|
Курсовая работа: Разработка технологического процесса обработки вала-шестерниВсе расчеты по определению штучно-калькуляционного времяни приведены в таблице 10.1. Таблица 10.1 Технические нормы времени по операциям
Раздел 2. Проектирование приспособления для фрезерования шпоночных пазов 2.1 Виды и назначения станочных приспособлений Станочные приспособления применяют для установки заготовок на металлорежущие станки. Различают три вида станочные приспособления: - специальные (одно-целевые, не переналаживаемые); - специализированные (узкоцелевые, ограниченно переналаживаемые); - универсальные (многоцелевые, широко переналаживаемые). Обоснованное применение станочного приспособления позволяет получать высокие технико-экономические показатели. Трудоемкость и длительность цикла технологической подготовки производства, себестоимость продукции можно уменьшить за счет применения стандартных систем станочных приспособлений, сократив трудоемкость, сроки и затраты на проектирование. Производительность труда значительно возрастает (на десятки - сотни процентов) за счет применения станочные приспособления: быстродействующих с механизированным приводом, многоместных, автоматизированных, предназначенных для работы в сочетании с автооператором или технологическим роботом. Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается (в среднем 20 - 40 %) за счет применения станочные приспособления точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение станочные приспособления позволяет обоснованно снизить требования к квалификации станочников основного производства (в среднем на разряд), объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования. Станочные приспособления состоят из корпуса, опор, установочных устройств, зажимных механизмов (зажимов), привода вспомогательных механизмов, деталей для установки, направления и контроля положения режущего инструмента. Графические обозначения опор и зажимных механизмов регламентированы ГОСТ 3.1107-81. 2.2 Выбор оборудования Фрезерование шпоночного паза вала-шестерни проводится на шпоночно-фрезерном станке модели 692М. Этот станок предназначен для фрезерования шпоночных пазов на валах методом маятниковой подачи. Размеры стола 8000´500 мм Расстояние от торца шпинделя до стола 500 мм. 2.3 Выбор режущего инструмента. Фрезерование методом маятниковой подачи проводится специальными шпоночными фрезами с двумя зубьями. Материал режущей части быстрорежущий сплав Р6М5. Фреза шпоночная Æ18, число зубьев z=2, оснащенная твердосплавными пластинами, ГОСТ 6396-78. 2.4 Расчет режимов и сил резания Расчет режимов и сил резания, выбор элементов для расчета проводим по [2, т.2]. Глубина резания: t = 0,4 мм, Диаметр фрезы: D = 18 мм Подача на зуб: Sz = 0,28 мм/зуб Число зубьев фрезы: z =2 Стойкость фрезы: T = 80 мин По таблице выбираем значения коэффициентов и показателей степени в формуле скорости резания для шпоночной фрезы с материалом режущей части Р6М5. (Все коэффициенты взяты из [2]. т.2 стр.265—292). По таблицам: tобщ. = 7 мм, маятниковой подачей за 17 проходов. SZ = 0,28 мм/зуб фр. Расчет минутной подачи фрезы: Sм = Sz×z×n = 0,28×2×250 = 140 мм/мин. Расчет поправочного коэффициента: KV = KMV×KПV×KИV = 0,98×1×1 =0,98
Расчет скорости резания:
Расчет частоты вращения:
Сила резания:
Крутящий момент:
Эффективная мощность резания:
Из расчета на износ фрезы до допустимых пределов:
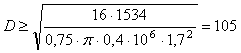
Составляющие силы резания:
