|
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта
где Д – диаметр валков, равный 420мм И, тогда
Ширина раската, выходящая из овального калибра
Как известно, площадь овального калибра представляет собой
Формулу (93) можно
представить в виде квадратного уравнения, решение которого позволяет определить
после раскрытия скобок получим
И тогда, абсолютное
обжатие в ребровом овальном калибре 7-й клети будет Определим допустимый угол захвата в ребровом овале 7-й клети, если v =2.8м/с; t = 1000℃ и валки стальные и тогда, по формуле в диапазоне 2-4 м/с допустимый угол захвата будет
И тогда, величина
максимального допустимого обжатия при
Как видно условия захвата
выполняются, а уширение будет Окончательно размеры овала в калибре 6-й клети будут
Остальные размеры овального калибра будут: радиус ручьев определяется как
Зазор S по буртам калибра будет
Радиус закруглений углов
Как видно из рис.23 в 5-й клети калибр представляет ребровой овал и распологается в вертикальных валках. Калибровка валков в парах калибров 4 и5-ой клетей, 2 и 3-ей клетей производится аналогично приведенным расчетам калибровки калибров 6 и 7 клетей и, согласно общей схеме расположения калибров (см.рис.23) во 2-ой клети калибр выполняется в виде однорадиусного овала и располагается в горизонтальных валках. В этом калибре предполагается прокатка круглого профиля диаметром 80мм, поступающего из обжимной планетарной 3-х валковой клети с косым расположением валков. Коэффициент вытяжки в овальном калибре 2-й клети составит
Где Абсолютное обжатие по вершинам в овальном калибре 2-клети будет
Среднее абсолютное обжатие при прокатке круга в овальном калибре 2-й клети будет
При прокатке круглой заготовки в овальном калибре уширение можно определить про приближенной формуле
Возможная ширина раската в овальном калибре 2-й клети будет
что как видно несколько
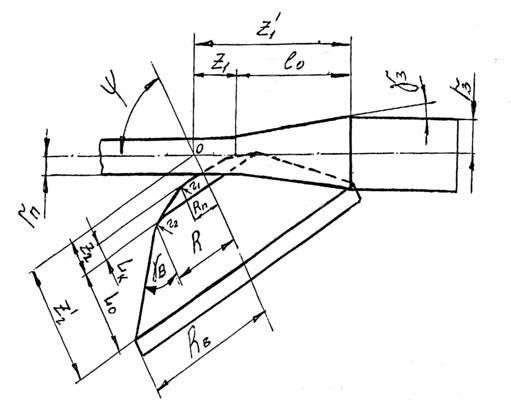
меньше Калибровка обжимной косовалковой планетарной клети заключается в установке наклонных конических валков, которые при вращении вокруг своей оси и планетарном движении должны образовывать просвет с необходимым вписанным кругом (в рассматриваемом случае диаметром 80 мм) на выходе раската из валков, и аналогично с необходимым вписанным кругом (диаметром 200мм) на входе заготовки в валки. В задачу калибровки валков входит определение длины очага деформации, которая определяется конической частью валка, углом наклона валков, диаметром валков. Общая схема очага деформации с указанием необходимых для осуществления прокатки рассматриваемой заготовки, параметров калибровки наклонных конических валков, представлена на рис.24. Определение указанных на схеме параметров и представляет собой задачу калибровки валков обжимной косовалковой планетарной клети.
Рис.24. Общая схема калибровки валков обжимной планетарной 3-х валковой клети в очаге деформации при прокатке круглой заготовки. Размеры представленные на рис.22, характеризуют следующие параметры:
Ш - угол скрещивания валка с осью прокатки;
А – тангенсиальное смещение валка (на рисунке не показано). На основании практических данных, полученных из условий конструирования и опыта работы подобных станов рекомендуется выбирать некоторые элементы и параметры калибровки валков в таких пределах:
Ш = 45-60° (т.е угол скрещивания берем ш = 55°); угол между линией центров вала-заготовки и линией проекции валка щ = 45°. Коэффициент вытяжки в 1-й клети м = Остальные два рабочих валка обжимной клети имеют те же размеры, которые были представлениы выше для расчитываемого валка. В расчетах калибровки были использованы параметры скорости раската и температуры по клетям. Так, скорости по выходу из клетей рассчитывались по формуле
И тогда, принимая скорость готового раската (в виде круга диаметром 18мм) из последней клети стана 8 м/с получим:
Скорость
входа заготовки в 1-ю (планетарную) клеть будет Общее изменение температуры металла при прокатке может быть определено по формуле [13]
Где
При сортовой
прокатке рекомендуется учитывать лишь такие составляющие как
И тогда, на основе использования метода, изменение температуры раската за время прокатки в калибре и перемещения к следующему калибру составит
Где П – периметр поперечного сечения раската после прохода, мм; F – площадь поперечного сечения
раската после прохода, ф – время охлаждения раската, с;
Где р – сопротивление металла пластической деформации, МПА; м – коэффициент вытяжки. Так,
например, изменение температуры металла за время движения заготовки от
нагревательной печи до 1-ой клети стана по формуле (200) составит (если
температура нагрева заготовки
Повышение
температуры металла в 1-ой (планетарной) клети за счет интенсивной деформации
можно определить по формуле (201) принимая р=100МПА и
Окончательно
температура металла после прокатки в каждой клети с учетом изменения температур
раската, рассчитанных по формулам (107) и (108) и внесенных практических
поправок составит: Основные размеры раската и параметры калибровки при прокатке круга диаметром 18мм из заготовки диаметром 200мм по клетям стана приведены в таблице 3. Таблица 3. Основные калибровки по проходам при прокатке круга ∅18мм из заготовки ∅200мм.
Расчетные схемы калибров валков по всем клетям стана при прокатке круга ∅18мм из непрерывнолитой заготовки ∅200мм приведены на рис. 25. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||