|
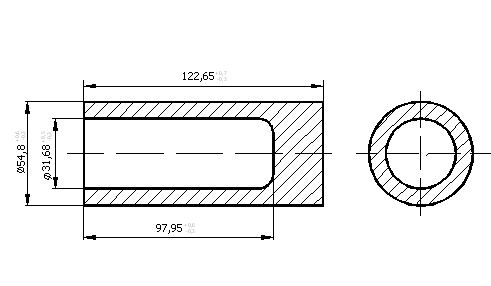
Курсовая работа: Анализ технических условий на домкрат 7035-41415.1 СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ВТУЛКИ Втулка является составной частью домкрата. Изготовлена из стали 40Х и служит для взаимной ориентации державки 7035-4141/002 и корпуса 7035-4141/003,а также выполняет роль базирующего элемента для державки. Кроме того на ней предусмотрена резьба М52-1,5, посредством которой осуществляется перемещение державки и груза в осевом направлении и паз на цилиндрической поверхности, который даёт возможность фиксации от перемещения державки с грузом в осевом направлении с помощью винта. 5.2 ВЫБОР ЗАГОТОВКИ И МЕТОДА ЕЁ ПОЛУЧЕНИЯ Марка материала, из которой будет изготавливаться втулка - Сталь 40Х. Правильный выбор метода получения заготовки и разработка ее чертежа оказывает непосредственное влияние на возможность рационального построения технологического процесса изготовления детали. Окончательное решение по выбору метода получения заготовки выносится на основе сравнения приведенных затрат на изготовления втулки по формуле: W=Cчер- Cотх +Cсеб , где Cчер - стоимость черновой обработки, Cотх - стоимость отходов, Cсеб - себестоимость получения заготовки. Расчет себестоимости различных способов получения заготовки произведен с помощью ЭВМ (приложение 1). Горячая объемная штамповка на молотах и прессах: W1=1.48 - 0,013 + 0,94 = 2,407 руб. Ковка: W1=1.97 - 0,035 + 1.31 = 3.245 руб. Прокат (круг, квадрат): W1=3.70 - 0.078 + 0.76 = 4.382 руб. Холодное объемное деформирование: W1=1.57 - 0.003 + 1.07 = 2.637 руб. Штамповка на горизонтально-ковочных машинах: W1=1.39 - 0.009 + 0.89 = 2.271 руб. Анализируя данные технико-экономического расчета можно сделать вывод, что для условий массового производства и годовой программы выпуска валов 130000 шт. целесообразно получать заготовку для изготовления втулки 7035-4141/006 горячей объёмной штамповкой. Эскиз заготовки изображен на рисунке 10.
Рис. 10. Эскиз заготовки втулки 5.3 ОТРАБОТКА КОНСТРУКЦИИ ВТУЛКИ НА ТЕХНОЛОГИЧНОСТЬ Отработка конструкции детали на технологичность преследует цель сокращения затрат времени и средств на технологическую подготовку производства и процесса его изготовления. У втулки наружная
цилиндрическая поверхность и отверстие Ø35 имеют фаски 5.4 АНАЛИЗ И РАЗРАБОТКА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ КО ВТУЛКЕ Техническое требование 1 Диаметр отверстия для установки державки должен быть
равен Ø С учётом типа производства для контроля данного технического требования выбираем пробку. Втулка во время контроля находится в руках контролёра. Невыполнение данного требования может привести к появлению натяга в сопряжении втулки и державки, а следовательно к невозможности сборки изделия. Техническое требование 2 Диаметр наружной цилиндрической поверхности втулки
должен быть равен Ø С учётом типа производства для контроля данного технического требования выбираем скобу. Втулка во время контроля находится в руках контролёра. Невыполнение данного требования может привести к появлению натяга в сопряжении втулки и корпуса, а следовательно к невозможности сборки изделия. 5.5 ВЫБОР МЕТОДОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ В зависимости от требований, предъявляемых к точности размеров, формы, относительного расположения и шероховатости поверхностей вала с учетом ее размеров, конструкции, ориентируясь на таблицы средней экономической точности различных методов обработки [7, с.178-184], а также оправданностью данных методов в условиях массового производства предлагаем следующие методы обработки поверхностей, представленные в таблице 1. Выбор методов обработки поверхностей
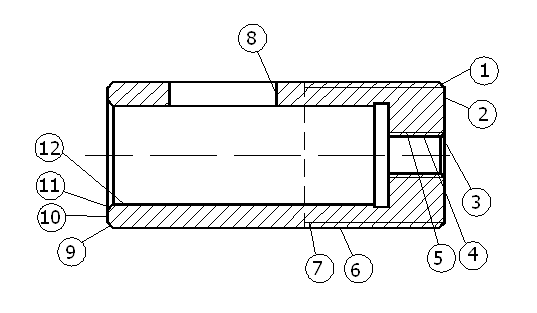
5.6 РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВТУЛКИ Маршрутный технологический процесс изготовления втулки 7035-4141/006 рассмотрен в таблице 8 пояснительной записки. Эскиз втулки показан на рисунке 11.
