|
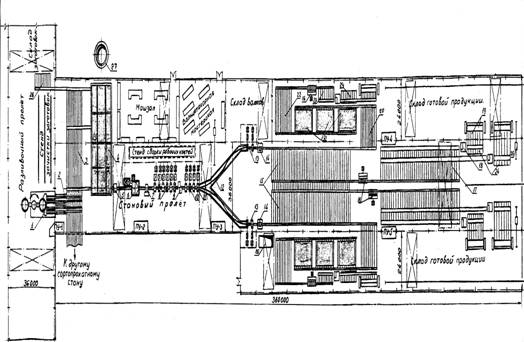
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сортаКурсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сортаМинистерство образования и науки Украины Приазовский государственный технический университет Кафедра обработки металлов давлением Курсовой проект по дисциплине «Технология процессов прокатки и волочения» на тему: «Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта» Выполнил: студент гр. З-03-МО Ганжа Т.В. Руководитель проекта, доц., канд. техн. наук Человань М.И. г. Мариуполь, 2008г. Содержание Введение 1. Выбор и описание оборудования проектируемого литейно – прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта и его технико-экономическое обоснование 2. Выбор прокатываемого сортамента, марок сталей, исходных заготовок с указанием ГОСТов и ТУ 3. Описание технологического процесса в проектируемом литейно прокатном модуле (цехе) 4. Баланс металла 5. Калибровка валков для прокатки круглой высокопрочной легированной стали диаметром 18,0мм высокой точности 6. Выбор и расчет скоростного режима прокатки по клетям (проходам) и разливки на МНЛЗ 7. Определение времени, ритма прокатки и расчет производительности стана по расчетному профилю 8. Определение энергосиловых параметров и фактической мощности, приходящейся на главные приводы стана при производстве расчетного профиля Введение Производство сортового проката из непрерывно-литых заготовок, по сравнению с катаными, обеспечивает: экономию металла, сокращение численности работающих, снижение сроков окупаемости при сооружении новых предприятий и снижение энергозатрат. При этом производстве появляется возможность более в полной мере использовать приемы механизации и автоматизации[1]. Организация горячего посада и низкотемпературного нагрева за счет осуществления высокоинтенсивной деформации на специальных станах, значительно решают проблему снижения энергозатрат при производстве готового проката в литейно-прокатных комплексах (модулях) «МНЛЗ - прокатный стан с высокой степенью деформации Такие специальные станы, называемые, в общем, установками для деформации с большими обжатиями, как показало современное развитие прокатного производства за последние 20-30 лет, могут быть существенным дополнением к обычным прокатным станам. Классификация способов деформации с большими обжатиями в настоящее время включает 3 группы систем: прокатную, ковочную и ковочно-прокатную. В большей степени сейчас применяются подходы прокатной системы. Так, в прокатную систему входят: планетарные станы Сендзимира, Платцера и Лауэнера; универсальный планетарный стан ВНИИМетмаша; планетарный косовалковый стан типа PSW фирмы Шлоеманзимаг; стан возвратно-поступательного действия Круппа-Платцера; маятниковые станы Краузе и фирмы Демаг; эксцентриковый стан фирмы Шлоеман; циклоидальный стан фирмы Фрелинг; - в ковочную систему входят: колебательно-ковочный агрегат фирмы Кокс; установка продольной ковки фирмы ГФМ; пресс продольной ковки фирмы Зак; ковочная машина фирмы ГФМ; - в ковочно-прокатную систему входит сомещенный агрегат для ковки и прокатки фирмы ГФМ. Во всех этих системах обеспечивается степень деформации до 90% и более, проходящая с большой интенсивностью и выделением тепла [2]. В последнее время в мировой практике все в большей степени начинает использоваться, из станов и установок указанных выше систем для производства черновой заготовки для сорта и труб, планетарный косовалковый стан PSW, который отлично согласуется с работой МНЛЗ и может использоваться в дальнейшем технологическом процессе с прокаткой-разделением. Итак, все изложенное свидетельствует о современности и актуальности проекта. 