|
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта
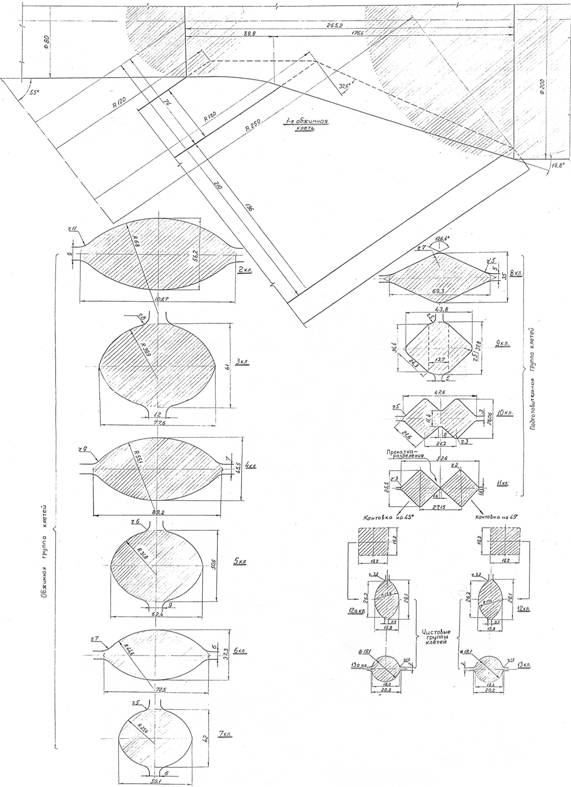
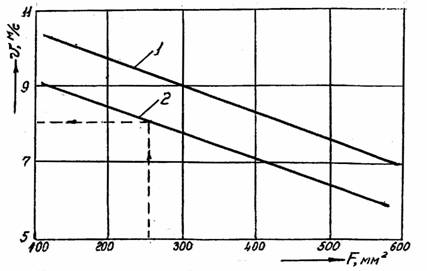
Рис.25. Калибровка валков для прокатки круглой стали ∅18мм в чистовой, подготовительной, черновой и обжимной группах клетей стана. 6. Выбор и расчет скоростного режима прокатки по клетям (проходам с учетом разливки на МНЛЗ) Определение скоростей прокатки по клетям для расчетного профиля было выполнено в предыдущем разделе при расчете калибровки в зависимости от выбранной скорости прокатки. В данном разделе предлагается подход к выбору скоростей прокатки профилей в зависимости от их сортамента, технических возможностей стана и оптимальных условий производительности МНЛЗ. Сортамент профилей проектируемого литейно-прокатного модуля включает ряд профилей указанных в ранее приведенной укрупненной программе производства. (см. табл. 1). Как видно сортамент профилей для скорости их прокатки наиболее целесообразно сгруппировать по их сечению и группам сталей, углеродистых и легированных. Такой подход позволит оптимально загрузить двигатели согласно рассчитанной их мощности и получить требуемую производительность стана с учетом возможностей МНЛЗ. Так, максимальную скорость прокатки 10 м/с предлагается назначить для наиболее мелкого сорта стана из рядовых углеродистых сталей, а минимальную – 6 м/с будет у наиболее крупной части сорта из легированных сталей. Параметром размера профиля может быть площадь его поперечного сечения. И тогда, для всех остальных профилей, оптимальную скорость прокатки можно определить по графикам скоростной зависимости, представленным на рис. 26. При этом, скорость прокатки легированных сталей предлагается уменьшить примерно на 10-15%. Рис.26. Графики выбора скорости прокатки профилей в зависимости от площади их поперечного сечения на комбинированном мелкосортно-проволочном стане литейно прокатного модуля: 1 – для углеродистых сталей; 2 – для легированных сталей. Пунктиром
показан выбор скорости прокатки расчетного профиля. Так, например, площадь
сечения круглого профиля диаметром 18 мм равна 254.5 При прокатке на непрерывном стане профилей, необходимо знать опережение, которое связывает скорость прокатки их со скоростью валков следующей формулой
Где Следует обратить внимание, что при прокатке в калибрах, когда диаметр валка изменяется в соответствии с конфигурацией калибра, необходимо использовать понятие среднего катающего диаметра. Для простых калибров, которые используются для прокатки расчетного профиля, катающий диаметр валков рекомендуется определять по средней высоте приведенной полосы [11] как