2.5 Описание конструкции приспособления На корпус 2 крепятся призмы 5 посредством винтов 11. Призмы центрируются штифтами 19. В упор 6 ввинчивается установочный винт 12. Пневмокамеры 1 и стакан 3 крепятся к корпус с помощью болтов 9 и гаек 11, и шайб 15. А сама пневмокамеры скрепятся с помощью болтов 7 и гаек 11, и шайб 15 На резьбовой конец штока пневмокамеры наворачивается прихват 4. В стакан 3 ввинчивается установочный винт 10, и шайба 14. 2.6 Описание работы приспособления Приспособление устанавливается на стол станка корпус 2 и закрепляется на нем посредством болтового соединения. Обрабатываемая деталь – вал-шестерня устанавливается на призмы 5 с упором в установочный винт 12, зажимается сверху закаленной прижимной плоскостью прихвата 4. Далее можно проводить процесс обработки. Привод зажима осуществляется следующим образом: воздух подаётся в верхнюю полость пневмокамеры 1, усилие мембраны передаётся на шток пневмокамеры, от штока на прихват 4, зажимающий деталь. После процесса обработки воздух подается в нижнюю полость пневмокамеры. Шток с закрепленным на нем прихватом движется вверх и по винтовой канавке с помощью установочного винта 10 отводится в сторону. 2.7 Расчёт силового замыкания Установку детали осуществляем на 2 узкие призмы. Зажим осуществляем по центру. Усилие зажима будем рассчитывать по опоре, ближайшей к месту приложения сил резания, для обеспечения наименьших деформаций скручивания, т.к. при разнесении рассчитанной по условиям статики силы зажима касательные напряжения будут действовать по длине установленной детали до крайней опоры и будет наблюдаться скручивание по длине детали до крайней от места приложения силы резания поры. При приложении такой же силы к крайней опоре исключаются до минимума деформация скручивания и колебания установленной детали.
y x Рис. 2.1 Схема установки детали и силы, действующие на неё. Расчет необходимой силы зажима. Сначала найдем силу зажима W из условия отсутствия продольного перемещения детали при установке (рис. 2.2.).
N1cos45°+N2×cos45°+fN1×cos45°-fN2×cos45°-Px-W-G=0 где: f=0,12 - коэффициент трения Приближенно принимаем: 0,707×(N1+N2)=W+PX+G f×(W+ PX+G ) =0,707×Py W= (0,707×Py/f)- PX-G=(0,707×79,6/0,12)-109,45-278=81,6 H Далее находим силу зажима W из условия отсутствия прокручивания детали вокруг оси. Силы резания прикладываем к наружной поверхности детали, соответствующей началу фрезерования, т.к. при том действуют максимальные моменты.
SFy =0 SM0 =0 Pz –fW+fN2×cos45°+fN1×cos45°+ N2×cos45°- N1×cos45°=0
PzR –fWR-fN2R-fN1R=0
- Px-G-W+0,62×N2+0,79×N1=0 Pz-0,12×W-0,12×N2-0,12×N1=0 -0,5N1+0,9N2=0 N1=1,82×N2
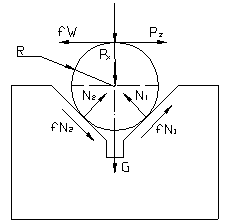
Pz-0,12×W-0,34×N2=0 - 0,12×PX-0,12×G- Pz +0,59×N1=0 N2=(0,12×PX +0,12×G+ Pz)/0,59=(0,12×109,45+0,12×278+199)/0,59=419,4 H N1=1,82×419,4=763,3 H W = 2,06×N2- PX -G=2,06×416,1-109,45-278 = 476,5 H Сила зажима, требуемая по условию проворачивания меньше силы, требуемой по условию продольного перемещения, следовательно, принимаем эту силу в качестве требуемой силы зажима. W = 476,5 H – усилие зажима без учета коэффициента запаса. 2.8 Расчёт коэффициента запаса В расчёт сил закрепления вводят коэффициент запаса k. Он необходим для обеспечения сил надёжности зажимающих устройств, т.к. вырыв или смещение заготовки при обработке недопустимы. К учитывает неточность расчётов, непостоянство условий обработки и установки заготовки. k=k0×k1×k2×k3×k4×k5×k6 k0=k0’× k0’’× k0’’’ - учитывает неточность расчётов где: k0’=1,1 - учитывает неточность расчета силы резания. k0’’=1,2 - учитывает несовершенство расчетной схемы (в нашем случае многозвенная система зажима). k0’’’=1,1 - учитывает внезапные факторы (твердые включения в обрабатываемом материале, выкрашивание режущей кромки и др.). k0=1,1×1,2×1,1=1,452 k1=1,1 - учитывает наличие случайных неровностей на поверхности заготовки, что вызывает увеличение силы резания. k2=1,4 - учитывает увеличение