|
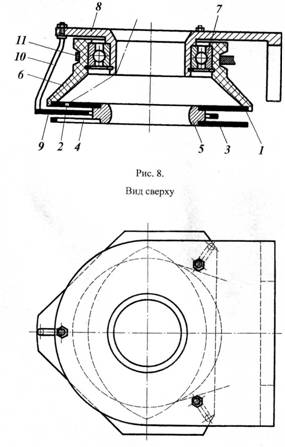
Дипломная работа: Проектирование цеха для производства стекловолокнаНа рис. 8 и 9 изображен механизм раскладки с круговым движением нитеводителя упрощенной конструкции [16]. Простота конструкции и вы сокая экономичность при эксплуатации достигнута тем, что полый усеченный конус смонтирован на наружном кольце одного радиально-упорного шарикоподшипника. Увеличенный диаметр круглых отверстий в корпусной плите 8 и кольце 5 позволяет концу нити в момент заправки свободно двигаться вниз до соприкосновения с фрикционным цилиндром или телом намотки. На рис. 8 показан разрез механизма, а на рис. 9 - вид сверху. Механизм содержит комбинированный нитеводитель, состоящий из нитеводительного диска 1 с глазком 2 и спиралевидным заправочным пазом, нитеводительного диска 3 со спиральным заправочным и радиальным 4 пазами, разомкнутого кольца 5, средства для вращения нитеводителя, выполненного в виде усеченного полого конуса 6, закрепленного на наружном подвижном кольце шарикоподшипника 7, установленного в корпусе 8, неподвижного плоского кулачка раскладки 9, трех прутков 10, закрепленных концами на кулачке 9 и корпусе 8, и приводного ремня. Нить, прошедшая через увеличенное воронкообразное отверстие корпуса 8 и отверстие кольца 5 и закрепленная на нитеносителе, при вращении конуса 6, с закрепленными на нем дисками 1 и 3, вначале попадает на заправочные профили спиралевидных пазов, а затем в глазок 2 и радиальный паз 4, входя в постоянный контакт с рабочим профилем кулачка раскладки 9. Механизм раскладки нити упрощенной конструкции
Рис. 9. Полый конус 6 приводится во вращение ремнем 11, получающим движение от асинхронного электродвигателя обычного типа. Воронкообразное отверстие в корпусе 8 одновременно является направляющей для движущейся нити и баллоноограничителем. Устройство отличается простотой, высокой надежностью и малой металло- и энергоемкостью. Всесторонний анализ рассмотренных выше механизмов раскладки с круговым движением нитеводителя показал, что эти механизмы могут быть использованы при высоких скоростях наматывания. В данной работе разработан механизм раскладки к стеклопрядильному агрегату. 2.2 Получение стеклянных нитей Получение непрерывных стеклянных нитей текстильного назначения включает следующие операции: формование, первое кручение, трощение и второе кручение, снование. В зависимости от назначения в производстве нитей применяют стёкла различного химического состава. Чаще всего используют стёкла двух групп – щелочные и бесщелочные. Бесщелочные стёкла содержат не более 1-2% окислов щелочных металлов, а в щелочных их содержится 10-15% и более. Бесщелочные стёкла имеют высокое электрическое сопротивление и применяются в качестве изоляционных материалов, сопротивление щелочных стёкол в несколько сот раз меньше сопротивления бесщелочных и с повышением температуры имеет тенденцию к снижению. Так как большое количество стеклянных нитей используется для изготовления электроизоляционных материалов, основным видом сырья для их производства является бесщелочное алюмоборосиликатное стекло. Характерной особенностью этого стекла, как и любого стеклообразного расплава, является отсутствие определённой температуры плавления, т.