При прокатке в калибрах величину опережения по отношению к катающему диаметру следует рассчитывать по формуле
Где
Где
Где И тогда, окружная скорость валка по катающему диаметру будет
И затем из этой формулы частота вращения валков
Для определения входящего в формулу коэффициента трения в условиях установившегося процесса может быть использована методика ДРМстУ в виде следующей эмпирической формулы
Где t - температура прокатки, ℃;
Так, например, расчеты по формулам для чистовой клети будут:
Коэффициенты
для расчета коэффициента трения будут: для чугунных шлифованных валков
Далее
Как показали расчеты опережение по клетям в среднем составляет 2%. И тогда, окружные скорости валков по катающему диаметру и частота вращения валков по клетям мелкосортной части стана будут:
7. Определение времени, ритма прокатки и расчет производительности стана по расчетному профилю Определение времени и ритма прокатки круглого профиля диаметром 18 мм. Прокатка непрерывно-литой заготовки в круглый профиль ∅18мм производится на непрерывном стане, состоящем из 4-х групп клетей: обжимной-планетарной с 3-мя косорасположенными валками; черновой, состоящей из 6-ти клетей; подготовительной, состоящей из 4-х клетей; и чистовой, состоящей из 2-х двухклетевых подгрупп, где прокатка в каждой после разделения ведется в одну нитку, а затем при необходимости профиль ∅18мм может служить заготовкой и прокатывается в проволоку ∅6мм в 10-ти клетевом блоке 150. Прокатка ведется одновременно во всех клетях с использованием условия постоянства секундных объемов. Прокатка ведется из непрерывно-литых круглых заготовок ∅200мм и длиной 6-12 м. Для уменьшения падения температуры конца заготовки лучше использовать заготовки длиной 6 м, хотя это несколько снижает производительность. Машинное время прокатки на непрерывном стане примерно одинаково для каждой клети. Так, например, его можно определить следующим образом для 1-й (обжимной) клети (см. табл.3)
Где
Паузу между заготовками принимаем равной 3с, откуда частичный ритм прокатки круглой стали ∅18мм составляет
Время пробега полосы от одной клети к другой может быть определено как
Где
Результаты
расчетов
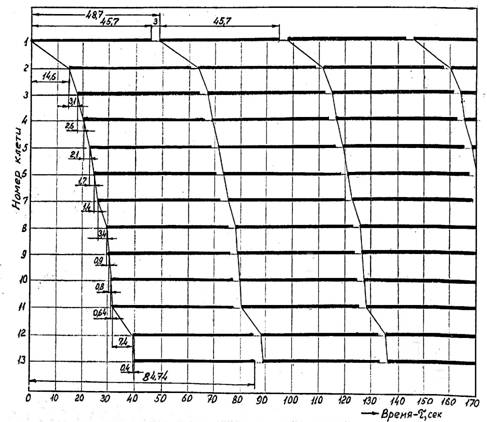
И тогда, график прокатки круглой стали ∅18мм на основании проведенных расчетов представлен на рис.27.
