|
Курсовая работа: Технология производства и упаковывания мороженогоЛактулоза. В настоящее время создание мороженого, соответствующего запросам потребителей в области здорового питания, является перспективным направлением в индустрии замороженных десертов. Это направление может быть реализовано за счет снижения количества жира и углеводов, использования функциональных компонентов, таких как бифидо- и лактобактерий, а также пребиотических ингредиентов. Введение в рецептуру для мороженого пребиотика лактулозы способствует повышению эффективности действия пробиотических культур в кишечнике человека. Важной характеристикой мороженого, обусловливающей стабильный спрос потребителя, является органолептическая оценка. Результаты изучения органолептических показателей исследуемых образцов показали, что мороженое с лактулозой имело приятный, мягкий кисломолочный вкус и аромат, более полный и сбалансированный, чем образцы без лактулозы. Консистенция всех образцов была однородная по всей массе без ощутимых комочков жира, стабилизатора, кристаллов льда, достаточно плотная. Обязательным ингредиентом всех видов мороженого являются стабилизаторы — коллоидные гидрофильные вещества, которые, связывая свободную воду и повышая вязкость смесей, способствуют тем самым структурообразованию мороженого. Стабилизаторы также улучшают консистенцию готового продукта и повышают его сопротивляемость таянию. В качестве стабилизаторов при производстве пломбира применяют агароид. В холодной воде он не растворяется, но набухает в ней, связывая 4—10-кратное количество воды. После остывания агароид образует студни (гели). Агароид выпускают в виде листов толщиной не более 0,5 мм, пластинок, пористых пластин, хлопьев, порошка или крупки без посторонних примесей, включений. Влаги в агароиде не должно быть более 18%. Температура плавления студня, содержащего 2,5% сухого агароида, не должна быть ниже 50° С, а застудневания - 20° С. Агароид вносят в смесь в количестве 0,3—0,7%. Эмульгаторы относят к веществам, которые в малых концентрациях способствуют образованию и стабилизации эмульсий в силу наличия в молекуле гидрофобных и гидрофильных участков. В мороженом эмульгаторы выполняют несколько функций. В первую очередь они стабилизируют жировую дисперсию в смеси мороженого, а во время замораживания ускоряют агломерацию жира и коалесценцию жировых шариков. Они также увеличивают сухую массу мороженого и обладают способностью связывать воду. В настоящее время все чаще стали использоваться в производстве мороженого растительные жиры и на рынке появились комплексные стабилизаторы-эмульгаторы (КСЭ), позволяющие одновременно решать задачи не только эмульгирования жиров, но и связывания влаги в смесях. В настоящее время в России для производства мороженого используется несколько видов комплексных стабилизаторов-эмульгаторов. Для производства пломбира выберем комплексный стабилизатор-эмульгатор «Ingresan G-17/A». Глазурь для мороженого – это сладкий пищевой продукт, изготавливаемый из жиров, масел, сахара с добавлением сухих молочных продуктов и других ингредиентов или веществ из сахара, с добавлением ароматизаторов и стабилизаторов. Кремовая сливочная глазурь – это глазурь, изготавливаемая на основе сливочного масла с добавлением ароматизаторов и красителей. Как правило, мороженое производят преимущественно по одной технологии. Она включает следующие операции: в зависимости от имеющегося сырья выбирают рецептуры или рассчитывают массу компонентов с учетом химического состава сырья и готового продукта, проверяют качество сырья, составляют смесь для мороженого, фильтруют ее, пастеризуют, гомогенизируют, охлаждают и проводят созревание смеси, замораживание (фризерование), формовку, закалку и упаковку мороженого. В данном расчётном задании рассматривается линия по производству брикетов пломбира в сливочно-кремовой глазури. Поэтому после закаливания мороженого производят его глазирование. При необходимости после пастеризации производят дополнительную фильтрацию смеси. Отмечая высокую пищевую ценность традиционно вырабатываемого в нашей стране мороженого, следует принять во внимание необходимость разработки новых разновидностей этого продукта, отвечающих требованиям современных тенденций в питании. Важным направлением развития отрасли в настоящее время является создание и производство мороженого для здорового образа жизни с низким количеством жира и сахара, содержащего функциональные ингредиенты. Для