|
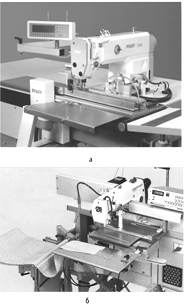
Дипломная работа: Промышленные швейные машиныВо-первых, выделение типовых узлов в одежде, где может быть экономически выгодно использована такая техника. Это позволяет применить полуавтомат при выпуске однородных изделий, а общую их партию увеличить. Во-вторых, решается проблема быстрой переналадки полуавтомата на иной контур, на иную форму, на другой пакет, иную схему распределения слоев в пакете. Расширяются возможности, увеличивается количество обрабатываемых моделей, появляется гибкость. В-третьих, переход на новую элементную базу в системах управления позволяет упростить всю конструкцию и несколько снизить стоимость машины. В-четвёртых, ясно просматривается подход решать вопрос комплексно, то есть создавать группу полуавтоматов для автоматизации выполнения сборочных операций для какого-либо конкретного изделия. В-пятых, уделяется большое внимание надёжности функционирования техники, например, введение элементов, следящих за окончанием нитки на шпуле или отключающих прорезные ножи, в случае какого-либо сбоя, чтобы не испортить заготовки. Напомним, что операции, отнесённые нами к I и II группам, это процессы, связанные с прямыми и слабоискривлёнными строчками. Посмотрим, что предлагается для их автоматизации. Представителем такой техники является полуавтомат для выполнения вытачек. Вытачки как элементы одежды необходимы для создания необходимого объёма формы одежды в области груди, по линии талии, по спине. По конструкции эти вытачки бывают неразрезные и разрезные. В числовом выражении вытачка определяется двумя параметрами: длиной и глубиной. Но, главное, характеризуется строчкой: прямая или слабоискривлённая, выходящая в начале и конце на край полуфабриката. Строчка может быть как челночной, так и цепной, естественно, двухниточной. Для первого случая это может быть класс 3586-2/02 «Pfaff» (рис. 15а), для второго – 743-221 «Durkopр/Adler» (рис. 15б). Заготовки (полочки пиджака или половинки брюк) размещаются в зоне загрузки на шаблоне с огибанием его края. Точное позиционирование осуществляется по лазерным световым отметкам. После такого базирования полуфабрикат с помощью подающего стола направляется в рабочую зону шьющей головки, где вытачка стачивается с одновременным его разрезанием. Последний элемент операции может и не выполняться (неразрезная вытачка на брюках). Подача заготовок и само стачивание происходят с перекрытием во времени, благодаря чему вырастает производительность. Строчка в начале и конце закрепляется путём учащения стежков, после окончания цикла нитки обрезаются, а заготовка укладывается в пачку. Длина стежка варьируется от 0,5 до 3,0 мм. На этом же полуавтомате можно выполнять и другие операции подобного типа: стачивание частей подворотников, стачивание подбортов, застрачивание складок. Но опять повторим: экономика применения должна быть тщательно продумана и просчитана. В одежде (любой – мужской, женской, детской) всегда имеются карманы. Они имеют утилитарное и декоративное назначение, а потому качество их исполнения – на виду. Аккуратный прорезной в рамку, с клапаном, с листочкой, накладной – могут украсить одежду, а искривлённые, небрежно обработанные – свести на нет все предыдущие усилия в изготовлении.
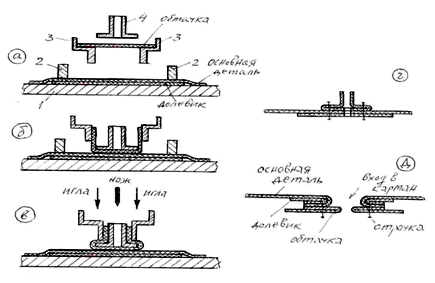
Рис. 15. Полуавтоматы для изготовления вытачек Ясно, что конструкторская мысль давно была направлена на создание техники, обеспечивающей качественную обработку карманов независимо от квалификации работающего, тем более, что обработка карманов, как накладных, так и прорезных весьма трудоёмка. При изготовлении прорезных карманов в рамку необходимо проложить две параллельные строчки с закреплением их в начале и в конце и разрезать полуфабрикат между строчками. При этом нужно иметь в виду, что обе строчки находятся в середине детали, где будет находиться карман. На край заготовки они не выходят, а это предъявляет особые требования к механизмам, их выполняющим. Многие фирмы преодолели эти трудности и создали производительные и надёжные полуавтоматы: «Juki» – серия APW 194 N; «Durkopp/Adler» – 745 кл в нескольких модификациях; «Global» – серия PW 2045; «New-tech» – серия 2000; «AMF-Reece» – модель LW – 6000 (в различных вариантах); «A-S-S» – серия BASS 3500 и др. Технология изготовления прорезных карманов в рамку, заложенная в основу действия полуавтомата, отличается от таковой же, но при ручной работе. Проиллюстрируем её схемой (рис. 16).
