|
Дипломная работа: Промышленные швейные машиныПетля «с глазком» на верхней одежде служит не только смысловым узлом, удерживающим пуговицу, но и украшающим элементом, существенно влияющим на внешний вид. Хорошая петля сама по себе не испортит качественное изделие, но плохая, безусловно, повлияет на общее впечатление даже от добротной одежды. У высококачественной петли стежки должны быть равномерными, бисерный стежок (двойной цепной стежок с характерными узелками в переплетении) должен чётко формироваться поверх каркасной нитки, глазок должен быть симметричным относительно оси петли, петля должна иметь пропорциональную и надёжную закрепку. Сразу скажем, что закрепки здесь бывают трёх видов: поперечная, клиновая и полукруглая. Поперечная закрепка применяется в мужской одежде – пиджаки, пальто, куртки. Клиновая (или сходящаяся), как правило, в женской одежде и на джинсах. Полукруглая используется, в основном, на петлях брюк.
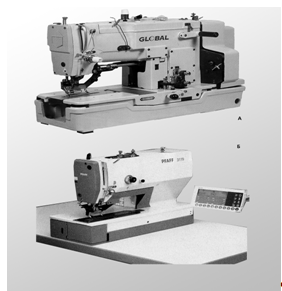
Рис. 22. Петельные полуавтоматы: а) с механической системой управления; б) с электронной системой управления Если машина выполняет петлю без закрепки, то поперечную закрепку приходится осуществлять отдельной операцией, применяя одну из закрепочных машин, о которых рассказывалось выше. Но из последних конструкций большим вниманием пользуются варианты, где поперечная закрепка включается в цикл изготовления петли, а вся операция осуществляется за один установ полуфабриката. При этом требуется, чтобы закрепка располагалась симметрично относительно петли, а размер её не превышал суммарной ширины обмётки кромок. До 2000 г. фирмы в основном выпускали машины для изготовления петли с глазком механического типа. Геометрия и размер петли у них задаётся с помощью сменных жёстких копиров и системы рычагов. В настоящее время их сменили более совершенные, производительные и удобные машины с электронным управлением (рис. 23). Преуспели здесь фирмы «Juki», «AMF Reece». В машинах этого типа используются шаговые двигатели для продольного и поперечного перемещений, а также для привода в действие ножа для прорубки и разворота каретки с игольным механизмом. Основным преимуществом таких машин перед механическими является простота перехода на другой вид петли. Переналадка осуществляется перепрограммированием основных параметров петли – длина, форма глазка, частота стежков, тип закрепки и её размеры – с помощью управляющей панели и блока памяти.
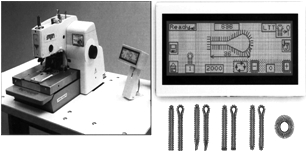
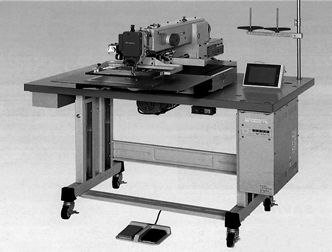
Рис. 23. Петельный полуавтомат для выполнения петли двойным цепным стежком Есть ещё один важный нюанс: при изменении длины петли или формы глазка требуется ещё заменить комплект: прорубающий нож – опорная колодка. Ведь прорубка отверстия в петле здесь производится не плоским, а фигурным (по форме петли) ножом, взаимодействующим с плоской колодкой, в результате чего выштамповывается в ткани отверстие нужного размера и формы. Чтобы острые кромки стального ножа меньше тупились, колодка изготавливается из более мягкого материала, чем сталь, бронза, латунь. У рассматриваемых машин применяется раздельная прорубка глазков и прямых участков. Это позволяет выполнять петли различной длины без замены колодочек и ножей, просто прямой нож срабатывает несколько раз по длине. Всё обходится без дополнительных регулировок. Машина оборудована механизмом, обеспечивающим активное следящее натяжение игольной нитки и нитки петлителя. Величина натяжения задаётся на операционной панели в зависимости от условий шитья. Параметры регистрируются на дисплее пошагово для того, чтобы можно было воспроизвести одинаковые условия работы. Натяжение ниток может устанавливаться отдельно для глазковой и прямой части петли. Контроль за действием ножа осуществляется с помощью шагового привода. Это позволяет легко программировать давление ножа для разных видов ткани. Можно выбрать два режима прорубки: до обмётывания петли