е. отсутствие точки перехода из жидкого состояния в твёрдое и обратно. При понижении температуры вязкость расплава постепенно увеличивается, он приобретает способность сохранять приданную ему форму, а затем превращается в твёрдое тело. Температурная область превращения стеклообразного расплава в твёрдое тело (температура затвердевания) растягивается на десятки и сотни градусов, что облегчает процесс формования. Формование стеклянных проводится двумя способами: непрерывным (одностадийным) и периодическим (двухстадийным). При двухстадийном способе волокна получают на стеклопрядильном агрегате, состоящем из нескольких рабочих мест. Каждое рабочее место включает электропечь, формующее устройство, замасливающее устройство и приёмно-наматывающий механизм. Плавление исходного стекла осуществляется на каждом рабочем месте в стеклоплавильных сосудах, куда стекло поступает в виде гранул (шариков, штабиков и т. д.) При одностадийном способе в стеклоплавильные сосуды (фильерные питатели) поступает расплавленная стеклянная масса, полученная в стекловарочных печах и распределяемая по рабочим местам. Технологическая схема установки для получения стеклянных нитей Стеклянные шарики из основного бункера стеклопрядильного агрегата поступают в бункер плавильного устройства, откуда самотёком подаются в плавильное устройство, где происходит их плавление. Вытекающие из отверстия в дне сосуда (фильерной пластины) расплавленные струйки стекла охлаждаются на воздухе или с помощью подфильерного холодильника, замасливаются в замасливающем устройстве, собираются в один пучок в нитесборнике, заправляются в нитераскладчик и наматываются на бобину. Наматывающий механизм служит также для вытягивания нити, т.е. осуществляется бездисковое формование. Диаметр нитей текстильного назначения 3…14мкм. Бункер плавильного устройства представляет собой короб с наклонным дном. Между стенкой короба и дном имеется щель для прохождения шариков. Наклонный лоток, который может быть изготовлен заодно с коробом, подает шарики в стеклоплавильный сосуд, где происходит их плавление и подготовка его к формованию. Стеклоплавильный сосуд представляет собой малогабаритную электропечь сопротивления, изготовленную из сплава благородных металлов, главным образом платины, родия и палладия. Корпус сосуда состоит из боковых и торцевых стенок с токоподводами, загрузочной щели, экранов для интенсификации процесса плавления и сеток для выравнивания свойств расплавленного стекла. Снизу сосуд ограничен дном (фильерной пластиной) с отверстиями, в которые вварены насадки (фильеры), чаще всего цилиндрической формы. Число насадков (фильер) в одной пластине колеблется от 50 до 800. Длина фильер 0,3…0,6см, внутренний диаметр 0,008…0,3см. Срок службы сосудов составляет 4…9 месяцев. Сосуд разогревается до температуры 1250…1450ºС проходящим через него электрическим током силой 2000…6000А и напряжением 3…6В, для получения которого в агрегате предусматривается установка понижающего трансформатора на каждое рабочее место. Для уменьшения расходов энергии потерь тепла сосуд при монтаже тщательно изолируется. При охлаждении элементарных струек стекла, выходящих из отверстий фильер, тепло отдаётся с помощью конвекции и излучения. Отдача тепла за счёт излучения зависит от разности температур тела и экранирующих его элементов. Отвод тепла конвекцией зависит от скорости движения пограничного слоя воздуха и разности температур. При