этого в молочной промышленности, в основном, используют пробиотические культуры и пребиотики. Анализ научной литературы показал, что до недавнего времени не имелось определенных рекомендаций по применению пробиотических культур в технологии мороженого. В 2008 году на основании опытов была разработана следующая технология производства мороженого с добавлением пробиотиков – в частности лактулозы. Она включает в себя приемку, подготовку сырья, дозирование, смешивание компонентов, фильтрование, гомогенизацию смеси, пастеризацию смеси, охлаждение, заквашивание и сквашивание, перемешивание и охлаждение смеси с добавлением сахарного сиропа, фризерование, внесение инкапсулированных форм культур, формование, закаливание, глазирование, упаковку, маркировку и хранение. Так как в сложившихся условиях рыночной экономики внедрение достижений научно-технического прогресса является основой обеспечения конкурентоспособности производства продукции, то наиболее рациональной считается поточно-механизированная технология производства мороженого. Основным оборудованием, применяемым для производства пломбира в поточно-механизированной линии является сливко-созревательная ванна, фильтр, гомогенизатор, пастеризационно-охладительная установка, теплообменник, резервуар для созревания смеси, пластинчатый охладитель, фризер, экструзионно-формовочный аппарат, скороморозильный аппарат, агрегат глазирования. 2.1 Приготовление смеси
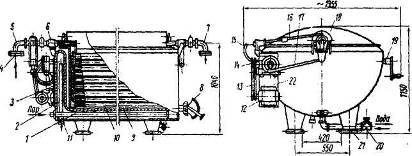
При поточном методе производства процесс составления смеси полностью механизирован. Для этого все компоненты предварительно растворяют со строго поддерживаемой концентрацией жира, сахара, СОМО. 2.2 Обработка смесиОбработка включает фильтрацию, пастеризацию и гомогенизацию. Фильтрацией удаляются механические примеси и не растворившиеся частицы компонентов. Чтобы предупредить вторичное бактериальное обсеменение, фильтрацию (установку фильтров) лучше проводить до пастеризации. Обычно используют пастеризационно-охладительные установки, в которые входят также фильтр и гомогенизатор. Обработка смеси проходит в тонком слое и в непрерывном потоке, без доступа воздуха, чем обеспечивается высокая эффективность пастеризации, сохранение ароматических веществ, а также витаминов. Пастеризация проводится при температуре 85 °С с выдержкой 50—60 с. Такие высокие режимы тепловой обработки объясняются тем, что в смесях для мороженого повышенное содержание сухих веществ, которые, увеличивая вязкость смесей, оказывают защитное действие на микроорганизмы. Смеси на молочной основе необходимо обязательно гомогенизировать, особенно если в качестве дополнительного источника жира применяют сливочное масло. Благодаря гомогенизации жировые шарики дробятся и равномерно распределяются в смеси. Кроме того, мелкие жировые шарики быстрее воспринимают температуры охлаждения и закаливания, в них достигается большая степень отвердевания глицеридов молочного жира, что способствует не только получению однородной консистенции продукта, но и большей взбитости, которая изменяется в прямой зависимости от количества отвердевших глицеридов. С повышением дисперсности жировой фазы уменьшается расстояние между жировыми шариками, что способствует по лучению мелких кристаллов льда при замораживании и улучшает структуру готового продукта. В хорошо гомогенизированной смеси диаметр жировых шариков не должен превышать 1—2 мкм без наличия жировых скоплений. Гомогенизацию необходимо проводить при температурах, близких к температуре пастеризации, но не ниже 63 °С. При температурах ниже 60 °С происходит усиленная агрегация мелких жировых шариков, резко увеличивается вязкость смеси за счет образования жировых скоплений, что ведет к снижению взбиваемости в процессе фризерования. Давление гомогенизации должно быть тем выше, чем ниже содержание жира. Пломбирные смеси гомогенизируют при 7,5— 9 МПа в зависимости от применяемого сырья. С повышением давления гомогенизации уменьшаются размеры жировых шариков, но увеличивается количество жировых скоплений, которые при фризеровании разрушают воздушные пузырьки, ухудшая взбитость. Нарушение режимов гомогенизации приводит к дестабилизации жира при фризеровании и ухудшению консистенции готового продукта — появлению крупинок молочного жира и др. 2.3 Охлаждение и созревание смесиГомогенизированную смесь быстро охлаждают до температуры 0-6°С и направляют в емкостный аппарат с мешалкой для созревания и хранения смеси. Использование