|
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сортаПередаточно – сортировочные стеллажи выполняют роль окончательного охлаждения полос, на них производится отсортировка и сборка продукции в пачки для порезки на ножницах холодной резки. Длина передаточно – сортировочного стеллажа 60м. Ножницы холодной резки
предназначены для обрезки передних концов и последующего деления пакета на
мерные длины, используя подвижной упор. Одновременно может разрезаться до
прутков диаметром до 25мм с Штабелер – укладчик с упаковочным устройством. Перекладывающее устройство штабелера цепного типа направляет прутки к пакетирующему устройству и оттуда попадают на сборники пакетов, где необходимое для пакета число прутков (при максимальном диаметре пакета 500мм и массе 10т) взвешивается и передается к установочному устройству, где пакет уплотняется с последующей обвязкой вязальными машинами (диаметр пакета от 250 до 500мм). После навешивания бирки готовые пакеты электромостовым краном укладываются в штабели или непосредственно в железнодорожные вагоны или автомашины. Устройство ускоренного и регулируемого охлаждения. Прокат круглого сечения из специальных и легированных сталей и профили для армирования железобетонных конструкций после порезки на летучих ножницах транспортируются при помощи трайб – аппаратов через установку ускоренного регулированного охлаждения, которое обеспечивает термическое упрочнение, снижение вторичного окалинообразования и повышения механических свойств. Участок охлаждения длиной
80м включает 13 секций охлаждения. Диаметры охлаждающих труб 25-40мм.
Максимальный расход воды 100 Устройство термообработки
профилей с прокатного нагрева. Некоторые стали после порезки на летучих
ножницах требуют быстрого охлаждения в воде и производят, как это было указано
выше, но затем выдерживают в течение 2 -3 часов в специальных термостатных
установках при 600 Уборочно – загрузочная решетка предназначена для отправки дефектных литых заготовок на зачистку в разливочный пролет, а также подачи туда поступающих с МНЛЗ обычных литых заготовок при аварийной остановке стана. Передаточные тележки предназначены для передачи пакетов профилей из одного пролета в другой. Грузоподъемность тележки 10т, скорость транспортировки 0,1м/с. Яма для окалины (или
окалиносборник) предназначен для сбора окалины, сливаемой водой из под рабочих
клетей и рольгангов стана. Размеры поперечного сечения окалиносборника 10 2. Выбор прокатываемого сортамента, марок сталей, исходных заготовок с указанием ГОСТов и ТУ Конструктивные возможности проектируемого литейно – прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта позволяют производить круглые, квадратные, шестигранные и полосовые профили из углеродистых, низколегированных, легированных, инструментальных, быстрорежущих, шарикоподшипниковых, рессорно–пружинных и высоколегированных сталей обыкновенной, повышенной и высокой точности, а также профили для армирования железобетонных конструкций из углеродистых и низколегированных сталей обычной и повышенной точности. Отдельные виды проката могут поставляться термообработанными [7]. Так, сортамент стана включает: - сталь круглую, диаметром 15-25мм по ГОСТ 2590-88 и ГОСТ 22411-77; - сталь квадратную, размерами 14- 24мм по ГОСТ 2591-88; - сталь шестигранную, с диаметром вписанного круга 15-25мм по ГОСТ 2879-88; - сталь полосовую,
размерами (4 - сталь для армирования железобетонных конструкций с номером профиля 16-25 всех пяти классов по ГОСТ 5781-82 и ГОСТ 10884-81. Указанный сортамент круглых, квадратных, шестигранных профилей прокатывают из следующих сталей: - углеродистые: качественные конструкционные (ГОСТ 1050-88) и высококачественные инструментальные У7а-У12А (ГОСТ 1435-74); - легированные: конструкционные (ГОСТ 4543-71); инструментальные (ГОСТ 5950-73); рессорно-пружинные (ГОСТ14959-79); быстрорежущие (ГОСТ 19265-73); - высоколегированные стали и сплавы – жаростойкие, жаропрочные, коррозийностойкие (ГОСТ 5632-72, ГОСТ 2246-70; ГОСТ 6862-71; ГОСТ 10994-74); - сталь для сварочной проволоки (ГОСТ 2246-70) [7]. Профили для армирования железобетонных конструкций прокатывают из сталей: углеродистых обыкновенного качества (ГОСТ 380-88) и низколегированных 35ГС, 25Г2С, 80С, 20хг2ц (ГОСТ 5781-82). Исходной заготовкой для
