|
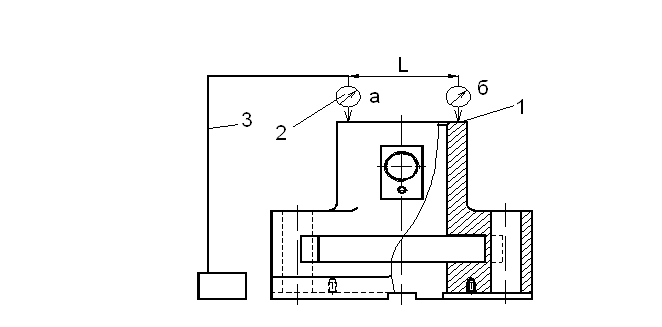
Курсовая работа: Анализ технических условий на домкрат 7035-41414.2 ВЫБОР ЗАГОТОВКИ И МЕТОДА ЕЁ ИЗГОТОВЛЕНИЯ Правильный выбор метода получения заготовки оказывает непосредственное влияние на возможность рационального технологического процесса изготовления детали. На основании чертежа стойки, результатов анализа его служебного назначения, технических требований, программы выпуска и типа производства, определяем способ получения заготовки. Для этого при помощи пакета программ SAPR был проведен сравнительный анализ наиболее приемлемого способа получения заготовки (см. приложение 2) и выбран наиболее выгодный для среднесерийного производства способ получения заготовки – литьём в песчанные формы. (Эскиз отливки см. приложение 5) 4.3 ОТРАБОТКА КОНСТРУКЦИИ КОРПУСА НА ТЕХНОЛОГИЧНОСТЬ Анализируя чертеж корпуса, можно сделать вывод, что он имеет недостаток: наличие 5 резьбовых отверстий различного диаметра, что ведёт к более частой смене РИ и соответственно к увеличению трудоёмкости изготовления. Приняв все отверстия одинакового размера М5, мы уменьшим трудоёмкость и соответственно себестоимость изготовления. 4.4 АНАЛИЗ И РАЗРАБОТКА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ К СТОЙКЕ Для выполнения служебного назначения к корпусу 7035-4141/003 предъявляют следующие технические требования. Требование 1 Отклонение от параллельности плоскости верхнего торца корпуса относительно нижней плоскости должно быть не более 0,05 мм на длине 300 мм. Невыполнение данного требования приведет к неправильному сопряжению корпуса и державки. Схема контроля показана на рис.7.
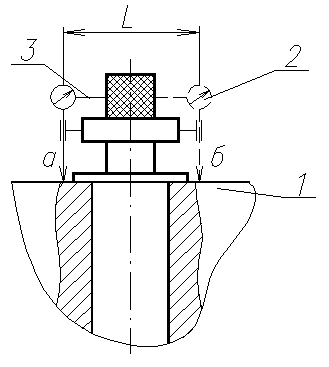
Индикатор 2 (1ИГП, ГОСТ 6933-81, цена деления 0,005 мм) укрепляют на оправке 3, смонтированной так, чтобы его измерительный наконечник касался контролируемой поверхности корпуса 1. Отклонение определяется алгебраической разностью показаний индикатора 2 в точках А и Б. Требование 2 Отклонение от перпендикулярности оси отверстия Ø52+0,06 корпуса относительно торцовой поверхности должно быть не более 0,05 мм на длине 300 мм. Невыполнение данного требования приведет к неправильному сопряжению корпуса и державки. Схема контроля показана на рис.8.
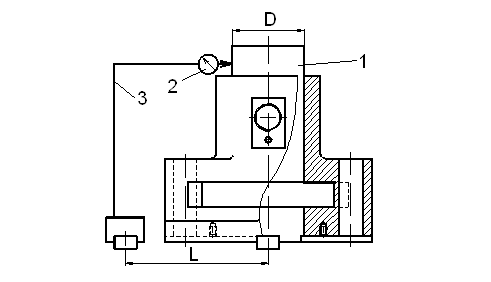
Рис.8. Схема контроля перпендикулярности оси отверстия корпуса относительно торцовой поверхности Индикатор 2 (1 ИГП, ГОСТ 6933-81, цена деления 0,005 мм) укрепляют на муфте 3 так, чтобы его измерительный наконечник касался верхней плоскости корпуса 1. Вращая муфту, замеряют отклонения стрелки индикатора. Отклонение от перпендикулярности находят как разность между наибольшим и наименьшим показаниями индикатора в точках а и б (рис.9). Требование 3 Несоосность оси отверстия Ø52+0,06 и оси паза должна быть не более 0,04 мм. Невыполнение данного требования приведёт к неправильному расположению державки относительно установочной поверхности и, следовательно к неправильной траектории поднимаемого груза. Схема контроля показана на рис. 9.
Рис. 9. Схема контроля несоосности оси отверстия Ø52+0,06 и оси паза. Индикатор 2 (1 ИГП, ГОСТ 6933-81, цена деления 0,005 мм) укрепляют на муфте 3 так, чтобы его измерительный наконечник касался образующей оправки 1. Вращая оправку, замеряют отклонения стрелки индикатора. Зная расстояние L и диаметр оправки D можно найти несоосность. 4.5. МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ Выбор методов обработки поверхностей, в зависимости от применяемого технологического оборудования, представлен в табл.3: Таблица 3 Методы обработки поверхностей заготовки
4.6 РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ КОРПУСА Варианты маршрутного технологического процесса изготовления корпуса представлены в табл.4 и на первом листе графической части. Таблица 4 Маршрутно-операционные технологические процессы изготовления корпуса
Оба варианта технологического процесса обеспечивают требуемую точность по выдерживаемым размерам (см. первый лист графической части). Второй вариант технологического процесса имеет меньшие суммарные погрешности по большинству размеров, поэтому для реализации принимаем второй вариант ТП. |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||