или после процесса шитья. Правый и левые зажимы полуфабриката контролируются отдельно и приводятся в действие независимыми друг от друга воздушными цилиндрами. Этот механизм зажимает надёжно пакет различной толщины, предотвращая провисание. Максимальная скорость шитья – 2200 оборотов в минуту; длина петли 10÷38 мм (возможно до 50); ширина обмётки кромок 2,0÷3,2 мм; длина закрепки 0 мм; 3÷15 мм; высота подъёма рабочих зажимов до 16 мм. Общий вес машины 185 кг. На машине удобно выполнять петли, расположенные как поперёк, так и вдоль борта одежды. Петли могут обмётываться и однониточным цепным стежком. Они применяются чаще всего на белье. Пример машины для реализации этого процесса МВН-180 «Juki». Машина обладает довольно высокой скоростью работы (3300 оборотов в минуту), не требуя замены шпульной нитки. Петля, выполненная цепной строчкой, получается прочной, выдерживает большое количество застёгиваний и растёгиваний. С нижней стороны кромок петли происходит переплетение нитки в стежках в виде узелков, что придаёт петле красивый вид. С верхней стороны петля имеет гладьевую строчку. Длина петли от 6,4 до 34,9 мм (при сменных деталях до 38,1 мм); ширина обмётки кромок 1,6÷2,4 мм, максимальная длина стежка – 1,0 мм; подъём прижимных лапок до 7 мм. Смазка ручной маслёнкой по отдельным точкам. И, наконец, последняя группа машин – для выполнения строчек любой сложности, содержащих 300 000 стежков и более (рис. 24). Выпускают такую технику фирмы «Brother», «Sunstar», «Juki», «Mitsubishi electric». Все эти полуавтоматы построены по одному принципу. Зажим в виде прямоугольных пялец с помощью шаговых двигателей перемещается по плоскости стола в двух координатах, а программа работы задаётся компьютерной системой. Поле обработки изменяется в очень широких пределах от 60100 мм до 250400 мм; есть модели и для больших размеров.
Рис. 24. Полуавтомат для выполнения строчек сложной конфигурации Скорость работы этого оборудования 2000÷2500 оборотов в минуту в зависимости от тяжести обрабатываемого полуфабриката. Длина стежка от 0,1 до 12,7 мм. Колеблющийся тип челнока обеспечивает хорошую затяжку стежков при любой их длине; увеличенный объём шпули сокращает количество перезаправкок. Количество программ, которые машина удерживает в памяти, – до 700. По своим возможностям это просто вышивальные машины. Микрокомпьютер обеспечивает пошаговые программирования участков строчки. Но в случае простых конфигураций можно задавать только базовые характерные точки, а соединение их вести прямыми линиями, дугами окружностей, что позволяет сократить необходимый объём информации, вводимой в память машины. На одном изделии выполняется, как правило, не одна петля, пришивается не одна пуговица. Ведущие фирмы мира создали оборудование для прикрепления группы пуговиц к одному изделию и для выметки группы петель. Построено оно по следующему принципу. К хорошо зарекомендовавшим себя пуговичным головкам с бункером и петельным машинам с электронным управлением присоединён стол, имеющий подвижную площадку. На этой площадке размещается деталь швейного изделия, например, полочка сорочки. Делается это по упорам и световым отметкам. Затем полочка фиксируется прижимами. По командам, поступающим от системы управления, полочка перемещается в рабочую зону шьющей головки и останавливается. В автоматическом режиме после этой остановки включается цикл пришивки пуговицы (изготовление петли), после завершения которого происходит останов головки, обрезка ниток. Полочка перемещается (автоматически) к следующему месту обработки. Цикл повторяется до тех пор, пока не будет пришита вся группа пуговиц или обмётаны все петли. После окончания обработки в последней позиции включается укладчик и готовая полочка снимается. Расстояние между пуговицами (петлями) возможно варьировать в 20 различных комбинациях. Один оператор может обслуживать несколько таких полуавтоматов. Общий вид машин приведён на рисунке 25.
