|
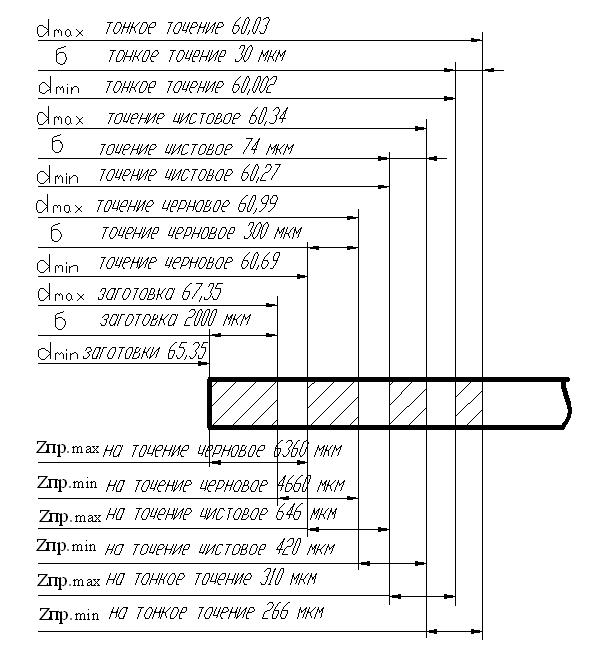
Курсовая работа: Разработка технологического процесса обработки вала-шестерниdmax2 = 60,268+0,074 = 60,34 мм dmax1 = 60,69+0,3 = 60,99 мм dmaxзаг = 65,35+2 = 67,35 мм Предельные значения припусков Zmaxпр определяем как разность наибольших предельных размеров и Zminпр – как разность наименьших предельных размеров предшествующего и выполняемого переходов 2Zmix3пр = 60,27-60,002 = 0,266 мм 2Zmax3пр = 60,34-60,03 = 0,31 мм 2Zmix2пр = 60,69-60,27 = 0,42 мм 2Zmax2пр = 60,99-60,34 = 0,65 мм 2Zmix1пр = 65,35-60,69 = 4,66 мм 2Zmax1пр = 67,35-60,99 = 6,36 мм Проверка: Zmax - Zmin = Ta - Tb Û 2000 - 30 = 7316 - 5346 = 1970 мкм ( Верно! ) Для определения припусков на линейный размер 428 составляем размерную цепь: zmin = 3,8 A1 = 428-0,3
A2 min = A1 min + 2×zmin A2 min = 427,7 + 2×3,8 = 435,3 мм A2 max = A2 min + Td2 = 435,3 + 3,9 =439,2 мм Где А2 min, A2 max – соответственно min и max размер заготовки, мм; A1 min – min размер детали, мм; zmin – припуск на обработку, мм; Td2 – допуск на размер, мм. На остальные обрабатываемые поверхности детали припуски и допуски принимаем по ГОСТ 7505-89 и записываем их значение в таблицу 6.2. 1.6.2 Размерные цепи. Так как на некоторых операциях обработки технологическая и конструкторская базы не совпадают, следует пересчитать размерные цепи и найти линейный размер А1. 1) Рассчитаем размерную цепь при точении Æ60 мм:
А1 АD = 235±0,23
А2 = 428-1,5
А1 = А2 - АD = 193 мм. ТD = Т1 + Т2; Т1 = ТD - Т2 = 0,46 – 1,5 = -1,04 мм Допуск на размер 428 является не технологичным и поэтому его необходимо ужесточить до 428-0,3. Т1 = ТD - Т2 = 0,46 – 0,3 = 0,16 мм
В итоге
имеем: Проверка на max—min:
2) Рассчитаем размерную цепь при точении конуса 1:10:
А2 = 428-0,3
А1 = А2 - АD = 288 мм ТD = Т1 + Т2; Т1 = ТD - Т2 = 0,4 – 0,3 = 0,1мм
В итоге
имеем: Проверка на max—min:
Остальные размерные цепи рассчитываются точно также с проверкой на min-max, а полученные размеры проставляются на маршрутной карте на окончательных операциях. 1.6.3 Припуски и допуски на обрабатываемые поверхности вал-шестерня (размеры в мм). Припуски и допуски на линейные, и диаметральные размеры выбираем по ГОСТ 7505-74 в зависимости от веса заготовки и метода ее получения. Таблица 6.2
1.7 Выбор режущего инструмента Выбор режущего инструмента, его конструкции и размеров определяется видом технологической операции (точение, фрезерование, развертывание), размерами обрабатываемой поверхности, свойствами обрабатываемого материала, требуемой точностью обработки и величиной шероховатости поверхности. Основную массу режущих инструментов составляют конструкции нормализованного и стандартизованного инструмента, для подбора которого существуют многочисленные справочники и каталоги. В крупносерийном производстве могут применяться специальные и комбинированные режущие инструменты, проектируемые в индивидуальном порядке.
