|
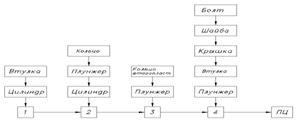
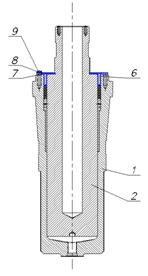
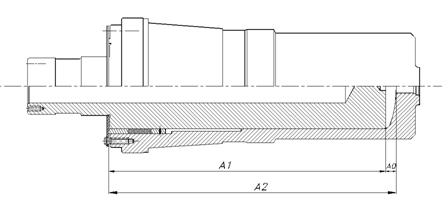
Дипломная работа: Автоматизация процесса поперечной резки электротехнической сталиТехнические требования к цилиндру: не допускается овальность и конусность цилиндрических поверхностей, их относительное смещение должно составлять не более половины допуска на размер; давление, необходимое для перемещения штока в крайнее правое положение равно 0,5МПа; рабочий ход штока: 700±1мм; рабочее давление изменяется ступенчато от 0,8 до 18МПа. 4.2 Анализ размерной цепи гидравлического цилиндра Размерная цепь – замкнутый контур, расположенных друг за другом независимых размеров, участвующих в решении поставленных задач. При проектировании технологических процессов, выборе средств и методов измерения возникает необходимость в проведении размерного анализа, с помощью которого достигается правильное соотношение взаимосвязанных размеров и определяются допустимые ошибки (допуски). На рисунке 15 приведена размерная цепь гидравлического цилиндра.
Рисунок 15 – Размерная цепь гидравлического цилиндра В таблице 1 приведены результаты расчета звеньев размерной цепи гидравлического цилиндра. Проверка правильности назначения номинальных размеров осуществляется по формуле:
где А0 – номинальный размер замыкающего звена, мм;
Аi – номинальный размер составляющих звеньев, мм. Таблица 1 – Результаты расчета размерной цепи гидроцилиндра
Точность замыкающего звена обеспечивается неполной взаимозаменяемостью c корректировкой середины поля допуска 1-го звена на 0.01500мм. Процент риска расчетный 8.3265 %. Расчётное значение допуска замыкающего звена соответствует действительным значениям, следовательно, метод неполной взаимозаменяемости обеспечивает требуемую точность сборки гидроцилиндра. Для расчёта размерной цепи применялась программа RCW2. В этой программе необходимо ввести следующие параметры рассчитываемой размерной цепи: 1. Число звеньев. 2. Номинальные размеры каждого звена и их верхние и нижние предельные отклонения. 3. Задать передаточное отношение каждого звена. 4. Выбрать тип производства. 4.3 Определение типа производства плунжера гидравлического цилиндра Такт выпуска рассчитывается по формуле:
где m = 1 – сменность работы; Wд – годовая программа выпуска деталей; Fд – действительный годовой фонд времени работы оборудования в часах. Рассчитаем годовой фонд рабочего времени.
где В = 104 дня - количество выходных дней; П = 8 дней - количество праздничных дней; С = 8,2 ч - продолжительность смены; Пр = 8 дней - количество предпраздничных дней; с = 1 ч - время укорочения смены в предпраздничные дни; n = 1 - количество рабочих смен в сутки; Пв = 7 % - потери времени на проведение ремонтов, обслуживание, настройку и подналадку оборудования. Рассчитаем годовую программу выпуска плунжера гидравлического цилиндра:
где Wпц = 1000 шт – годовой объем выпуска гидроцилиндров; nд = 1 шт – количество плунжеров, входящих в гидравлический цилиндр; a1 = 10 % - процент деталей, выпускаемых на запасные части; a2 = 10 % - процент деталей, учитывающий выход в брак.
Тогда такт выпуска деталей составит:
Рассчитаем коэффициент серийности по формуле:
где Принимаем в расчетах: t = 6 мин/операция
Условно и очень
приблизительно приняты следующие распределения типов производства в зависимости
от
Следовательно, производство принимаем среднесерийным, т.к. ксер = 16. 4.4 Описание технологического процесса сборки гидравлического цилиндра При проектировании технологического процесса общей и узловой сборки важное место занимает технический контроль качества производимой продукции. Качество обеспечивается предупреждением и своевременным выявлением брака продукции на всех этапах производственного процесса. При сборке гидравлического цилиндра проверяют: - наличие необходимых деталей в собранных соединениях (выполняют осмотром); - правильность положения сопрягаемых деталей (выполняют осмотром); - герметичность соединения и плотность прилегания; - затяжку резьбовых соединений; - размеры, заданные в сборочном чертеже; - внешний вид гидравлического цилиндра (отсутствие повреждений деталей, загрязнений и других дефектов, которые могут возникнуть в процессе сборки). В функцию контроля входит также проверка предписанной последовательности выполнения сборочных переходов. Выберем вид сборки и форму организационного технологического процесса сборки гидравлического цилиндра. Выделяют следующие организационные формы технологического процесса сборки: - Поточная, характерная для сборочных цехов, работающих по крупносерийному и массовому типу производства. Эта сборка обличается высокой степенью непрерывности производственного процесса и широким внедрением автоматизации и механизации. - не поточная, характерная для сборочных цехов единичного и мелкосерийного типа производства. В зависимости от конкретных производственных технологических условий сборка может быть: - стационарной, которая осуществляется без перемещения собираемого изделия, на одном рабочем месте; - подвижной, при которой изделие после окончания одной сборочной операции на одном рабочем месте перемещается на другое рабочее место, где выполняется следующая операция технологического сборочного процесса. В технологической части дипломного проекта рассматривается изготовление мелкой партии гидравлических цилиндров в количестве 1000 штук. Поэтому выбираем не поточный стационарный вид сборки. Для облегчения трудоемкого процесса сборки рабочие места оборудуются универсальными и специальными приспособлениями и инструментами. Составим технологический процесс сборки гидравлического цилиндра. На рисунке 16 приведена структурная схема сборки гидравлического цилиндра.
