|
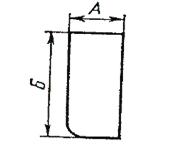
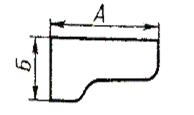
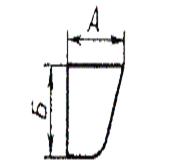
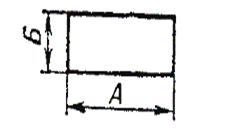
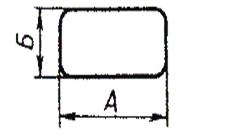
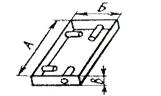
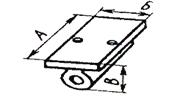
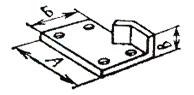
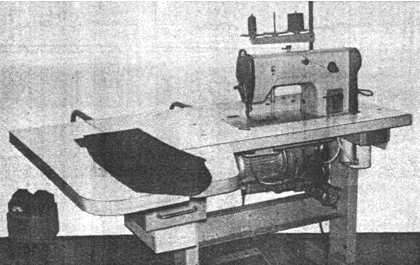
Дипломная работа: Промышленные швейные машиныВо втором варианте выполняющая операцию сидя (стул 8) работница одновременно обеими руками берёт из пачки, лежащей на правой дополнительной плоскости 6 к промышленному столу 4, боковую деталь полочки 7, а из пачки, лежащей на левой дополнительной плоскости или наклонной полке 9, деталь полочки 1. Далее работница совмещает детали, стачивает их на машине 5 и размещает обработанные детали 3 на тележке-стеллаже 2. Как видно из приведённого сопоставления, последовательное выполнение приёмов «взять деталь» может быть заменено на параллельное, если на рабочем месте детали расположены в удобной для работы зоне, а это даёт рост производительности труда на 8,8 %. Кроме того, обеспечение порядка на рабочем месте, сокращение траекторий трудовых движений, уменьшение затрат времени на перехваты способствуют меньшей утомляемости работницы. Разработан комплект элементов оргоснастки, который получил название УСО-1 (унифицированная сборная оргоснастка). Из набора элементов, входящих в УСО-1, можно компоновать различные по назначению рабочие места. Индекс 1 обозначает, что комплект предназначен для оснащения рабочих мест со стандартным промышленным столом и швейной машиной с плоской платформой. Комплектом можно оснащать машины 97-А класса, 1597 класса, 1022 класса завода «Промшвеймаш» и т.д. Основное назначение комплекта УСО-1 – изменение геометрии крышки стола, применение полочек и кронштейнов для размещения пачек деталей. В УСО-1 входят функциональные элементы, монтажные элементы и крепёжные детали. Функциональные элементы выполнены в виде плоскостей различных размеров, которые служат для изменения формы и размера крышки стола и для установки вспомогательных полочек на рабочем месте. Типы функциональных элементов приведены в таблице 8. Таблица 8 Типы функциональных элементов
Размеры этих элементов рассчитаны на присоединение к крышке стандартного размера (1060575 мм). Плоскостные элементы изготовляют из фанерных плит толщиной от 15 до 20 мм и покрывают их пластиком. Все функциональные элементы (плоскости) монтируются на столе с помощью группы монтажных элементов – рам, кронштейнов, стоек. Монтажные элементы подразделяются на две группы: базовые и соединительные. Как говорит само название, базовые элементы (элементы 1–5 в таблице 9 служат основой для сборки рабочих мест и несут на себе основную нагрузку, а с помощью соединительных элементов (элементы 6–10) осуществляется необходимая компоновка (соединение плоскостей на рабочих местах). Базовые, соединительные и функциональные элементы связываются друг с другом с помощью крепежных деталей – болтов, винтов, шурупов, гаек и шайб. Рама Р1 является основным монтажным элементом. Она предназначена для установки на рабочем столе дополнительных плоскостей с левой стороны, спереди и сзади крышки стола. Рама закрепляется с нижней стороны крышки на левой стороне стола. Таблица 9 Типы монтажных элементов
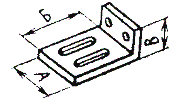
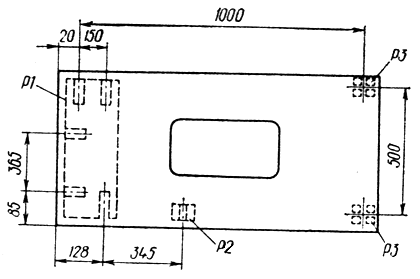
Подобную же роль, но с меньшей несущей нагрузкой, выполняют кронштейны Р2 и Р3. Первый устанавливают под крышкой по переднему её срезу, а второй – в углах крышки по её правому торцу. Схема установки базовых монтажных элементов на крышку стола показана на рисунке 47.