силы резания от прогрессирующего затупления инструмента [ . табл. 12] k3=1,2- учитывает увеличение силы резания при прерывистом резании. k4=1,2 - учитывает непостоянство развиваемых сил (при использовании пневморычажных систем). k5=1 - характеризует удобство расположения рукояток в ручных зажимных устройствах. k6=1 - характеризует неопределенность мест контакта относительно центра возможного поворота заготовки. k=1.452×1,1×1,4×1,2×1,2×,1×1=3,22 Сила зажима с учетом коэффициента запаса: W = 476,5×3,22 = 1,534 кН 2.9 Расчет пневмокамеры Диаметр пневмокамеры определяется по формуле:
где: Q – необходимое усилие на штоке p – рабочее давление D –диаметр диафрагмы d –диаметр шайбы, d=0,7D Принимаем p=0,4 МПа
Выбор пневмокамеры с ее параметрами и размерами: [3, стр.233-235]. Принимаем диаметр пневмокамеры: D=125 мм; Диаметр шайбы пневмокамеры: d=88 мм; Толщина резинотканевой диафрагмы: t=4 мм. Ход штока: l = 0,35×D = 43 мм 2.10 Расчет погрешности установки детали в приспособлении. Погрешность базирования:
где TD - допуск на диаметр который используется в качестве установочного, в нашем случае TD = 0,058 мм , а - угол призмы (примем а = 90е) Определяем допустимую погрешность базирования:
где Т- допуск на глубину паза (т.к. глубина паза задана размером 21,5h12, то допуск Т = 0,21 мм)
Определяем погрешность закрепления детали в приспособлении из [2, стр 52]
подставляем все коэффициенты и находим:
Определяем значение систематической погрешности:
где
Из [1, стр 70] находим погрешность наладки:
где
Следовательно:
Окончательно имеем:
т.к. 0,176 > 0,12 , следовательно, при такой схеме базирования возможна качественная обработка шпоночного паза 2.11 Расчет растяжения и изгиба прихвата Растяжение:
где А площадь поперечного сечения прихвата в месте где наварачивается шток пневмокамеры:
N – воздействующая сила, равна силе зажима: N = W = 1534 Н
Изгиб:
где
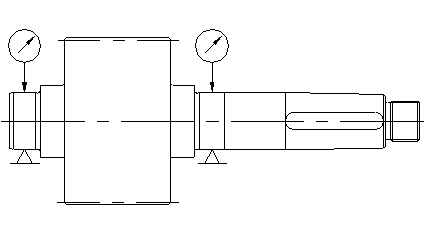
Раздел 3. Разработка мерительного приспособления для контроля отклонения соосности шеек под подшипники3.1 Назначение мерительных приспособленийМерительные приспособления преднозначены для измерения и контроля отклонения от формы, располофения поверхностей, ра диального и торцевого биения. Это необходимо для того , что бы когда эта деталь будет работать в узле не возникали различные усилия которые мегут привести к нежилательным последствиям снижающии срок эксплуатации всего узла. Для этого необходимо производить измерение и контроль хотябы 20% деталий от всего годового выпуска, что может позволить снизить брак из-за износа инструмента при обработки детали и другое.3.2 Описание конструкции приспособления На плиту 1 крепятся призма 2 посредством болтов 5. Призмы выполнены в единой детали поэтому центрирование штифтами не надо. Стойки 3 также крепится на плиту 1 болтами 5 с выдерживанием размеров между стойками и удаления их от призмы для обеспечения снятия и установки детали. На стойку 3 надевается держатель 4 который фиксируется посредством винта 6. В держатель вставляется измерительная головка (ИГ) 8, которая фиксируется винтом 6, что обеспечивает необходимый зажим ИГ. 3.3 Описание работы приспособления Приспособление устанавливается на стол плитой 1. Обрабатываемая деталь – вал-шестерня устанавливается на призмы 2, держатели с ИГ необходимо повернуть в стороны для удобной установки детали. При полной установки детали в приспособление держатели поворачиваем в положение для измерения. После чего ИГ надо выставить в одинаковое положение для снятия показаний. Показания снимаются через каждые 30° при помощи диска с проградуированой градусной шкалой – это связано с тем, что мы не сможем зафиксировать измерения за маленький угол.