Рисунок 16 – Структурная схема сборки гидравлического цилиндра Описание технологического процесса сборки гидравлического цилиндра приведено в таблице 2. Таблица 2 - Описание технологического процесса сборки гидравлического цилиндра
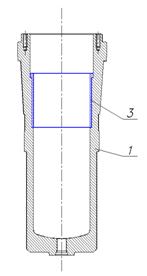
4.5 Технологический процесс изготовления гильзы 4.5.1 Анализ технологичности конструкции детали Технологичность – соответствие требованиям экономичной технологии изготовления. Технологичной называется такая конструкция изделия, которая обеспечивает заданное эксплуатационное качество и позволяет изготавливать ее с наименьшими затратами труда и материалов. Гильза предназначена, как правило, для установки в него шпинделя. Поскольку наружная поверхность выполнена гладкой с проточками, то гильза является неперемещаемой в узле. Габаритные размеры детали: наружный диаметр 180 мм, внутренний диаметр 160мм, длина 410 мм. Масса детали составляет 1 килограмм. На наружной поверхности гильзы имеются проточки шириной 4, 6, 15 мм. И наружная, и внутренняя поверхности гильзы имеют фаски. Выбор способа получения заготовки установлен конструктором. В качестве заготовки используется горячекатаный бесшовный трубный прокат с наружным диаметром D=194мм и внутренним диаметром d=154мм (ГОСТ 8732-78). Заготовку изготавливают путем отрезки на ленточно-отрезном станке от проката. Точность горячекатаного проката ориентировочно соответствует 12-14 квалитету. 4.5.2 Выбор вида и метода получения заготовки. Определение припусков на обработку и размеров заготовки Припуском называют слой материала, который снимают с заготовки для получения готовой детали. Назначение рациональных припусков имеет важное технико-экономическое значение. Завышенный припуск при обработке резанием приводит к росту числа проходов и толщины снимаемой стружки, что соответственно вызывает увеличение усилий резания, увеличивает возможность возникновения значительных деформаций деталей процессе обработки и уменьшает точность их изготовления, повышает износ инструмента и перерасход электроэнергии. Заниженный припуск не позволяет удалять дефектный слой материала и получать требуемую точность и шероховатость обрабатываемых поверхностей. Важно не только правильно выбрать припуск, но и добиться постоянства его размеров. При определении припуска необходимо учитывать конфигурацию и размеры заготовки, назначенные методы обработки, характеристику выбранного оборудования и его фактическое состояние. Допускаемые отклонения величины припуска на обработку партии деталей определяются допуском на припуск, который представляет собой разность между наибольшим и наименьшим припуском. Слишком малые допуски усложняют обработку, слишком большие допуски увеличивают припуск на последующие операции. Допуск на общий припуск является одновременно и допуском на заготовку. Произведём расчёт для поверхности Æ180h6. Результаты вычислений приведем в виде таблицы (приложение А). Значения Rz и Т определяем по т. 4.3-4.6 [3]. Расчётный минимальный припуск на обработку:
Далее для конечного перехода в графу “Расчётный размер” записываем наименьший предельный размер детали по чертежу. Для перехода, предшествующего конечному, определяем расчётный размер прибавлением к наименьшему предельному размеру по чертежу расчётного припуска:
Записываем наименьшие предельные размеры по всем технологическим переходам, округляя их до того знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Определяем наибольшие предельные размеры прибавлением допуска к округлённому наименьшему предельному размеру:
Записываем предельные
значения припусков
Расчет по указанным формулам сведен в таблицу 5. Определяем общие припуски, суммируя промежуточные припуски на обработку:
Рассчитываем общий номинальный припуск:
где Нз – нижнее отклонение размера заготовки. Из т.3, стр. 120 [1] Нз=0,4мм. Нд – нижнее отклонение размера диаметра. По чертежу Нд=0,025 мм.
Рассчитываем номинальный диаметр заготовки:
Произведём проверку правильности выполнения расчётов: Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 ,
,