проката указанного сортамента является круглая литая заготовка диаметрами 180,
200 и 220мм поступает с МНЛЗ комплекса по специально установленным техническим
условиям. Предельные отклонения по размерам значительно (в 2-3 раза) меньше чем
у катаных заготовок и составляют Отливаемые на МНЛЗ комплексе квадратные заготовки применять нецелесообразно, а прямоугольные невозможно из-за того, что в качестве обжимной клети используется косовалковая планетарная клеть типа РSW. Указанные заготовки могут быть товарными или использоваться на других примыкающих сортопрокатных станах. Максимальная длина литых заготовок составляет 12м [3]. Все виды проката поставляются в прутках длиной до 12м с допусками по длине от +30мм до +70мм (в зависимости от длины прутка. Кривизна прутков не должна превышать 0,5% длины (а по требованию потребителя не более 0,2% длины). Пруток должен быть разрезан под прямым углом к его продольной оси. Допускаемая кривизна реза не должна превышать 0,1 диаметра. Доля профилей в сортаменте стана составляет: сталь круглая – 50% (30% проволока и 20% мелкий сорт); сталь квадратная – 10%; сталь шестигранная – 10%; сталь полосовая – 10%; сталь для армирования железобетонных конструкций – 20%. Укрупненная программа, выпускаемых на стане профилей представлена в таблице 1. Таблица 1. Укрупненная программа, выпускаемых сортовых профилей литейно – прокатным модулем с косовалковым планетарным станом РSW.
3. Описание технологического процесса в проектируемом литейно – прокатном модуле (цехе) Общая технология производства сортовых профилей в литейно – прокатном модуле выглядит следующим образом. Сталь выплавляется в современной 3-х фазной дуговой электропечи со сверхмощным трансформатором, садкой 120т. Вся плавка разливается в один сталеразливочный ковш, который электромостовым краном подается в 4-х ручьевой МНЛЗ. В дальнейшем жидкая сталь из сталеразливочного ковша поступает в промковш емкостью 25т, а из него в 4 кристаллизатора. Общая характеристика и принцип действия МНЛЗ описан выше и представлен на нис.2. Одним из основных факторов, обеспечивающих стабильность процесса литья заготовок и их качество, является оптимальный температурно – скоростной режим разливки металла на МНЛЗ, который зависит от температуры кристаллизации конкретной марки стали (химический состав стали). В целом сегодня высокое качество поверхности отливаемых заготовок обеспечивают автоматической подачей эффективных шлакообразующих смесей в кристаллизатор, использованием погружного стакана с четырьмя отверстиями, применением автоматического контроля уровня металла в кристаллизаторе и индикацией температуры рабочей поверхности кристаллизатора на всем пути движения заготовки [9]. Непрерывно движущиеся литые заготовки разрезаются на требуемые длины с помощью передвижных машин с газокислотными резаками, осуществляющими рез на ходу. Порезанные литые
заготовки сталкиваются на передаточный шлеппер- стеллаж, где осматриваются и
горячем состоянии не ниже 900 Заготовки, равномерно
нагретые до температуры 1000 Именно конструкция этой клети потребовала применение в основном круглых заготовок. В то же время, как показала практика, отливка круглых заготовок на МНЛЗ более экономична, надежна и качество их выше. После нагрева перед прокаткой для тщательного удаления окалины, заготовки попадают в камеру гидросбива окалины, где и происходит автоматическая операция по ее удалению. Технологию непосредственной прокатки на стане можно рассмотреть с помощью схемы, где указаны все виды рабочих клетей, объединенных в отдельные группы. Как видно из представленной схемы, прокатка осуществляется в 4-х группах клетей, каждая из которых выполняет определенные функции. В обжимной планетарной косовалковой клети происходит очень интенсивная деформация круглой литой заготовки в круглый раскат. Степень деформации в этой клети составляет около 83-85%, а коэффициент вытяжки находится в пределах 5,9-6,6. Такая интенсивная