Схема 3.1 Контроль отклонения соосности шеек под подшипники 3.4 Расчет погрешности установки детали в приспособлении. Погрешность базирования детали в мерительное приспособление:
где TD - допуск на диаметр (d=60+0,021+0,002) который используется в качестве установочного, в нашем случае TD = 0,019 мм , а - угол призмы (примем а = 90е). Необходимо чтобы погрешность базирования была меньше допуска на отклонение. В нашем случаи допуска на отклонение равен 0,03 мм, а погрешность базирования равна 0,004 мм, что в 7,5 раз меньше допуска на отклонение. Список использованной литературы1. Технология машиностроения. Беспалов Б.Л. и др., М.: Машиностроение, - 1973 г. 2. Справочник технолога-машиностроителя. В 2-х т. под ред. Косиловой и Мещерякова Р.К. – М.: Машиностроение, 1985. 3. Курсовое проектирование по технологии машиностроения: Учебное пособие для машиностроительных специальностей ВУЗов. – Мн: Выш. школа, 1983. 4. Допуски и посадки. Справочник. В 2-х ч./ В.Д. Мягков, М.А. Палей и др. – Л.: Машиностроение, 1983. 5. Справочник конструктора-машиностроителя. В 3-х т. В.И. Анурьев, – М.: Машиностроение, 1982. 6. Обработка металлов резанием. Справочник технолога. Под ред. Г.А. Монахова. – М.: Машиностроение, 1974. 7. Технология машиностроения. Под ред. М.Е. Егорова, - М.: Высшая школа, 1976. 8. Технология машиностроения. Методические указания к курсовой работе для студентов специальности 1201 и 1202 ФАМ. В.И. Комиссаров, Н.Г. Нестеренко, А.И. Безнедельный, - Н-ск.: НГТУ, 1997. 9. Приспособление для металлорежущих станков. Справочник. А.К. Горошкин, М.: Машиностроение, - 1971г. 10. Режимы резания металлов. Справочник. Ред. Ю.В. Барановский. М.: Машиностроение, - 1972г. 11. Курсовое проектирование по технологии машиностроения. А.Ф. Горбацевич, В.А. Шкред, Минск, Высшая школа, - 1982г. 12. Справочник технолога-машиностроителя. В 2-х т. под ред. Косиловой и Мещерякова Р.К. – М.: Машиностроение, 1985. 13. Приспособление для металлорежущих станков. Справочник. А.К. Горошкин, М.:Машиностроение, - 1971г. 14. Горошкин А.К. Приспособления для металлорежущих станков: Справочник. – 7-е изд., перераб. и доп. – М.: Машиностроение, 1979. 15. Корсаков В.С. Основы конструирования приспособлений: Учебник для вузов. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1983. 16. Станочные приспособления: Справочник. В 2-х т. Под ред. Б.Н. Вардашкин и др. – М.: Машиностроение, 1984 – т.2 17. М.А. Ансеров Приспособления для металлорежущих станков: Расчеты и конструкции. – 3-е изд., стереот. – М.: Машиностроение, 1966. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||


 м/мин.
м/мин. Н
Н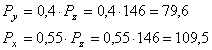
 мм
мм

 - условие прочности при изгибе,
где
- условие прочности при изгибе,
где  МПа
МПа