Рис. 25. Полуавтоматы для пришивки комплекта пуговиц и вымётывания группы петель Современная тенденция построения швейных полуавтоматов связана с совмещением в один общий процесс нескольких различных операций. Так, например, в полуавтомате «Pfaff» 3588-04/020 (рис. 26) объединены фальцевание краёв накладного кармана, настрачивание кармана на половинку джинс и закрепление краёв кармана. Традиционная схема – фальцевание кармана на прессе, настрачивание кармана на универсальной машине, например DDL-8 700Н-7, и закрепка (LK-1900 A-НS) – требует трёх рабочих мест и, по крайней мере, трёх операторов. В новом полуавтомате все операции объединены, причем деятельность оператора, в обязанности которого входит только размещение на позиции укладки заготовок (половинка джинс и карман), совмещена во времени с процессом настрачивания. Прикрепление кармана осуществляется двумя строчками, проходящими эквидистантно боковым сторонам кармана и его нижней стороне, с закреплением верхних уголков кармана. Закрепка выполняется зигзагообразной строчкой. Рабочая головка выполняет прямую строчку и зигзаг, стежок двухниточный челночный. Челнок увеличенный. Скорость работы 4000 оборотов в минуту.
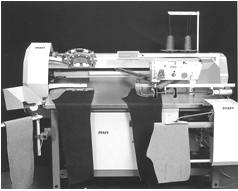
Рис. 2 Полуавтомат для настрачивания накладных карманов Область шитья 250240 мм. Фальцевание краёв кармана осуществляется холодным способом. Для того чтобы перейти на обработку кармана иной формы, нужно сменить фальцующий узел и установить новую программу шитья. На смену шаблонов уходит около 5 минут. Специальных инструментов для этой цели не требуется. Программа шитья набирается на пульте управления или вызывается из памяти. Иногда такой полуавтомат снабжается дополнительным устройством, которое обеспечивает автоматическую намотку шпули и замену её в челночном узле. Когда действует это устройство, производительность увеличивается на 10 %. Полуавтомат снабжён устройством для автоматического удаления из зоны шитья обработанных заготовок. Укладчик надёжно удерживает пачку из 64 единиц. В памяти системы управления хранится более 690 модельных вариантов строчки. Для работы полуавтомата необходим сжатый воздух; давление в сети должно быть 5 атмосфер. Полуавтомат занимает площадь 1,81,8 м; вес 600 кг. Ещё один полуавтомат, о котором бы хотелось упомянуть, предназначен для закрепления шлёвок на поясе джинс (рис. 27) – 2650 EV 7 фирмы «Vi. Be. Mac». Для этого полуавтомата создана специальная головка, у которой две иглы расположены вдоль оси нижнего рукава. Расстояние между ними можно изменить в диапазоне 40÷70 мм. Взаимодействуют с иглами два челнока. Строчки двухниточные челночные выполняются одновременно, что позволяет прикреплять шлёвку к поясу с двух сторон. Полуавтомат снабжён устройством для автоматической подачи заготовки шлёвок из рулона. Шлёвка отрезается в нужный размер, края её подгибаются внутрь, и такая сформированная шлёвка подаётся в зону шитья.
Рис. 27. Полуавтомат для прикрепления шлёвок к поясу У подающего устройства имеется датчик, реагирующий на изменение толщины шлёвочной ленты. Это бывает на стыках между заготовками, которые образуются при изготовлении упомянутой ленты на машинах типа MFB-2600 «Juki» (см. рис. 8 раздела 2). По сигналу датчика утолщённые участки автоматически вырезаются и удаляются. Шлёвка прикрепляется к поясу строчкой закрепочного типа с числом стежков в ней 28, 36 или 42 (выбирается с помощью операционной управляющей панели). Длина закрепки 7÷22 мм, ширина 1÷3,2 мм. Скорость работы шьющей головки 2500 оборотов в минуту. Время прикрепления одной шлёвки 1,2 сек при числе стежков в цикле 28. Ширина прикрепляемых шлёвок 9÷20 мм. Задача оператора – только подставить под шьющую головку нужное место пояса. Размерные параметры полуавтомата 12008001350 мм, вес 230 кг. 7. Оборудование для выполнения операций IV группы Примерно 6 % всего объёма технологических сборочных операций приходится на обтачивание деталей. Принципиальная схема обработки тут следующая. Выкроенные заготовки складывают друг с другом, уравнивают по контуру и на определённом расстоянии от него прокладывают соединяющую строчку. Сшитый пакет выворачивают, выправляют и утюжат. По лицевой стороне часто прокладывают отделочную строчку. В зависимости от вида материалов и модели изделия внутрь обтачной детали могут входить прокладки из клеевого и неклеевого материала. Прокладки располагают в пакете заготовок обтачного узла так, чтобы они попадали под соединяющую строчку, что не позволяет прокладке смещаться внутри пакета при эксплуатации изделия. Часто обтачивание совмещают с подрезкой края пакета заготовок вдоль линии строчки. Этот приём позволяет обеспечить стабильную ширину шва, что после выворачивания и окончательного прессования положительно сказывается на качестве обтачного узла. Если в обтачном узле детали верха и подкладки выполняются из разных тканей, то, как правило, требуется, чтобы после обтачивания и выворачивания подкладка не выступала за контур детали верха. Это достигается тем, что при стачивании из детали верха вдоль шва создают некоторый избыток ткани (напуск), который после выворачивания образует кант, скрывающий подкладку. Таким способом изготавливают воротники, манжеты, паты, клапаны, погончики. Иногда так обрабатывают борта мужских костюмов. Здесь есть такая особенность: в процессе обработки необходимо обеспечить строгую ориентацию рабочей головки относительно обрабатываемого контура (рис. 28), так как любые отклонения от этого влияют на переплетение ниток в стежках челночной строчки (без узелка или с узелком), на саму возможность образования челночной строчки, на качество работы ножа, на использование многоинструментной обработки, на работу отклонения иглы вдоль строчки. Всё это необходимо учитывать при создании техники для обтачивания деталей, особенно если подача полуфабриката в рабочей зоне осуществляется без сопровождения руками оператора, то есть в автоматическом режиме.