в качестве стабилизаторов агара, агароида и других равноценных стабилизаторов позволяет перерабатывать охлажденную смесь без выдержки для физического созревания. При использовании в качестве стабилизатора желатина и некоторых других веществ необходимо физическое созревание смеси. Оно проводится при температуре 0—6 °С в течение от 4 до 24 ч, при этом происходит гидратация белков молока и стабилизатора, дальнейшая адсорбция различных веществ, содержащихся в смеси, на поверхности жировых шариков; отвердевание глицеридов молочного жира в виде смешанных кристаллов в объеме жировых глобул. Степень отвердевания достигает примерно 50%. Благодаря отвердевшему жиру созревшая смесь хорошо поглощает и удерживает пузырьки воздуха при замораживании смеси и закалке мороженого. Чем больше отвердевшего жира, тем выше степень поглощения (взбивания) пузырьков воздуха. Готовый продукт, изготовленный из созревшей смеси, имеет высокую взбитость и нежную, без крупинок кристаллов льда/ структуру. Продолжительность физического созревания зависит от состава смеси, ее температуры и гидрофильных свойств стабилизатора. Перед фризерованием в смесь вносят ароматические вещества (ванилин, ванилон, ароваиилон) в количестве 0,005—0,15% и эссенции. Ванилин добавляют в виде водно-спиртового раствора (300 г ванилина, 200 г спирта и 500 г воды при температуре 30 °С) или порошка, растертого с сахарной пудрой. 2.4 Фризерование смесиВо время фризерования смесь насыщается воздухом при одновременном частичном замораживании. В результате образуется новая фаза (кристаллы льда и жира), разделенная прослойками жидкой фазы. От правильности проведения этого процесса зависят структура и консистенция готового продукта. При замораживании происходит фазовое превращение воды, при фризеровании смесей мороженого на молочной основе замерзает от 45 до 67% от общей доли влаги. Для получения мороженого хорошей консистенции необходимо, чтобы размеры кристаллов не превышали 100 мкм. Чем больше воды заморозится в процессе фризерования, тем меньше времени потребуется на закалку и тем лучше будет качество мороженого. Температура начала замораживания смеси колеблется в пределах от —2,2 до —3,5 °С в зависимости от вида смеси. Структура мороженого зависит также от количества вводимого воздуха и его дисперсности. В мороженом хорошего качества средний размер воздушных пузырьков должен быть не более 60 мкм. Мороженое с высокой взбитостью благодаря низкой теплопроводности воздуха плавится медленнее. При недостаточной взбитости оно получается слишком плотным, с грубой консистенцией и структурой, при слишком высокой — снегообразным, с хлопьевидной структурой. Взбитость — очень непостоянная характеристика и зависит от многих факторов: состава смеси (содержание сухих веществ и жира), свойств жира и стабилизатора, эффективности гомогенизации, режима фризерования, конструкции фризера, состояния его ножей. Смеси, в которых используются свежие сливки, взбиваются лучше, чем смеси со сливочным маслом. С увеличением содержания сахара взбитость понижается, а время, необходимое для получения максимальной взбитости возрастает. Жир ухудшает взбитость, так как жировые шарики ослабляют перегородки между воздушными пузырьками. Но присутствие жира препятствует росту кристаллов льда, обеспечивая тем самым нежную консистенцию мороженого. При взбитости 100% в 1г мороженого содержится около 8,3 млн. воздушных пузырьков с общей поверхностью 0,1м2. Для сливочного мороженого и пломбира достигается взбитость 70—100%. В мороженом после фризерования большая часть жира переходит в твердое состояние, жидкого жира остается 11—12%. Температура мороженого в конце фризерования составляет от —4,5 до —6 °С. 2.5 Фасование и закаливание мороженого Выходящее из фризера мороженое быстро фасуют и немедленно направляют на закаливание, так как при задержке часть закристаллизованной воды может оттаять, что в дальнейшем приводит к образованию крупных кристаллов льда. В процессе закаливания температура понижается до —15 -18°С. При этом вымораживается 75—85% общего количества воды, содержащегося в мороженом. Полная кристаллизация воды невозможна, так как сильно возрастает концентрация солей и сахара в незамерзшей части раствора, вследствие чего резко снижается температура замерзания (ниже —50 °С). При закаливании глицериды молочного жира почти полностью переходят в твердое состояние, жидкого жира остается всего лишь доли процента. Процесс закаливания протекает