Рис. 11. Эскиз втулки Таблица 8 Технологический процесс обработки заготовки втулки
5.7 РАЗРАБОТКА МАРШРУТНО-ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВТУЛКИ 5.7.1 ВЫБОР ОБОРУДОВАНИЯ ДЛЯ ОБРАБОТКИ ВТУЛКИ Для обработки втулки выбираем станки автоматы и агрегатные станки, так как они удовлетворят условиям массового производства: сокращается количество оборудования и вспомогательное время. Для ещё большего сокращения вспомогательного времени в условиях массового производства применяется вспомогательное оборудование: автооператоры и промышленные роботы. Марки станков (см. табл. 9). 5.7.2 ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ВТУЛКИ Выбор режущего инструмента производим, руководствуясь таблицей 8 методы обработки поверхностей заготовки. В соответствии с этой таблицей выбираем для фрезерной обработки фрезу: концевую; для сверлильной свёрла: центровочные и свёрла для станков с ЧПУ и автоматических линий; для растачивания и точения резцы: проходные, расточные, подрезные; для шлифования круги шлифовальные: прямоугольного профиля; для нарезания резьбы: метчики машинные. По конструкции резцы: сборные с пластинами из твёрдого сплава; свёрла, метчики, фреза: цельные из быстрорежущей стали (см. приложение 8). 5.7.3 РАЗМЕРНЫЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВТУЛКИ Размерный анализ является одним из важнейших этапов проектирования технологического процесса обработки заготовок. Размерный анализ проектируемого технологического процесса позволяет решать следующие задачи: 1. Обоснованно назначить операционные размеры и технические требования для всех операций (переходов); 2. Определить минимально необходимые операционные и промежуточные припуски для каждой операции механической обработки; 3. Назначить такие размеры исходной заготовки, при которых обеспечивается съем минимальных общих припусков на обработку и, следовательно, максимальный коэффициент использования металла. 4. Установить наиболее предпочтительную структуру технологического процесса. В технологических процессах механической размерной обработки заготовок между переходами и операциями возникают размерные связи, которые представляют в форме технологических размерных цепей. Размерный анализ представляет собой фактически расчет системы связанных между собой технологических размерных цепей. В ходе размерного анализа выявляют операционные размерные цепи, которые можно изобразить отдельно друг от друга, а также записать в виде уравнений. Общее число уравнений равно числу замыкающих звеньев на размерной схеме технологического процесса. Уравнения операционных размерных цепей удобнее всего записывать с помощью цифровых кодов. К началу расчетов должны быть известны все уточненные исходные данные. Для вновь проектируемого технологического процесса это сведения: - о величинах предельных отклонений размеров исходной заготовки, величинах операционных допусков (погрешности технологической системы) на все операционные размеры (см. [3]); - о минимальных величинах припусков на все переходы механической обработки; В данной курсовой работе составление технологических размерных цепей и решение соответствующей им системы линейных уравнений производился при помощи ПЭВМ с использованием прикладной программы «Ракурс». Размерный анализ технологического процесса представлен на четвёртом листе графической части курсового проекта. Расчет размерного анализа произведен на ЭВМ и представлен в приложении 8. Таблица 9 Припуски на обработку
5.7.4 ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||