени; - классификация и распознавание образов; - оперативное принятие решения (Послать этот продукт на обработку устройством А и В?); - помощь операторам в принятии решений или настройке параметров; - определение и диагностика неисправностей в системах. Широкий диапазон приложений и естественность подхода, основанного на опыте специалистов, делает нечеткое управление основным средством, которое в качестве стандарта должно стать доступным для всех пользователей программируемых контроллеров. Нечеткое управление может также непосредственно комбинироваться с классическими методами управления. Применение нечеткого управления может быть наиболее эффективным в тех случаях, когда отсутствует явная модель процесса и аналитическая модель является слишком сложной для представления (например, системы с несколькими входами и несколькими выходами) или для получения решений в реальном масштабе времени. Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (43)
(43) (45)
(45) (46)
(46)
 (49)
(49) (51)
(51) (53)
(53) (54)
(54) (60)
(60) (61)
(61) (62)
(62)
 (66)
(66) (67)
(67)