1. Выбор и описание оборудования проектируемого литейно–прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта и его технико–экономическое обоснование Проектируемый литейно–прокатный модуль включает: МНЛЗ; нагревательную печь; планетарный косовалковый стан РSW с большим суммарным обжатием, черновую и промежуточную группу клетей, разделительную клеть, две группы чистовых клетей, два проволочных блока; оборудование для порезки, смотки, охлаждения и правки; оборудование, связанное с термической обработкой легированных сталей, и оборудование для штабелирования и упаковки. В составе литейно–прокатного модуля находятся: машзал с различным пуско-регулирующим электрооборудованием; вальцетокарная мастерская с набором токарных и других металлорежущих станков и электромостовые краны различного назначения и грузоподъемности. Схема расположения оборудования проектируемого литейно – прокатного модуля представлена на рис. 1. Как видно из схемы рис.1,
оборудование размещается в 4-х пролетах: разливочном, становом (где происходит
прокатка и охлаждение) и в двух пролетах термической обработки, штабелирования,
упаковки и складирования готовой продукции (в одном из них размещены машзал и
вальцетокарная мастерская). Общая длина модуля составляет около 400 м и имеет
площадь около 35 000 Состав, спецификация и краткая техническая характеристика оборудования, указанных на схеме основных узлов представляется следующим образом: МНЛЗ (машина непрерывного
литья заготовок) четырехручьевая, производительностью 1 млн т в год. Сечение
отливаемых заготовок: квадратных (120 - расстояние между ручьями – 1200 мм; - радиус базовой стенки кристаллизатора – 8м;
Рис.1. Литейно-прокатный модуль с косовалковым планетарным станом PSW для производства легированного мелкого сорта (схема расположения оборудования). 1 – четырехручьевая МНЛЗ; 2 – огневые резаки; 3 – передаточно-загрузочный шлеппер; 4 – нагревательная печь с шагающими балками; 5 – устройство для гидросбива окалины; 6 – обжимная планетарная клеть типа PSW; 7 – летучие ножницы для обрезки концов; 8 – черновая группа клетей 420; 9 – аварийные летучие ножницы; 10 – промежуточная группа клетей 330; 11 – разделительная клеть; 12 – разделительный желоб; 13 – чистовая группа клетей 250; 14 – летучие ножницы; 15 – холодильник; 16 – роликоправильные машины; 17 – передаточно-сортировочные стеллажи; 18 – ножницы холодной резки готовой продукции; 19 – штабелеукладчик с упаковочным устройством; 20 – шлеппер и стеллаж предварительного охлаждения легированных сталей; 21 – термостатные агрегаты замедленного охлаждения легированных сталей; 22 – передаточный шлеппер со стеллажами окончательного охлаждения; 23 – сортировочный стеллаж; 24 – стеллажи с карманами отбракованной продукции; 25 – передаточная тележка; 26 – яма для окалины; 27 – дымовая труба; 28 – уборочно-загрузочная решетка.
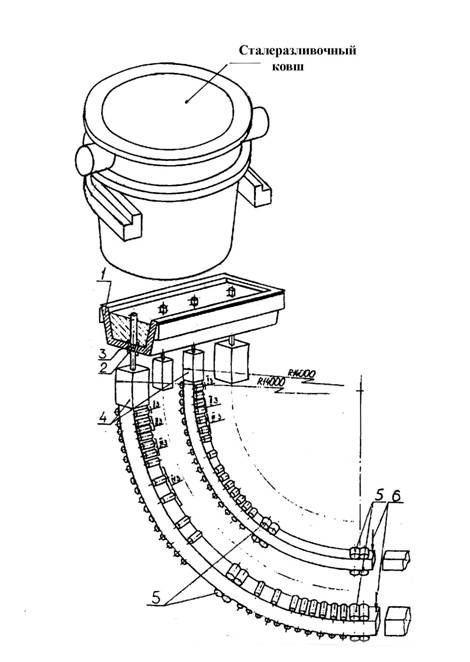