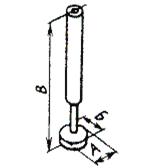
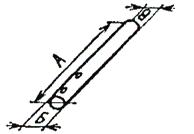
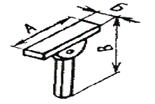
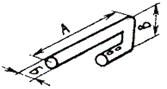
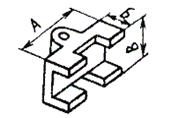
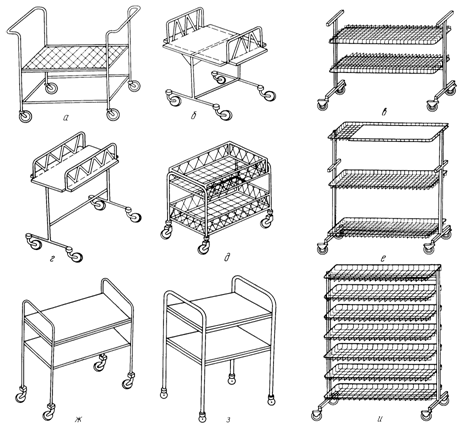
Рис. 47. Схема установки базовых монтажных элементов на крышку промышленного стола Рама Р1 и кронштейны Р2 и Р3 имеют направляющие в виде трубок. В эти трубки могут входить соединительные элементы К10, К11, К12 и К30, так как они выполнены из стержней круглого поперечного сечения диаметром, несколько меньшим диаметра отверстия трубок рамы Р1 и кронштейнов Р2 и Р3. К соединительным элементам К10, КП, К12 и К20 прикрепляются функциональные элементы (плоскости). Прикрепление производится с помощью гаек и винтов. За счёт имеющейся резьбовой регулировки добиваются, чтобы присоединяемые плоскости находились на одном уровне с крышкой стола, и с помощью соединительных уголков Р5 окончательно фиксируют найденное положение. Кронштейны типа К20, К30 и К40, а также стойки типа С1 используют для размещения плоскостных элементов вне плоскости крышки стола. Так, на кронштейне К30 полка размещается параллельно крышке стола. Кронштейн К20 имеет возможность поворота опорной площадки относительно установочного стержня. Поэтому установленная на этот кронштейн плоскость может быть размещена наклонно к крышке стола. Общий вид варианта рабочего места, собранного из типовых элементов оргоснастки УСО-1, показан на рисунке 48. Рационализация трудовых процессов, связанная с уменьшением траекторий движения работницы и обеспечением порядка на рабочем месте, потребовала применения крышек столов уменьшенной площади и станин, имеющих только одну стойку. Такие однотумбовые столы всё чаще используются в технологических процессах изготовления одежды. Завершающим элементом организации рабочего места оператора швейной машины являются транспортные средства, позволяющие передавать полуфабрикат по технологической цепочке от одного рабочего места к другому. Таким элементом являются бесприводные напольные транспортные средства – тележки. Примеры транспортных средств представлены на рисунке 49. В технологических процессах заготовки и монтажа используют тележки четырёх типов, каждый из которых имеет несколько модификаций. Тележки разных модификаций отличаются друг от друга размерами и числом поверхностей для укладки деталей и полуфабрикатов. Тележка-стеллаж – это металлический остов на четырёх колёсах, на котором смонтировано от одной до семи плоскостей. Тележки-контейнеры представляют собою одну или несколько ёмкостей (корзин), применяемых для хранения и транспортирования пачек деталей. Третий тип – тележки-кронштейны. Они предназначены для транспортирования полуфабрикатов больших размеров при укладке их наперевес.