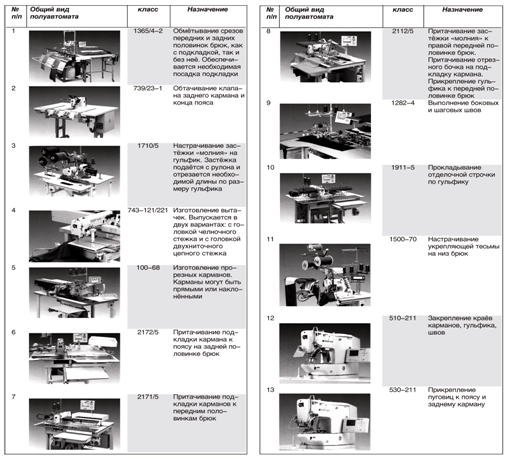
Рис. 16 Технологическая схема изготовления прорезного кармана На сборку (изготовление рамки кармана) поступают три детали: основная (это может быть полочка пиджака, половинка брюк и т.д.), долевик и обтачка. Последняя по ширине выглядит как две обтачки при ручном исполнении. На платформу 1 полуавтомата (рис. 16а) укладывается долевик, а поверх его основная деталь лицом вверх. Укладка производится по упорам, которые установлены на платформе, и световым отметкам, оставляемым лазерными излучателями. Отметки эти выглядят как прямые линии и перекрестья. Зажимами 2 долевик и основная деталь фиксируются на платформе. Если укладка произведена с отклонениями (на взгляд оператора), то её можно повторить, исправив неудачное размещение. Для лучшей ориентации в процессе укладки на основную деталь (полочку, половинку брюк) наносятся меловые линии, отмечающие место расположения кармана. На шаблоны 3 укладывается обтачка лицом вниз. Пуансон 4 опускается сверху на обтачку, проминает её между шаблонами 3 и прижимает к уложенным на платформе основной детали и долевику (рис. 16б). Шаблоны 3 сдвигаются и окончательно формируют обтачку, которая теперь выглядит в виде перевёрнутой буквы «Т» (рис. 16в). В таком виде весь пакет поступает в зону шитья, где прокладываются одновременно две параллельные строчки, состоящие из двухниточных челночных стежков. Одновременно со стачиванием происходит разрезание входа в карман, для чего предусмотрен нож, располагающийся между иглами. Для выполнения этого рабочего процесса в платформе 1, шаблоне 3 и пуансоне 4 имеются пазы. На схеме для упрощения они не показаны. Нож разрезает обтачку, основную ткань и долевик, причём он включается в работу, когда будет образовано 8 ÷ 10 мм строчек от начала шитья, а отключается, не доходя те же 8 ÷ 10 мм до окончания строчек. В начале и конце строчек производится закрепка. Сшитый пакет выглядит, как показано на рисунке 16г. После окончания шитья разрезание пакета завершается надсечкой уголков в концах разреза для удобства вывёртывания. Ножи, высекающие уголки, совмещены с узлом, обеспечивающим вывёртывание. При обратном холостом ходе ножей этот механизм проводит обтачку через разрез входа в карман вниз на изнаночную сторону основной детали, и рамка кармана теперь выглядит так, как показано на рисунке 16д. Рабочий цикл изготовления рамки прорезного кармана заканчивается удалением из рабочей зоны основной детали с помощью укладчика. Остаётся только окончательно расправить рамку, приутюжить и закрепить её в концах. Но это уже другое оборудование. Общий вид одной из моделей полуавтомата для изготовления прорезных карманов приведён на рисун- ке 17. В дальнейшем технологическим процессом предусматривается прикрепление подкладки кармана к краям обтачки и соединение её боковых срезов. Таким образом, изготовление кармана завершается. Подобным образом изготавливаются и карманы с клапаном. Готовый клапан укладывается поверх сформированной обтачки лицевой частью вниз. Присоединяется клапан к карману одной из тех же строчек одновременно с изготовлением рамки. Производительность труда увеличивается более чем в три раза по сравнению с этим же показателем при ручной технологии и использованием универсальных машин. Это достигается за счёт совмещения во времени вспомогательных приёмов с машинным циклом работы полуавтомата. На рассматриваемом оборудовании в автоматическом режиме выполняется соединение двумя параллельными строчками цельнокроеной обтачки, долевика, клапана и полочки, разрезается вход в карман, надсекаются уголки, обеспечивается останов с иглами в заданном положении, обрезка ниток, выведение изделия из зоны обработки и укладывание его в пачку. На полуавтомате можно выполнить: прямую рамку кармана без клапана, прямую рамку кармана с клапаном, наклонную рамку с клапаном и без него, карман с листочкой. В случае изготовления наклонных карманов строчки соединения сдвинуты относительно друг друга, в связи с чем необходимо обеспечить разновременное включение в работу шьющих механизмов. С этой целью в полуавтомате применяется швейная головка с отключающимися игловодителями.