значительно медленнее, чем фризерование, и без механического перемешивания, поэтому создаются условия для образования крупных кристаллов льда, и их срастания в жесткий кристаллизационный каркас. Наличие тонко диспергированной отвердевшей фазы жира, многочисленных пузырьков воздуха препятствует образованию крупных сросшихся кристаллов воды. В мороженом температурой —20 °С преобладает кристаллизационная структура. Такое мороженое имеет плотную консистенцию и достаточно высокую прочность. Продолжительность закаливания зависит от состава мороженого, температуры окружающей среды, применяемого оборудования (морозильные аппараты, рассольный генератор, холодильные камеры и пр.), вида упаковки и пр. Порции мороженого массой 50, 80 и 100 г выпускают в виде брикетов на вафлях и без них, эскимо различных видов, в бумажных и вафельных стаканчиках, рожках из вафель, в кашированной фольге, в картонных с пергаментом коробочках. В коробках в виде тортов выпускают порции по 250—1000 г; по 8— 10 кг мороженое фасуют в гильзы из нержавеющей стали. В камерах для закаливания поддерживается температура —22—30 °С. Обычно процесс фасования и закаливания мороженого полностью механизирован: применяют поточные линии, состоящие из ФНД, дозатора-автомата и морозильного аппарата, соединенных системой транспортеров. Благодаря интенсивному перемешиванию охлажденного до —30 °С воздуха в морозильном аппарате закаливание длится 35—45 мин, выходящее мороженое имеет температуру —12ч—18 °С. Такое быстрое закаливание способствует образованию мелких кристалликов льда с нежной структурой мороженого. 2.6 Глазирование мороженогоГлазурь для мороженого вырабатывают по рецептурам, куда входит шоколадный кувертюр, какао-масло, какао-порошок, сахарная пудра, сливочное несоленое масло высшего сорта. Для изготовления глазури масло медленно разогревают при температуре 35—38 °С в котлах с паровым или водяным обогревом, в расплавленное масло добавляют какао-порошок или шоколадный кувертюр (какао-порошок предварительно смешивают с сахарной пудрой). Всю массу тщательно перемешивают и выливают из котла небольшими порциями в ванночки для глазирования. При температуре выше 40 °С смесь разделяется на составные части и масло всплывает. Такая перегретая глазурь плохо ложится на эскимо. Повторный разогрев придает глазури салистый вкус, поэтому ее готовят в количестве, не превышающем дневной потребности. Закаленное мороженое упаковывают в картонные коробки (лучше из гофрированного картона по 2,4—6 кг нетто в зависимости от вида фасования) и направляют в камеры хранения с температурой —18—25 °С и относительной влажностью воздуха 85—90%. Температурные колебания в камере не должны превышать ±3°С, а при длительном хранении мороженого не допускаются вовсе. Фасованное мороженое в зависимости от вида может храниться до 2 мес. При выпуске с предприятия температура мороженого молочных видов должна быть не выше —10 °С, фруктово-ягодного и ароматического — не выше —12 °С. Как уже отмечалось выше, производство мороженого ведут по единственной технологии с использованием различного оборудования и режимов. В данном расчётном задании рассматривается линия для производства мороженого пломбира в сливочно-кремовой глазури с использованием функциональных компонентов. Мороженое относится к продуктам длительного хранения, поэтому необходимо повышать выживаемость молочнокислых пробиотических культур при производстве и хранении мороженого, а также в желудочно-кишечном тракте. Известно, что одним из путей повышения эффективности пробиотических продуктов является применение в их составе таких функциональных ингредиентов, как пребиотики. Наиболее изученным и производимым пребиотиком в настоящее время в России является лактулоза, поэтому при составлении технологической схемы применим частичную замену сахарозы в рецептуре мороженого на пребиотик – лактулозу. В связи с этим изменим следующие этапы в классической технологии мороженого. Замедленное развитие пробиотических культур обусловлено тем, что высокие концентрации сахарозы в стандартных рецептурах повышают осмотическое давление в смесях для мороженого. Поэтому было предложено поэтапное внесение сахарозы: на первом этапе вносить некоторую часть сахарозы, не снижающую интенсивность развития стартовых культур в процессе ферментации, а на втором – в ферментированную смесь вносить необходимое по рецептуре количество сахарозы в виде сиропа при перемешивании смеси мороженого. Следующей