Рис. 6.2 Схема графического расположения припусков и допусков на обработку диаметра Æ60k6 вала-шестерни. - Для фрезерования торцев используется торцевая фреза Æ110 мм с вставными ножами из Т15К6 по ГОСТ 9473-80, число зубьев z=8. - Сверление центровых отверстий осуществляется центровочным комбинированным сверлом по ГОСТ 14034-74, диметр сверла 4 мм. - Продольное точение проходными отогнутым резцами с пластинами из твердого сплава Т15К6 ГОСТ 18879-73. - Точение канавок токарные отрезными резцами с пластинами из твердого сплава Т15К6 ГОСТ 18874-73. - Подрезание торцев подрезными отогнутыми резцами, материал режущей части Т15К6, ГОСТ 18880-73. - Фрезерование шпоночного паза маятниковой подачей – шпоночными фрезами, материал режущей части Р6М5, ГОСТ 6396-78; число зубьев шпоночной фрезы z = 2, Æ18 мм. Выбор абразивного круга: Абразивный материал электрокорунд белый ЭБ; Абразивный инструмент на керамической связке: 25А; Зернистость 50, 40, 25; Твердость среднемягкая СМ2; Структура 6; Связка керамическая К5; Форма прямоугольного профиля ПП; Класс точности АА или А; Класс неуравновешенности 2 или 1; Скорость резания 35 м/с.; Наружный диаметр D=100 мм; Ширина 20 мм, внутренний диаметр 30 мм. - Обозначение круга: ЭБ 25А 40 СМ2 6 К5/ ПП 100´20´32 А2 кл. 35 м/с – для шлифования. - Фрезерование зубьев осуществляется червячной фрезой Æ190 мм, z = 10, ГОСТ 9324-80. - Абразивный круг для шлифования зубьев: 2П 250´16´76 Э5 - СМ1 - 25 - 4 - К. - Токарный резьбовой резец с пластинами из твердого сплава Т15К6, ГОСТ 18885-73. 1.8 Выбор средств измерения Измерение линейных продольных размеров и неточных диаметральных осуществляется штангенциркулями ШЦ-III ГОСТ 166-73 с пределами измерений 0-500 и ценой деления 0,05. Измерение глубины центровочных отверстий используем штангенглубиномер ШГ 160 ГОСТ 162-80 с пределами измерений 160 и ценой деления 0,05. Для уменьшения вспомогательного времени на измерение применяются калибры: - для наружных диаметров и канавок – калибры-скобы: для размеров 10,5-100 ГОСТ 24833-81; - для ограничения размеров шпоночных пазов – калибр-призма шпоночная для валов с шириной паза 8-24 мм по ГОСТ 14282-77; - для контроля резьбы М42x2 6h применяют калибр-кольцо ГОСТ 5682-76; - для контроля конуса 1:10 применяют калибр-конус ГОСТ 26348-76. Контроль зубьев — прибор БВ5061 цехового типа для контроля зубчатых колес. Измерение размеров фасок осуществляем при помощи шаблона фасонного простого профиля. Для определения шероховатости применяют образцы шероховатости поверхности ГОСТ 9378-84. 1.9 Выбор оборудования, приспособлений, мерительного инструмента 1) Фрезерование торцов и зацентровка: Выберем фрезерно—центровальный полуавтомат: МР—76М
Мерительный инструмент: ü Штангенциркуль - ШЦ-III 0-500 ГОСТ 166-73; ü Штангенглубиномер - ШГ 160 ГОСТ 162-80. Приспособление: призмы подвижные ГОСТ 12193-66. 2) Черновое и чистовое точение: Выберем токарно-гидрокопировальный полуавтомат: 1722.
Мерительный инструмент: ü Для контроля диаметров - микрометр МК-75 ГОСТ 6507-73; ü Для контроля длинны - штангенциркуль - ШЦ-III 0-500 ГОСТ 166-73; ü Для контроля ШП - образцы шероховатости поверхности ГОСТ 9678-84; ü Для контроля наружных диаметров и канавок – калибры-скобы: для размеров 10,5-100 ГОСТ 24833-81; Приспособление: центр плавающий ГОСТ 13214-79; центр вращающийся ГОСТ 8742-75, паводковый патрон ГОСТ 2571-71. 3) Тонкое точение и резьбонарезание: Выберем токарно-винторезнвй станок: 16К20П.
Мерительный инструмент: |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

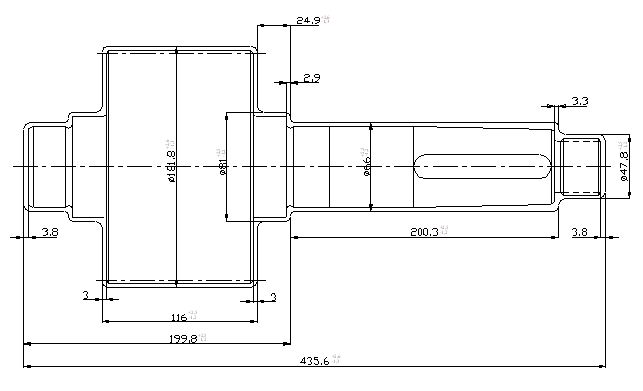 Рис.
6.1 Заготовка вал-шестерня полученная штамповкой на молотах с начисленными
припусками и допусками по ГОСТ 7505-74.
Рис.
6.1 Заготовка вал-шестерня полученная штамповкой на молотах с начисленными
припусками и допусками по ГОСТ 7505-74.