Рис. 17. Полуавтомат для изготовления прорезного кармана Стандартные расстояния между иглами 8, 10, 12, 14, 16, 18 и 20 мм. Длина стежка 2,0÷3,4 мм. Скоростной режим 2500 оборотов в минуту. В полуавтоматах имеется устройство, следящее за наличием нитки в шпульке. Челнок увеличенный. На этом оборудовании можно изготавливать рамки длиной от 35 до 180 мм. Самые малые длины – это не для карманов, это, скорее, прорезные петли на женской одежде. Но и такие часто встречаются. Отметим ещё один важный момент. При изготовлении прорезных карманов с клапаном необходимо чёткое соответствие по длине клапана и рамки. Такое положение можно достичь только в случае обтачивания клапанов на машинах полуавтоматического действия, обеспечивающих стабильность размеров при обработке. Об этом мы ещё раз напомним в разделе Создатели швейного оборудования успешно автоматизировали ещё ряд операций. В настоящее время полуавтоматами оснащаются целые потоки. Для примера рассмотрим технологический процесс изготовления мужских брюк. Из 51 операции по сборке 18 выполняется не на швейных машинах (утюжильные места, пресса). Ясно, что оставшиеся 33 операции все сразу невозможно автоматизировать сегодня. Однако добрую половину удалось перевести на полуавтоматы, что убедительно показали фирмы «Beisler» и «Durkopp/Adler» (Германия). Здесь можно выделить типовые операции, например, обмётывание срезов заготовок, обтачивание клапана кармана, изготовление самих карманов, обработка гульфика и откоска, подшив низа брюк. Для перечисленных операций предлагается большая группа швейных полуавтоматов (табл. 6). Как видим, процент автоматизации рассмотренного технологического процесса весьма высок. Многие из этих полуавтоматов были показаны ещё на выставке IMB-200 Все они воплотили в себе последние достижения технической мысли. Сегодня они уже широко в производстве. Точная транспортировка полуфабриката, без сбоев и заминов, даже таких, какие называют «труднотранспортируемыми». В нужных местах – необходимая посадка, любого слоя в пакете как верхнего, так и нижнего. Фотослежение: обрезка подаваемой тесьмы в точный размер и без отходов. Механизм обрезки ниток обеспечивает короткие концы. С помощью простых регулировок осуществляется переход с размера на размер и изменение параметров операции. Контролируется остаток нити в шпуле (в случае использования системы челночного переплетения). Все полуавтоматы снабжены цветным графическим дисплеем. В случае любого сбоя отключаются устройства, способные испортить материал. Таблица 6 Полуавтоматы, применяемые при изготовлении брюк
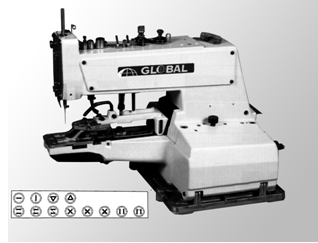
Похожий комплекс предлагает фирма «A-S-S» («Automated Sewing Systems») также из Германии. Специализирующаяся на оборудовании для изготовления джинс итальянская фирма «VI.BE.MAC» в комплект включает 8 полуавтоматов: для подгибки и закрепления верхнего среза карманов, для настрачивания этикетки, для прокладывания декоративной строчки по карманам, для настрачивания шлёвок, для выполнения отделочной строчки по гульфику, для изготовления петли и для закрепок. Предлагаются комплекты полуавтоматов и для других изделий массового производства – пиджаков, сорочек. Вот в сорочке на полуавтоматах заготавливают все узлы: манжеты, воротник, клапаны, карманы, планки на переде, настрачивают карманы и клапаны, пробивают и обмётывают петли на планке, пришивают пуговицы, изготавливают рукавную планку. Что же остаётся? Остаётся соединить плечевые, рукавные и боковые срезы, втачать воротник, присоединить манжеты и подшить низ изделия. Пока эти операции идут с ручным сопровождением полуфабриката. Таких операций очень немного. Необходимо заметить, что не все перечисленные выше полуавтоматы обеспечивают выполнение операций I и II групп. Есть и другие, для III и IV. О них будет рассказано в соответствующих главах. 