деформация повышает температуру раската на 70-100 Круглая заготовка задается через установленную по центру клети направляющую трубу. При пропуске заготовки она попадает одновременно на три валка. Головки валков установлены под определенным углом таким образом, чтобы их три оси не имели в центре общей точки пересечения. Благодаря такому смещению осей круглая заготовка втягивается в область деформации; между тремя валками, имеющими форму усеченного конуса, образуется коническая зона деформации. На переднем и заднем концах прутка образуются тубусообразные участки, длина которых зависит от коэффициента вытяжки. Геометрия валков довольно проста. Зона деформации (рис.8) в которой собственно происходит уменьшение сечения, образуется прямолинейной конической боковой поверхностью, затем следует также прямолинейный выравнивающий участок, длина которого выбирается таким образом, чтобы выходящий пруток имел гладкую поверхность. Размер цилиндрического колена должен обеспечивать возможность 10 кратной переточки валка до его полного износа. Технология больших обжатий тремя валками в одной зоне деформации обеспечивает хорошее сжатие металла при указанных ранее коэффициентах вытяжки. Как указывалось выше,
поперечно – винтовая прокатка обжимной клети осуществляется тремя коническими
валками, расположенными под углом 120 Разворот валков
относительно оси прокатки в плоскости, параллельной ротору, на некоторый угол
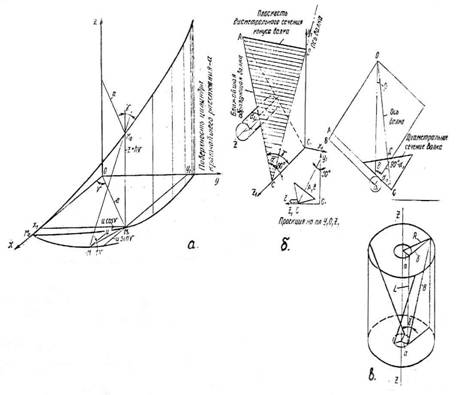
(5-20 Как видно, поперечно-винтовая прокатка может осуществляться только при соевом вращении заготовки. Однако, осевого вращения заготовки допустить нельзя, так как в целом прокатка ведется на непрерывном стане. И тогда, компенсация этого вращения заготовки допускается планетарным вращением обоймы с рабочими валками с такой же угловой скоростью, но в обратном направлении. Привод обоймы (ротора) от отдельного регулируемого по частоте вращения двигателя позволяет исключить любое самое незначительное вращение заготовки, вызванное, например, изменением коэффициента трения вследствие нестабильности технологических условий. Этим устранятся основные недостатки присущие обычной поперечно – винтовой прокатке: биение выходящего профиля вокруг своей оси, вызывающее необходимость применения промежуточных поддерживающих люнетов и исключающее получение длинномерных раскатов, а также невозможность компоновки такого вида прокатки в непрерывном процессе с продольной прокаткой. Использование принципов поперечно – винтовой и планетарной прокатки в обжимной клети проектируемого литейно – прокатного модуля, позволяет получать прокат симметричного круглого поперечного сечения, неограниченной длины, с большой степенью вытяжки. Конические валки, вращаясь вокруг оси заготовки (независимо от наличия своего собственного вращения), описывают в пространстве ассиметричную фигуру, поверхность которой может быть определена уравнением однополостного гиперболоида. Для установления технологических параметров прокатки заготовки, поступающей в зону деформации такой формы между тремя коническими валками, каждый из которых имеет свой очаг деформации, существует определенное теоретическое исследование [11], позволяющее представить расчетную схему определения геликоидальной поверхности на планетарном косовалковом стане (см. рис.9)
Рис.9. Расчетная схема определения геликоидальной поверхности на планетарном стане а – при винтовом движении ближайшей образующей; б – технологических параметров геликоида; в – длины очага деформации. Расстояние L между плоскостями сечений входа и
выхода равно b:
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||