Рис.2. Технологическая схема комбинированного литья заготовок различного поперечного сечения на МНЛЗ. 1 – промежуточный ковш; 2 – стакан-дозатор; 3 – выступ вокруг стопора-моноблока; 4 – радиальные кристаллизаторы с большим и малым поперечными сечениями; 5 – тянущие клети; 6 – подвижные установки газовых резаков. - число точек разгиба – 2 шт; - радиус разгиба - 15м; - масса жидкого металла в сталеразливочном ковше – 120т; - масса жидкого металла в промковше – 25т; - уровень металла в промковше - 800мм; - скорость разливки – 2,5 – 5,9 м/мин; - тип затравки - «жесткая»; - длина гильзы кристаллизатора: при отливке квадратных заготовок – 1100мм, при отливке круглых заготовок – 800мм; - вторичное охлаждение: тип - воздушное, число зон – 3 шт; - вид режущего устройства – кислородно – газовое; - количество плавок в серии – до 15шт. Для улучшения качества поверхности и снижения внутренней неоднородности слитка в МНЛЗ предусмотрено электромагнитное перемешивание металла в кристаллизаторе. Параметры качания в кристаллизаторе выбираются в зависимости от скорости разливки: амплитуда колебания до 16мм, частота до 400 кач/мин, - все это позволяет исключить зависание образовавшейся корочки металла. Скорость движения охлаждающей в кристаллизаторе 12 – 15 м/с при максимальном давлении 8 бар [3]. Тип промежуточного ковша «дельта». Тележка промежуточного ковша оборудована системой взвешивания, которая обеспечивает стабильность уровня стали в ковше. Регулирование расхода металла на ручей осуществляется за счет стаканов – дозаторов. Зона вторичного охлаждения состоит из 3-х независимых участков общей длиной 6,5м. Тем самым вторичное охлаждение подразделяется на участки для оптимизации затвердевания с целью ограничения температуры вторичного разогрева поверхности заготовки и уменьшения термических напряжений для исключения возможности образования внутренних напряжений в заготовке при выпрямлении, тянуще – правильный агрегат спроектирован с большим радиусом и двумя точками правки. Маркировочная машина МНЛЗ автоматически выполняет маркировку заготовок в соответствии с номером плавки, номером ручья и номером заготовки на ручье. МНЛЗ оборудована современной системой автоматики, которая управляет всем процессом разливки от начала и до конца серии. Устройство для огневой резки непрерывно литых заготовок. В настоящее время являются наиболее простыми способами для получения мерных сортовых заготовок. Эти устройства представляют собой передвижные машины с газокислородными резинами, которые в момент реза двигаются вместе с машиной на которой они установлены со скоростью движения заготовки и после порезки возвращаются в исходное положение. Передаточно – загрузочный шлеппер . Предназначен для разгрузки ручьев МНЛЗ от порезанных заготовок и подачи их для посадки в нагревательную печь для дополнительного нагрева. С помощью специального бокового сталкивателя, заготовки попадают на этот шлеппер – стеллаж по которому перемещаются с помощью специального «шагающее - блочного» механизма. Ширина посадочно – загрузочного шлеппера позволяет перемещать заготовку длиной до 12м. Нагревательная печь с «шагающими балками» предназначена в основном для дополнительного нагрева горячих непрерывно – литых заготовок, а также для нагрева холодных заготовок в процессе аварийных или плановых остановок МНЛЗ. Печь имеет две системы шагающих балок, рассчитанных на горячий и холодный всад, обеспечивает двухсторонний обогрев поступающих заготовок с помощью газовых горелок, использующих природный газ. Печь позволяет нагревать заготовки длиной до 12м. Длина печи составляет 32м, производительность до 120 т/час. Устройство для гидросбива
окалины камерного типа, обеспечивает подачу воды к поверхности нагретой
заготовки с окалиной под давлением 16,7 МПа. Минимальное расстояние от сопла до
поверхности заготовки составляет 200мм. Устройство имеет одно разбрызгивающее
кольцо, на котором размещены восемь сопел с наконечниками из твердых сплавов.