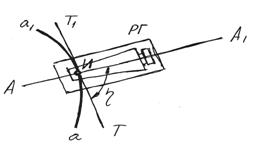
Рис. 28. Схема, поясняющая условие ориентации рабочей головки по отношению к контуру строчки: РГ – рабочая головка; И – игла; аа1 – контур обтачивания; АА1 – ось, связанная с рабочей головкой; ТТ1 – касательная к контуру обтачивания, проведённая в точке обработки;
Для
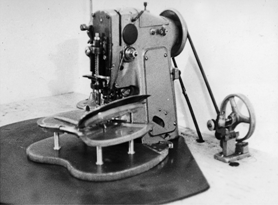
нормальной работы угол Первый шаг на пути к автоматизации прокладывания строчки – устройство на базе универсальной швейной одноигольной с ножом машины, действующее по жёсткому шаблону (рис. 29), «Pfaff» 9083-3/99. Машина оснащена механизмами автоматического останова и обрезки ниток.
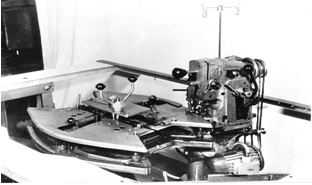
Рис. 29. Полуавтомат для обтачивания мелких деталей В качестве двигателя заготовок здесь используется непрерывно вращающийся зубчатый диск, кинематически связанный с главным валом головки. Диск взаимодействует с зубчатым венцом плоской кассеты. В кассете имеется зона, куда укладываются заготовки: манжеты, клапаны, воротники. Чтобы заготовки не сдвигались, они фиксируются прижимом. При работе головки вращающийся диск перемещает кассету по плоскости стола, и под иглу и нож всё время попадают новые участки заготовки. Таким образом происходит их стачивание и одновременная подрезка припуска. Кассета имеет разделительную пластину. При укладке в кассету заготовок одна размещается под разделительной пластиной, а вторая – сверху. Заготовка, огибающая разделительную пластинку, после стачивания будет образовывать некоторый излишек ткани – напуск. Этот напуск пойдёт на образование канта из верхней детали после вывёртывания на лицевую сторону сшитого пакета. Фирма «Durkopp/Adler» выпускает полуавтомат для той же цели класса 739-23-1. Но он посложнее конструктивно. Выпускает такое же оборудование и «AMF Reece». Стоит отметить, что и в России есть техника подобного назначения – полуавтомат 570 класса, достаточно производительный, весьма простой и надёжный (рис. 30). Широкая его применяемость объясняется следующим. При обтачивании, как и при других сборочных работах, концы строчек принято закреплять обратной строчкой длиною 7÷10 мм или специальной закрепкой. Для выполнения строчки в обратном направлении на полуавтомате его необходимо оснастить следующими техническими средствами: механизмом останова шьющей головки при заданном положении игловодителя, механизмом переключения направления подачи, механизмом обрезки ниток. Всё это несколько усложняет и удорожает конструкцию. Закрепки по назначению можно разделить на два типа: технологические и конструктивные. Конструктивные закрепки предохраняют шов от распускания в период эксплуатации изделия. Закрепки технологические, составляющие около 70 % от общего числа закрепок, необходимы лишь для обеспечения чёткого процесса сборки узла или изделия. На последующих операциях такие строчки обычно закрепляются повторно. Например, закрепление строчки при обтачивании клапана только предохраняет строчку от распускания в процессе выворачивания на лицевую сторону. Однако есть более простые способы временного закрепления строчки. К ним относятся: выполнение цепочки из ниток, продолжающей обтачную строчку, учащение стежков на некотором участке строчки и закрепление посредством перехода строчки с нескольких слоёв пакета на один. Исследованиями, проведёнными в ЦНИИШП, установлено, что, выполнив в конце обтачной строчки вне ткани цепочку из ниток в 10÷16 стежков, удаётся предотвратить шов от распускания при последующих операциях.