числе фильер в поперечном ряду до четырёх дополнительного охлаждения выходящих струек не требуется. Если число отверстий больше четырёх, то для интенсификации процесса охлаждения струек устанавливают охлаждающее устройство (подфильерный холодильник). Он представляет собой пластины прямоугольного сечения или полые трубки, которые располагаются между поперечными рядами фильер и соединяются с корпусом. В корпусе и в полых трубках циркулирует вода. Охлаждение выходящих струек может также производиться с помощью воздуха, подаваемого в подфильерную зону. Для замасливания стеклянных нитей применяют роликовые замасливающие устройства. При работе с этими устройствами необходима ещё установка нитесборника. Все приёмно-намоточные устройства, устанавливаемые на стеклопрядильных агрегатах, имеют безфрикционный привод, так как стеклянные нити плохо работают на истирание и скорость наматывания достигает 4000м/мин. Скорость наматывания в процессе работы на этих аппаратах может оставаться постоянной (регулируемый привод) или изменяется в течение всего цикла наматывания. Стеклянные нити, пройдя валковое замасливающее устройство формируются в одну или две пряди, проходят нитесборник и наматываются на бобину, закреплённую на бобинодержателе. Раскладка нити осуществляется механизмом раскладки с нитеводителем, совершающим круговое движение. 2.3 Определение основных размеров нитеводительной пластины Исходными данными для проектирования являются: продольная скорость нити при наматывании, м/с 628 длина паковки, мм 200 технологический угол раскладки, β , град 10 линейная плотность наматываемой нити, Т , текс 67 плотность стеклянной нити, ρ , кг/м3 2400 Нитеводительная пластина и корректирующий кулачок раскладки являются основными элементами механизма раскладки с круговым движением нитеводителя. Частота вращения нитеводительной пластины:
где nдв – частота вращения выходного вала
электродвигателя, nдв=3000мин-1; d1, d2 – диаметры шкивов, d1=20мм, d2=180мм;
Угол раскладки на поверхности тела намотки можно определить по приближенной зависимости:
где Е1 – эксцентриситет корректирующего кулачка раскладки, Е1=98мм; ωнп – угловая скорость нитеводительной пластины, ωнп=0,34с-1; rб – радиус бобины, rб=90мм; ωб – угловая скорость бобины, ωб=628с-1.
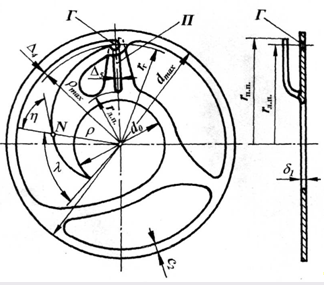
Схема к определению основных размеров нитеводительной пластины
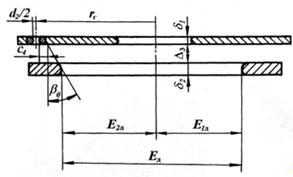
Рис.1 Схема к определению расстояния r1
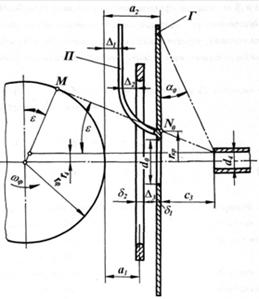
Рис.2 стеклянный волокно нитеводитель рычаг Схема к определению диаметра d0 центрального отверстия нитеводительной пластины
Рис.3 На рис.1 представлена нитеводительная пластина с глазком нитеводителя Г. Так как ось вращения нитеводительной пластины должна совпадать с полярной осью О2 центрового профиля верхней ветви кулачка раскладки ,то расстояние rг между осью вращения нитеводительной пластины и осью отверстия глазка нитеводителя должно быть несколько больше размера Е2д:
где ∆3 =3…5мм – зазор между кулачком раскладки и нитеводительной пластины с глазком нитеводителя; с4 =2мм – величина, гарантирующая непрерывный контакт наматываемой нити с рабочим профилем кулачка раскладки. Диаметр глазка Г нитеводителя находим по формуле:
где Т – линейная плотность нити, Т=67текс; ρ – плотность материала нити, ρ=2400кг/м3.