Расход воды в каждом сопле 8 литр/с, суммарный расход воды Обжимная планетарная
косовалковая клеть типа РSW-200
, принципиальная схема которой представлена на рис. 3, состоит из стационарного
редуктора и ротора с тремя расположенными под углом 120 Согласно схемам
конструкции стана (клети), представленных на рис. 3б и в, главный привод через
ступень с цилиндрическими шестернями приводит в движение мотор. При этом
установленные под углом 120 Таким образом, главный привод вызывает вращение ротора вокруг солнечной шестерни и тем самым одновременное вращение трех валков вокруг собственных осей. Вращение солнечной шестерни осуществляется непосредственно от компенсационного (суперпозиционного, планетарного) привода через ступени с коническими и цилиндрическими шестернями. При помощи регулируемого компенсационного привода производится коррекция общего передаточного числа клети, посредством чего предотвращается закручивание прокатываемого материала на выходной стороне. Благодаря этому такую конструкцию косовалковой – планетарной клети можно использовать также в процессах непрерывной прокатки. Оба конца ротора укреплены в подшипниках качения. Такая конструкция опор позволяет учитывать максимальную массу ротора. Планетарная клеть оснащена центральным механизмом установки валков. Для осуществления установки ротор останавливается. Одновременно через кольцевую гидролинию приводятся в действие управляемые цепные муфты, которые соединяют установочные втулки с коническими шестернями. Установка валков производится при уменьшенных крутящем моменте и частоте вращения при помощи компенсационного привода. Соответствующее положение валков фиксируется импульсным датчиком на электродвигателе компенсационного привода и демонстрируется на пульте управления в форме цифровой индикации [4]. Представленная на рис.3б конструкция планетарной косовалковой клети, имеет усовершенствованный корпус валковой головки с эксцентриковым механизмом настройки валков, который обеспечивает поворот относительной оси не совпадающей с осью промежуточного колеса и совершает сложное движение, определяемое кинематикой его приводного механизма. Поворот корпусов осуществляется от приводного эксцентрированного механизма относительно подвижной оси в пазах опорного кольца и корпуса валковой головки для сохранения сцепления зубчатых колес. Благодаря выбору определенного соотношения звеньев механизма настройки даже при значительном изменении величины раствора валков не происходит недопустимого бокового отклонения их относительно оси прокатки [5]. В проекте предусматривается установка косовалковой планетарной клети с приводом параллельным от прокатки и с эксцентрированным механизмом настройки валков. Общий вид такого планетарного косовалкового стана (клети) типа РSW в действии представлен на рис. 4. Планетарная косовалковая клеть оборудуется в значительной степени автоматизированным устройством для передачи валков. Охлаждение клети осуществляется при помощи установленной по центру охлаждающей трубки двойными стежками по замкнутому циркуляционному контуру. Клеть подсоединена к централизованной циркуляционной системе жидкой смазки. Наружные подшипники и лабиринтные уплотнения смазываются консистентной смазкой. Размеры прокатываемой круглой заготовки диаметром 180-22мм позволяют выбрать планетарную косовалковую клеть типа РSW-200. Техническая характеристика такой клети может быть следующей: - диаметр исходной заготовки, мм ………………………….. 180-220; - диаметр проката, выходящий из планетарной клети, мм …. .......70-90; - скорость прокатки, м/с ………………………………...0,5-0,6; - коэффициент вытяжки …………………………………………..5,9-6,6; - установленная мощность, кВт: главного привода
……………………………………………...…2 компенсационного привода ………………………………………..1000; - частота вращения двигателей приводов, об/мин ……………….0-600; - частота вращения ротора планетарной клети, об/мин …………..0-170; - подача при диаметре проката 80 мм за один оборот ротора, мм до 200; - материал …………………………………….углеродистые (С до 0,8 %), легированные; - температура прокатки, - производительность централизованной системы смазки, л/мин … 500. Летучие ножницы для
обрезки концов, а также порезки раската при аварии и, при необходимости на
длины, кратные ширине холодильника после прокатки. Эти ножницы устанавливаются
после обжимной планетарной косовалковой клети и перед черновой группой клетей
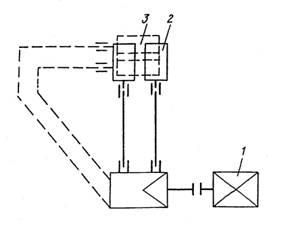