6. Оборудование для выполнения операций, относящихся к III группе Операции, относящиеся к этой группе, выполняются строчками сложной формы, контур имеет множество точек излома, подача относительно рабочих органов шьющей головки осуществляется в произвольном направлении. По размерам эти строчки весьма различны, но всё-таки их можно подразделить на малые, размещающиеся в поле, примерно, 2060 мм; средней величины, укладывающиеся в прямоугольник 60100 мм, и большие. В последнем случае необходимо вести обработку площади в габарите 400 мм по ширине и до 250 мм по второй координате. Всё оборудование для этой группы операций относится к машинам полуавтоматического действия: рабочий процесс осуществляется автоматически, а установка заготовок и их съём – вручную. В связи с приведённой выше градацией строчек по размерам рассматриваемая техника программируется на различное число стежков. Большинство полуавтоматов, предназначенных для выполнения закрепок, пришивания пуговиц, крючков, этикеток, талонов, вымётывания коротких петель, производят небольшое число стежков, от 8 до 100. Петли увеличенной длины, сложные закрепки, некоторые рисунки требуют большого числа стежков, и ряд моделей полуавтоматов их выполняют до 400. Рисунки, сложные строчки большой протяжённости с повторами, возвратами задаются более ёмкой программой с памятью на 20 000 стежков. Представителями короткошовных полуавтоматов первой группы являются машины серии МВ-372 и 373 «Juki», В 916 «Brother», серии BS 470 «Global» (рис. 18). Машина работает на скорости 1500 оборотов в минуту. С её помощью можно пришивать пуговицы диаметром от 10 до 28 мм (есть модификации от 8 до 30) с двумя и четырьмя отверстиями. Это основной вариант. Но возможности машины шире. Так, при сравнительно простой переналадке машины применяются для прикрепления пуговиц с ушком, пуговиц с обвитой ножкой, пуговиц с подпуговицами, кнопок, этикеток. Число стежков в цикле определяется классом и подклассом машины и может быть 8, 16, 32 или 6, 12, 24. Управление циклом осуществляется с помощью копиров. Размеры стежков регулируются диапазоне 2,5÷6,5 мм как вдоль рукава машины, так и поперёк. Пуговица для пришивки вставляется в зажим вручную. Зажим поднимается над платформой на 14 мм, что позволяет легко расположить под ним деталь одежды или часть изделия, на которые пришивается пуговица. Останов машины в конце цикла происходит на пониженной скорости, что исключает удары и вибрации в момент окончания шитья. Зажим поднимается автоматически. Машины снабжены устройством для обрезки нитки. Конструкции этого узла различны. Так, в группе машин нитка обрезается пластинкой, связанной рычажной системой с механизмом подъёма зажима, и, скорее, обрывается, чем обрезается. В части машин другая система – она состоит из пары ножей (подвижного и неподвижного), которые срабатывают под игольной пластиной. Длина кончика нитки не более 3,5 мм. Смазка машины по точкам при помощи маслёнки. Вес головки 20 кг, общий вес машины 80 кг. Машина приводится в работу от электродвигателя мощностью 200 Вт; двигатель может быть однофазный и трёхфазный. Дальнейшее техническое развитие машины получили в нескольких направлениях.