Ширину ∆4 входной прорези в глазке нитеводителя следует определять по формуле:
Максимальный радиус-вектор рабочего профиля корректирующего кулачка
Максимальный диаметр описанной окружности нитеводительной пластины
где с2=5…6мм – ширина ободка нитеводительной пластины. Максимальный диаметр d0 центрального отверстия нитеводительной втулки не должен быть меньше диаметра d4 осевого отверстия направляющей втулки, т.е. d0 ≥ d4 . При этом условии нитеводительная пластина или втулка не будут мешать пробросу нити во время её заправки. Максимальное значение d0 зависит от размеров dф, d4, а2, с3 . Из рис.3 следует, что:
где а2=∆1+∆2+∆3+2∂1+∂2=6+5+2+2*2+3=20мм с3 – расстояние между левым концом направляющей втулки и нитеводительной пластины с глазком; d4=40мм При проектировании механизма раскладки можно брать
где При проектировании нитеводительной пластины действительный диаметр d0 центрального отверстия следует брать на 3…4мм меньше критического значения, равного d0кр=2rкр:
Расстояние rдп между осью вращения нитеводительной пластины и дном радиального паза должно быть меньше z1max минимум на величину узла нити:
где ЕТ=(1,03…1,05)Ед=1,05*200=210мм Ширину ∆5 радиального паза следует брать равной ширине ∆4 , но не менее 1 мм. Чтобы наматываемая нить всегда находилась в радиальном пазу, необходимо расстояние rпп от оси вращения нитеводительной пластины до конца правой стенки радиального паза найдём по формуле:
Расстояние rлп от оси вращения нитеводительной пластины до конца левой стенки радиального паза
2.4 Профилирование корректирующего кулачка Нить, проброшенная через осевое отверстие направляющей втулки и закреплённая на нитеносителе, при вращении нитеводительной пластины должна автоматически попасть на рабочий профиль корректирующего кулачка и скользить по нему до входа в открытый глазок Г и в открытый радиальный паз П нитеводительной пластины(рис.1). Автоматическая заправка нити в глазок Г возможна, если угол подъёма η В любой точке рабочего профиля плоского корректирующего кулачка будет больше ηкр . В противном случае скольжение нити по корректирующему кулачку в направлении глазка Г будет невозможным при любых натяжениях в её ведомой и ведущей ветвях. Рабочий профиль корректирующего кулачка можно выполнить по логарифмической спирали, у которой текущий радиус-вектор ρ изменяется по закону (рис.1)
где λ – полярная угловая координата текущего радиус-вектора ρ, причём 0 ≤ λ ≤ λmax; λmax – полярный угол, соответствующий максимальному радиусу-вектору ρmax; d0=2r0 – диаметр центрального отверстия нитеводительной пластины или нитеводительной втулки; η – угол между текущим радиус-вектором ρ и касательной к рабочему профилю корректирующего кулачка в точке N с координатой ρ и λ. Чтобы воспользоваться уравнением, необходимо предварительно определить предельные значения углов λ и η. У логарифмической спирали на всей её длине угол η=const. Легко видеть, что чем меньше угол η, тем труднее осуществляется самозаправка нити в глазок нитеводителя, а с увеличением угла η возрастает и центральный угол λmax , соответствующий всей длине профиля. Угол ηкр определяется по приближенной формуле:
и рекомендуется при проектировании корректирующего кулачка угол η при f=0,25 брать в пределах 60…65◦, примем ηкр=60º Из уравнения находим максимальное значение угла λ, полагая ρ=ρmax:
Задаваясь углом λ от 0 до λmax , находим из уравнения искомое значение радиус-вектора ρ рабочего профиля корректирующего кулачка, выполненного по логарифмической спирали. Результаты расчёта сводим в табл.1 Таблица 1
При проектировании корректирующего кулачка можно его рабочий профиль выполнить по спирали Архимеда, у которой текущий радис-вектор
где 0 ≤ λ ≤ λmax=180…210º. Минимальное значение tgη имеет при λ=0 :
а максимальное – при λ=λmax:
Следовательно, при выполнении рабочего профиля корректирующего кулачка по спирали Архимеда угол η увеличивается при увеличении полярного угла λ от 0 до λmax . В результате условия для автоматической заправки нити улучшаются по мере приближения её к глазку Г нитеводителя. Определив экспериментально коэффициент трения нити по рабочему профилю корректирующего кулачка, по приближенной формуле находим (tgη)кр , а затем – максимальное значение полярного угла:
Задаваясь углом λ от 0 до λmax , находим по формуле искомое значение радиус-вектора ρ рабочего профиля корректирующего кулачка, выполненного по спирали Архимеда. Результаты расчёта сводим в табл.2 Таблица 2
2.5 Выводы |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||



 ,
,

 ,
,
 ,
, ,
,