420. Максимальное сечение разрезаемых полос - 8100 Задают раскат в ножницы следящими роликами, которые служат и для определения мгновенной скорости движения раската с целью синхронизации скоростей при резке. Черновая группа клетей 420 состоит из 6-ти двухвалковых рабочих клетей, имеющих номинальный диаметр валков 420 мм и длину бочки 700мм. Все клети комбинированного типа, характерной особенностью которых является то, что в зависимости от прокатываемого профиля рабочие валки при одном общей приводе (рис.5) могут быть расположены вертикально или горизонтально. Рис. 5. Схема привода комбинированной рабочей клети (сплошные линии привод вертикальных валков; штриховые – горизонтальных). 1 - электродвигатель; 2 - вертикальный валок; 3 - горизонтальный валок. Кассета с горизонтальными
валками устанавливается на раме и фиксируется на ней в определенном положении
гидрозажимами. При переходе на прокатку в вертикальных валках горизонтальные
валки отсоединяются от горизонтальных шпинделей, кассета поворачивается на 90 Кассета унифицирована для горизонтального и вертикального расположения валков. Соединение валков со шпинделями осуществляется автоматически. Конструкция самой кассеты выполнена бесстанинной, предварительно напряженного типа, что при сравнении с клетью обычной конструкции и при меньшей массе отличается более высокой жесткостью (в 2,5 - 4 раза) и позволяет осуществлять высокоточную прокатку [6]. Мощность привода каждой клети черновой группы осуществляется от однотипных двигателей мощностью 600 кВт и максимальной угловой скоростью 275 об/мин. Аварийные летучие ножницы
ротационного типа устанавливаются между черновой и промежуточной группами
клетей и служат для аварийной порезки раската, а также для обрезки переднего
конца с целью обеспечения надежного захвата металла валками после прохождения
раската черновую группу клетей. Максимально разрезаемые сечения раската 1600 Промежуточная группа клетей 330 состоит из 4-х клетей, из которых три двухвалковые предварительно – напряженные и одна универсальная, где прокатка ведется в 4-х валках. Первая клеть с вертикальными валками, а вторая и четвертая с горизонтальными валками. Последняя (четвертая) клеть одновременно является и разделительной, где производится прокатка – разделение. Разделительный желоб предназначен для направления, разделенного на две части проката, в чистовые группы клетей. Имеет заостренный разделитель и проводковую удерживающую арматуру. Чистовые группы клетей 250 (обе) состоят из двух предварительно – напряженных клетей, схема которых представлена на рис.6. Первая из них с вертикальным расположением валков, вторая – с горизонтально расположенными валками. Обе клети двухвалковые. Мощность привода каждой клети составляет 400 кВт при числе оборотов 160 – 1200 об/мин. В одной из групп возможно увеличение рабочих клетей до 5. Летучие ножницы
ротационного типа расположены за чистовыми группами клетей и устройствами
последеформационного охлаждения проката, поступающего на холодильник.
Максимально – разрезаемая площадь 650
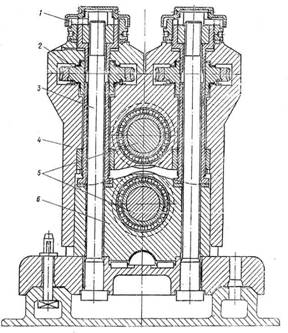
Рис.6. Предварительно напряженная рабочая двухвалковая клеть 330 (конструкции ВНИИ метмаша). 1 – стяжная гайка; 2 – нажимной механизм; 3 – стяжной болт; 4 – верхняя подушка; 5 – валки; 6 – нижняя подушка. Рабочие валки стана изготавливают из стали и чугуна. Так, грибовидные валки косовалковой планетарной клети изготавливаются из легированной высокопрочной стали 9хф2, рабочие валки черновой и промежуточной группы клетей изготавливают из чугуна ИСО сфероидизированным графитом. Валки чистовой группы клетей из отбеленного чугуна СП-62. Все валки стана укомплектованы подшипниками качения. На стане применяют привалковую арматуру качения и скольжения. Перевалка валков черновой группы клетей осуществляется кассетами с помощью специального перевалочного устройства, а валки промежуточной и чистовой групп клетей осуществляется путем замены клетей с последующей заменой валков на монтажном стенде. Холодильник для
охлаждения углеродистых и низколегированных сталей имеет длину 60 м и состоит
из двух частей, принимающих порезанные полосы от каждой чистовой группы клетей.
Конструкция холодильника – реечного типа. На холодильнике прокат остывает,
перемещается в поперечном направлении, укладывается на цепное перекладывающее
устройство длиной 60 м. С перекладывающего устройства по отводящему рольгангу
холодильника со скоростью до 5 м/с транспортируется к правильной машине. Для
ускоренного охлаждения проката под решетками холодильника на выходной его
стороне, установлены осевые вентиляторы, сориентированные так, что их воздушный
поток направлен наклонно вверх против направления перемещения проката.
Производительность каждого вентилятора – 26000 Роликоправильные машины,
которых предусмотрено 4, имеют по 9 роликов диаметров по 250мм и предназначены
для выборочной правки сортового проката. Скорость правки около 5 м/с,
заправочная скорость 1 м/с, длина правильного ролика 760мм, шаг правильных
роликов 250мм, максимальный момент правки 6кН |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||