Рис. 48. Общий вид рабочего стола Четвёртый тип – тележки-зажимы, где пачка деталей, как правило, достаточно длинных закрепляется за один конец, при свободном втором. Это позволяет использовать тележку-зажим как организационную оснастку, ведя обработку деталей, не разбивая пачки. Новинка в области организации производства – конвейерная система, обеспечивающая передачу изделия по сборочному процессу от одного рабочего места к другому в подвешенном состоянии. Управление полностью компьютеризировано. Что это даёт? Когда изделие передаётся в пачке, её завязывают, чтобы сохранить порядок, и, естественно, заготовки мнутся. В подвешенном состоянии в этом плане режим щадящий, а это меньше затрат на влажно-тепловую обработку в конце. Далее. Передавать изделия от одного рабочего места к другому самим рабочим не нужно. Они не теряют времени на вспомогательные дела. Конечно, система достаточно сложная и, естественно, дорогая. Но никаких тележек, никаких вспомогательных рабочих для передачи. Отсутствуют междустолья, и нет жёсткой привязки к одному месту технологического оборудования. Преуспели здесь фирмы «Eton» (Франция), «Twin Star Group» (Сингапур) (рис. 48). Понятно, что такая система хороша для изготовления стабильных изделий в больших партиях.
Рис. 49. Виды транспортных средств, применяемых на заготовительных и монтажных участках
Рис. 50. Конвейер для передачи изделий по процессу и обработке их в подвешенном состоянии В мелкосерийном производстве перспективный подход – организация гибких модулей в пошивочных цехах. Под модулем понимается рабочее место, оснащённое набором оборудования, позволяющего выполнять группу различных технологических операций, базирующихся на различных типах строчек, например, двухниточных челночных с помощью универсальной швейной машины и цепных на оверлоке или на подшивочной машине. Возможны различные комбинации.
1. Зак И.С., Полухин В.П., Лейбман С.Я. Комплексно-механизи-рованные линии в швейной промышленности. – М.: Легпромбытиздат, 2008. – 320 с. 2. Кокеткин П.П. Пооперационная машинноавтоматизированная технология одежды. – М.: Легпромбытиздат, 2008. – 232 с. 3. Франц В.Я. Охрана труда на швейных предприятиях. – М.: Легпромбытиздат, 2007. – 256 с. 4. Доможиров Ю.А., Полухин В.П. Внутрипроцессный транспорт швейных предприятий. – М.: Легпромбытиздат, 2007. – 200 с. 5. Пристинский В. 100 знаменитых изобретений. – Ростов н/Д.: Феникс, 2009. – 510 с. 6. Беляева С.А., Парыгина М.М., Боброва Е.В., Петрова Е.М. Швейная промышленность в России // История науки и техники. 2010. – № 10. – С. 2–8. 7. Бабаджанов С.Г., Доможиров Ю.А. Экономика предприятий швейной промышленности. – М.: Академия, 2008. – 320 с. 8. Жуков Ю.В. Итоги работы лёгкой промышленности в 2006 г. // Швейная промышленность. – 2007. – № 2. – С. 2–12. 9. Зак И.С. Автоматизация процессов сборки швейных изделий. – М.: Лёгкая индустрия, 2009. – 208 с. 10. Эскин И.Ю. Выставка IMB-2006 (г. Кёльн, Германия) // Швейная промышленность. – 2006. – № 4. – С. 31–34. 11. Эскин И.Ю., Калмыкова Н.А. Оборудование полуавтоматического действия на IMB-2006 // Швейная промышленность. – 2007. – № 5. – С. 25–26. 12. Эскин И.Ю. Вспомогательная техника для заготовительных и монтажных участков швейного производства // Швейная промышленность. – 2008. – № 2. – С. 22–23. 13. Эскин И.Ю. Германия – Кёльн, IMB-2009 // Швейная промышленность. – 2009. – № 4. – С. 7–11. 22. Жуков Ю.В. Итоги работы лёгкой промышленности в 2008 г. // Швейная промышленность. – 2009. – № 2. – С. 3–6. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||