Рис.27. График прокатки круглой стали ∅18мм на непрерывном стане с планетарной клетью PSW литейно-прокатного модуля по производству легированного мелкого сорта и проволоки. Как видно из графика полное время прокатки 6-ти метровой заготовки в круглый профиль составляет 84.74с. Расчет производительности стана при прокатке расчетного профиля. При определении среднечасовой производительности стана за смену необходимо учесть время на прием и сдачу смены, профилактический осмотр и ремонт оборудования и другие регламентированные перерывы во время смены (это должно учитываться специальными коэффициентами использования стана) [21]. Часовая производительность прокатного стана по годному [17]
Где r – ритм прокатки, сек; К – коэффициент использования стана (для новых автоматизированных станов в стадии освоения, К=0.9); б – коэффициент выхода годного (иначе в.г.), согласно табл.2 он равен 95.72%; Q – масса исходной заготовки определяется как
Где
с – плотность
стали, т/ И тогда
Годовая производительность стана по расчетному профилю определяется как
Где И тогда,
Производительность стана по укрупненной программе определяется: среднечасовая как
Где
И годовая 8. Определение энергосиловых параметров и фактической мощности, приходящейся на главные приводы стана, при производстве расчетного профиля Расчет контактного давления и усилия прокатки на валках стана Усилие, действующее на валок в процессе прокатки определяется по формуле
Где
Среднее
контактное давление определяется в зависимости от истинного сопротивления
деформации
Определение истинного сопротивления деформации определяется с учетом температуры, степени и скорости деформации по графоаналитическому методу А.А Динника, по специальным номограммам и формуле
Где к – коэффициент, учитывающий степень деформации;
Степень деформации и скорость деформации с учетом прокатки в калибрах определяется по параметрам, соответствующих методу проведенной полосы при котором средняя толщина полосы в калибре определяется как
Где
И тогда, степень деформации раската в калибре будет
скорость деформации определяется как
Коэффициент напряженного состояния при прокатке в простых калибрах можно определить по эмпирической формуле М.Я Бровмака [14] как
Где m= a,b – постоянные для каждого типа калибров, так: для ромбических и квадратных калибров а=0.75; b=0.5; для овальных калибров a=0.6; b=0.8. Горизонтальная проекция контактной поверхности валка деформируемым металлом определяется по формулам В.Г Дрозда, полученных аналитическим методом [14] для следующих калибров: Ромб-квадрат Квадрат-овал Овал-овал,
овал-круг, овал-квадрат и круг-овал При этом:
длина очага деформации Согласно
принятой методике [14] и приведенных формул определяются силовые параметры Так, например, для 13-й (чистовой клети) необходимые расчеты с учетом данных табл.3 и системы калибров овал-круг будут:
По графическому методу А.А. Динника [16] из номограмм стали 30ХГСА будут:
Для 8-й (подготовительной) клети необходимые расчеты с учетом данных табл.3 и системы калибров овал-ромб будут:
По графическому методу А.А. Динника из номограмм находим:
Для 4-й (черновой) клети необходимые расчеты с учетом данных табл.3 и системы калибров овал-круг будут:
По графоаналитическому методу А.А. Динника из номограмм находим
В обжимной
клети ориентировочно принимаем Расчет крутящих моментов и мощности прокатки. Определение мощности главных двигателей стана. В
практических расчетах крутящий момент прокатки
где Стан работает без ускорений и торможений и поэтому динамический момент отсутствует. Мощность, расходуемая на прокатку, определяется по формуле:
где Частота
оборотов валков
И, наконец, мощность, отнесенная к валу двигателя будет,
где – з коэффициент полезного действия привода, ориентировочно можно принять =0,7. Итак, приведенная методика может быть использована для всех клетей черновой, подготовительной и чистовой группы клетей. Что касается обжимной 3-х валковой планетарной клети, то мощность ее привода может быть определена как
Где Апр – работа прокатки, которая может быть определена по формуле Финка [14] как
Объем
а время прокатки
Выборочные расчеты по 13-ой, 8-ой, 4-ой и 1-ой мелкосортной части стана имеют следующий вид: По 13-ой (чистовой) клети:
По 8-ой (подготовительной) клети:
По 4-ой (черновой) клети:
По 1-ой (обжимной клети) расчет мощности производится с использованием формулы Финка
При выборе двигателей стана рассчитанные мощности следует завысить на 30-50%, так как возможна прокатка труднодеформируемых сталей и более крупного сортамента. |
|||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||