Рис. 18. Полуавтомат для пришивки пуговиц Поскольку для прикрепления пуговиц здесь используется однониточный цепной стежок, то строчка, состоящая из таких стежков, подвержена распусканию, несмотря на то, что последние стежки в цикле выполняются в одну точку. Для предотвращения этого нежелательного явления был создан механизм для завязывания узелка из нитки в конце цикла. Реализовано это в машине серии МВ-377. Машина в основном повторяет базовый вариант, но, заканчивая пришивку, выполняет прочный узел, препятствующий распусканию готового шва. Даже если последний стежок не завершён, то вероятность распускания практически невелика и риск потери пуговицы снижен. Машина может снабжаться ещё и дополнительным бункером, обеспечивающим комплексную подачу пуговиц. Класс машины МВ 377 А/ВR у «Juki» или ВАS-016B у фирмы «Brother» (рис. 19). На машине можно установить три различных режима работы: работа с ручной подачей пуговиц, когда оператор устанавливает пуговицы непосредственно в зажим; работа с автоматической подачей пуговиц из бункера; и режим загрузки пуговиц на одно изделие – 5÷6 пуговиц заправляются в пуговицеприёмник перед началом работы, а затем этот запас постепенно используется. Оптимальный скоростной режим – 1300 оборотов в минуту. Принцип «сухой головки» коснулся и короткошовных полуавтоматов. В них также применён привод на шаговых двигателях и компьютерное управление. Благодаря автоматизированному приводу упростилась механика машин, улучшилась динамика работы, снизились ударные нагрузки, уменьшились шум и вибрация. Последние достижения фирмы «Juki» в области машин для пришивания пуговиц сконцентрировались в полуавтомате АМВ-289. Машина предназначена для широкой номенклатуры пуговиц: с двумя отверстиями, с четырьмя отверстиями, с ушком.
Рис. 19. Полуавтомат для пришивки пуговиц с подачей их из бункера Пришить можно пуговицу с подпуговицей, можно на ножке с обвивкой. Качество прикрепления очень высокое: на изнаночную сторону проходит минимальное количество стежков, ножка выглядит в виде буквы «V», что позволяет провести обвивку большой плотности в начале ножки, а это предотвращает раскачивание пуговицы. Компьютерная система управления позволяет легко вводить необходимые данные по программе пришивки различных пуговиц. Для защиты от распускания строчки, которая выполняется цепным стежком, на заключительном этапе цикла завязывается узелок. Узелок завязывается и при обвивке ножки. Область применения машин очень широкая. Несколько лет тому назад в промышленности применялись пуговичные машины на базе челночного стежка. Конечно, строчка прочнее, но машина сложнее. С решением вопроса закрепления цепной строчки путём завязывания узелка необходимость в машинах челночных отпала. Сейчас они в номенклатуре заводов отсутствуют. Двухниточная челночная строчка применяется в сложных коротких швах закрепочного типа. Такие строчки имеют длину 7÷16 мм и ширину 1,8÷2,5 мм. Форма закрепки и число стежков в ней программируются копиром, являющимся в машине сменным элементом (серия LK-1850 «Juki», «Global»). Скоростной режим – 2300 оборотов в минуту, при использовании синтетических ниток снижается до 1800 оборотов в минуту. Челнок колеблющегося типа. Зажим поднимается над платформой максимально до 17 мм. Закрепки делаются за 42 стежка или за 21 стежок и образуются за счёт перемещения под иглой материала в продольном и поперечном направлениях. Машина широко применяется на швейных предприятиях, однако в настоящее время устойчивая тенденция к её замене на оборудование серии ВТ-1900 или LK-1900 (рис. 20), где строчка образуется с помощью шаговых двигателей и компьютерного управления. Это дало существенное многообразие форм закрепки: стандартное число 50, но может быть увеличено до 200. Машина выпускается для различных видов тканей. Номинальный скоростной режим 3000 оборотов в минуту, но для тяжёлых тканей и толстых пакетов скорость должна быть снижена до 2700 оборотов в минуту. Поле, в котором располагается строчка, 3040 мм. Важной особенностью является введение в конструкцию электронного устройства, активно