Рис. 30. Отечественный полуавтомат для обтачивания Основываясь на этом, создатели полуавтомата 570 класса максимально упростили конструкцию, не включив в неё несколько сложных механизмов. Полуавтомат приобрёл те положительные качества, о которых упоминалось, и получил заслуженное признание у производственников. Процесс обтачивания с одновременной подрезкой края заготовок в этом полуавтомате идёт почти непрерывно: кассета здесь двухпозиционная. Оператор только укладывает заготовки в кассету, а при определённом навыке делает это на ходу. Съём обработанных изделий идёт автоматически, цепочкой. Переход на другой размер или другую форму обтачной детали осуществляется сменой кассет. Операция очень проста и выполняется самим оператором. Подналадки машины не нужно. Оператор осваивает работу на таком оборудовании очень быстро, высокой квалификации не требуется. После обтачивания заготовки вывёртываются, расправляются на металлических шаблонах и приутюживаются. Получившиеся детали (клапаны, манжеты, воротники) имеют очень малые отклонения в размерах друг от друга, что очень важно при проведении последующих сборочных операций, например, притачивание клапана к карману в рамку. Клапан всегда будет чётко соответствовать прорези кармана и вход в карман всегда будет с обеих сторон перекрыт клапаном. Очень удобно поэтому описанное оборудование использовать в комплекте с другими полуавтоматами, например, AРW-195 N (см. разд. 5). При обтачивании деталей под последующее выворачивание их на лицевую сторону нет необходимости строго выполнять строчку в уголках детали. Резкий перелом строчки можно заменить скруглением, так как после выворачивания на детали за счёт толщины материала все равно в этом месте контур пойдёт по некоторой дуге. Иное дело, если на детали прокладывается отделочная строчка. Так, например, на воротнике сорочки перелом строчки должен точно попасть в угол воротника. Фирма Pfaff предлагает машину класса 2481 с системой SENSEWMAT, позволяющей распознавать край детали и автоматически изменять длину последних стежков для точного попадания в угловую точку. Машина применяется для прокладывания отделочных строчек по воротникам, клапанам, карманам. Обтачивание мелких деталей: клапанов, пат, погончиков идёт в кассетах, причём кассета является подвижным элементом относительно стационарно установленной шьющей головки. Но при обтачивании воротников, бортов кассета становится слишком громоздкой. В этом случае схему лучше поменять: кассета с закреплёнными в ней деталями становится неподвижной, а вокруг неё «бегает» швейная головка. На рисунке 31 показан полуавтомат для обтачивания воротников плащей, где реализована эта идея.
Рис. 31. Полуавтомат с подвижной головкой Конструкторская мысль не стоит на месте, идут поиски возможностей соединения заготовок без жёстких устройств, удерживающих полуфабрикат при подаче его под шьющие механизмы. Новая серия фирмы «Juki» АЕС-200 – это машины с автоматическим контролем положения края ткани. Они позволяют стачивать две детали по контуру со срезом любой конфигурации без подправления заготовок руками, без уравнивания краёв, без перехватов. Важной особенностью является то, что кривизна контуров стачиваемых деталей может быть разной, также как и плотность заготовок в паре, например деталь верха изделия и подкладка. У машины (рис. 32) имеются два чувствительных сенсорных датчика для верхнего слоя и для нижнего слоя пакета. Датчики управляют двумя шаговыми двигателями, которые приводят в движение транспортирующие зубчатые ролики, контактирующие с обрабатываемым полуфабрикатом и автоматически обеспечивающие равномерную подачу и прокладывание строчки на заданном расстоянии от края. Роль оператора сводится только к тому, чтобы сложить соединяемую пару заготовок и подложить краешек пакета под лапку. Включается машина автоматически: ещё один датчик реагирует на наличие материала под лапкой. |
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||