важнейшей технологической операцией при производстве мороженого является процесс фризерования, в ходе которого происходит частичное замораживание смеси и насыщение её воздухом. Это основная технологическая операция, приводящая к гибели значительного числа жизнеспособных клеток пробиотических культур при производстве мороженого. Полученные данные свидетельствуют о замедлении процесса ферментации смесей для мороженого до 11-12 ч и достижения титруемой кислотности 70-80ºТ при использовании инкапсулированной формы пробиотических бактерий по сравнению со свободными клетками (6-8 ч). Однако при фризеровании смесей с инкапсулированными клетками их количество оставалось практически на том же уровне, что и до фризерования. Поэтому было предложено вносить инкапсулированные формы культур преобиотки непосредственно после фризерования при формовании батончиков мороженого. Мороженое, изготовленное из ферментированной смеси обладает меньшей скоростью таяния, чем продукт, выработанный из смеси, не подвергавшейся ферментации. Закономерность скорости таяния мороженого, изготовленного из смеси ферментированной свободными и инкапсулированными клетками, была аналогична. 4. ВЫБОР ТИПА И РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ Определим ведущее оборудование. К нему обычно относится оборудование, на котором сырье становится готовым продуктом или полуфабрикатом с большой степенью готовности, или где выполняются основные технологические процессы. Учитывая технологию производства, в качестве ведущего при производстве пломбира в сливочно-кремовой глазури с пробиотическими добавками выбираем следующее оборудование. Это сливкосозревательная ванна марки ВГСМ, фильтр марки А1-ОШФ, гомогенизатор марки А1-ОГМ, пластинчатая пастеризационно-охладительная установка, пластинчатый теплообменник марки А1-00Я-1,2, резервуар для созревания смеси марки РМВЦ-6, фризер марки ОФИ, экструзионно- формовочный аппарат WN055, скороморозильный аппарат АПС-450, аппарат глазирования АГШ. 4.1 Описание ведущего оборудованияСливкосозревательная ванна (рис. 4.1) имеет полуцилиндрическую форму, снаружи окружена рубашкой. Рубашка заполняется водой и подогревается паром через барботер 1. Давление пара 0,05 МПа. Переливная труба 2 поддерживает постоянный уровень воды в рубашке. Сливкосозревательная ванна имеет крышку 18, которая закрывается с помощью червячного механизма 15 ручного действия. Ванну устанавливают на фундамент с уклоном в сторону сливного крана 8. Расположенная внутри ванны 9 мешалка 10 из труб одновременно является и теплообменником. Концы труб мешалки соединены с коллекторами, через которые подается и отводится теплоноситель или хладоноситель. Патрубки от подающего и отводящего коллекторов являются полуосями - цапфами, которые размещаются в самоустанавливающихся подшипниках 6. К качающимся в подшипниках цапфам присоединены изогнутые отводы с сальниковыми устройствами. Отводы фланцами 4 с другой стороны подсоединены к неподвижным магистралям, по которым подается и отводится тепло - или хладоноситель.
Рис. 4.1. Сливкосозревательная ванна ВСГМ 1 - трубчатый перфорированный барботер; 2 - переливная труба; 3 - корпус; 4 - фланец; 5 - отводы; 6 – п7одшипники; 7 - отводы; 8 - сливной кран; 9 - рабочая ванна; 10 - мешалка; 11 - спускной патрубок; 12 — электродвигатель; 13 - клин временная передача; 14 - редуктор; 15 - червячный механизм; 16 - тяга; 17 - кривошипно-шатунный механизм; 18 - крышка; 19 - рукоятка; 20 - патрубок для подачи воды; 21 - ножки; 22 - плита. Мешалка совершает маятниковое движение, отклоняясь от вертикальной оси на 60-100°. Число качаний мешалки 12 в минуту. Качательные движения мешалке сообщает кривошипно-шатунный механизм 17, который приводится от электродвигателя 12 через клиноременную передачу и редуктор. Мощность электродвигателя 0,6 кВт. Угол качания мешалки регулируется специальным пальцем. Техническая характеристика сливкосозревательных ванн приведена в табл. 4.1. Для уменьшения трудоемкости операций по внесению сухого и сгущенного сырья в смесительные ванны на ряде предприятий используются специальные устройства для подъема и опрокидывания бочек. Потребляемая такими устройствами мощность составляет всего 1 кВт, а продолжительность рабочего цикла не превышает 4 с. Для этой же цели используют тельферы, подъемно-разгрузочные устройства. Таблица 4.1 Техническая характеристика сливкосозревательных ванн
Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||