следящего за натяжением игольной нитки, что очень важно при выполнении закрепки на пакетах, где толщина по длине закрепки меняется. Отдельные варианты машины могут иметь увеличенный челнок – больше шпуля, больше нитки на шпуле, реже перезаправка. Ещё одна группа коротких строчек – всевозможные петли на швейных изделиях. Для петель на белье и одежде из лёгких материалов петельная строчка выполняется челночным или однониточным цепным стежком; петли на верхних изделиях, где используются более плотные ткани, относящиеся к пальтовой и костюмной группам, – двухниточным цепным. Здесь часто для создания рельефной петли внутрь обмётки срезов прокладывается утолщённая нитка, называемая каркасной. Без такой нитки петли получаются рыхлыми, невыразительными. Исходя из вида изделия, модели, фактуры материала одежды, области эксплуатации, петли выполняют различной формы, различной длины, с разной шириной кромок, с разным типом закрепления. Но в общем виде процесс вымётывания петли следующий: зигзагообразное расположение обмёточных стежков достигается сочетанием продольного перемещения материала (вдоль петли) и поперечным к нему отклонением иглы. Основные виды петель (наиболее часто применяемые) приведены на рисунке 21. Для изготовления прямых петель созданы различные конструкции машин: с механическим управлением (LBF-780 «Juki», HM-8180 «Brother», BH-783 «Global», 3117 «Pfaff» и др.) и электронным управлением на базе шаговых приводов в системе Direct drive (3119 «Pfaff», LBH-1790 «Juki», HE-8000 «Brother» и др. (рис. 22). Машины с механическим управлением работают на скорости 3600 оборотов в минуту, выполняют петли одного вида длиною от 6,4 до 38,1 мм, кромки которых могут быть обмётаны с числом стежков 54÷345. Изменение числа стежков производится за счёт смены блока шестерён в системе подачи. Высота подъёма зажима ткани до 12 мм. Стежок двухниточный челночный. Есть варианты для изготовления петли с каркасной ниткой. Смазка машины автоматическая. Вес машины 80 кг.
Рис. 20. Закрепочный полуавтомат Вход в петлю прорубается плоским ножом, который при рабочем движении взаимодействует с острыми кромками узкого паза, выполненного в игольной пластине.
Рис. 21. Наиболее часто встречающиеся виды петель После окончания цикла выметки при подъёме зажима, удерживающего полуфабрикат, приводится в действие устройство для обрезки верхней и нижней нитки около ткани. Одновременно конец верхней нитки защемляется между верхним ножом и плоской пружиной, что позволяет надёжно начинать следующий цикл обмётки – нитка из ушка иглы не выскочит. Важным элементом машины является узел блокировки работы ножа, прорубающего ткань, в случае каких-либо неполадок с шитьём. Машины с электронным управлением имеют большие технологические возможности. Скоростной режим – до 4200 оборотов в минуту. Размеры петель в стандартной комплектации такие же, как у машин предыдущей серии, но по специальному заказу сменных деталей длина петли может быть увеличена до 41, 70 или даже до 120 мм. Но главное – это простой переход на изготовление петли иной формы, а вариантов при этом может быть до 30. В памяти машины может храниться 99 моделей петель. Электронное слежение за натяжением нити позволяет получить хорошее качество петли, даже если она пробивается на пакетах неравномерной толщины. Важной особенностью машины является тот момент, что она не требует замены прорезного ножа при изменении размера петли. Механизм ножа здесь таков, что он срабатывает два-три раза при увеличении длины петли, смещаясь вдоль неё при работе. И повторим, главное – это простой и быстрый переход на изготовление другого вида петель. Стоит обратить внимание на конструкцию рукава машины. Он (рукав) в основании выполнен со смещением от продольной оси платформы, что открывает свободный проход ткани по всей длине платформы машины. Это важно в тех случаях, когда петли вымётываются вдоль какой-либо детали, например, на планке мужской строчки. Полочка свободно располагается на столе и платформе машины и не затрудняет рабочий процесс. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||