|
Дипломная работа: Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного производстваг) конфигурация поверхности разъема штампа П - плоская ([1], таб.1, стр.8). г) Класс точности Т4 ([1],таб.19, стр.30) д) исходный индекс 14 ([1], таб.2, стр.10) 3. Назначение припусков: а) основные припуски на размеры (на одну сторону номинального размера поковки) назначены по таблицам ГОСТа ([1], таб.3, стр.12) и представлены в таблице 1 «Припуски на механическую обработку». Таблица 1. Припуски на механическую обработку
* При назначении величины припуска на поверхность, положение которой определяется двумя и более размерами поковки, устанавливается наибольшее значение припуска для данной поверхности ([1], п.4.5, стр.16) б) дополнительные припуски учитывающие: · смещение поковки по поверхности разъема штампа 0,3 мм ([1], таб.4, стр.14); · отклонение от плоскостности 0,3 мм ([1], таб.5, стр.14); · штамповочный уклон ([1], таб.18, стр.26); для наружной поверхности - не более 7°, принимается 3°; для внутренней - не более 7°, принимается 7°. 4. Размеры поковки после расчета (с учетом округления размеров поковки с точностью 0,5 мм) и предельные отклонения размеров ([1], таб.8, стр.17), представлены в таблице 2 «Размеры поковки и предельные отклонения размеров». Таблица 2 «Размеры поковки и предельные отклонения размеров»
**Впадины и углубления в поковке, когда их оси параллельны направлению движения одной из подвижных частей штампа, а диаметр не менее 30 мм, выполняют глубиной до 0,8 их отверстий ([1], п.6.4, стр.27) 1.5 Технические требования к поковке на эскизе поковки 1.5.1 Класс точности-Т4, группа стали-М2, степень сложности,-С1, исходный индекс поковки-9. 1.5.2 а)Величина радиуса закругления внутренних углов 7мм. б) Неуказанные предельные отклонения размеров - принимаются равными 1,5 допуска соответствующего размера поковки с равными допускаемыми отклонениями (по п.5.5) в) Допускаемое отклонение от плоскостности – 0,8 мм (см. табл.13)
Где Ки.м. – коэффициент использования материала M M
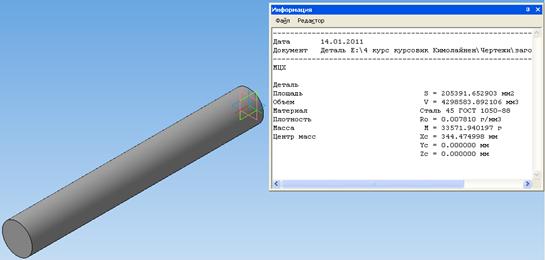
Рисунок 2. 3D модель детали.
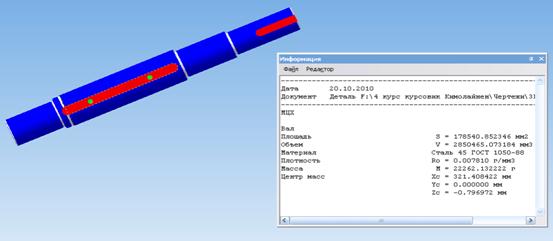
Рисунок 3. 3D модель заготовки, полученной штамповкой Расчёт прутка. Определяем диаметр прутка: Номинальные значения диаметральных размеров заготовки, соответствующие стандартизованным размерам по сортаменту, определяются по формуле (1) с последующим округлением размера до стандартизованного: D1 = D + 2Z, где (1) D1 – наружный расчетный диаметр заготовки; D – наружный диаметр детали по чертежу; Z – припуск на обработку по наружной поверхности; D1= 82 +2*1 = 84 мм Величины припусков в мм Z назначены исходя из следующих соображений: Черновая обработка 1 На основании определенного наружного расчетного диаметра заготовки D1 проводится выбор стандартизованных диаметров заготовки по сортаменту. При этом выдержано условие: наружный диаметр заготовки равен или больше диаметра детали. Определяем диаметр прутка: Исходя из технологического маршрута, размер заготовки 84 мм, по сортаменту подходящий размер прутка диаметра 90-0,87 мм. Круг
По ГОСТ 2590-71: - пруток горячекатаный обычной точности (В). По ГОСТ 1050-88: - из стали 45 группа качества поверхности для горячей обработки давлением (2 ГП) - из стали 45 категория механических свойств (М2) - из стали 45 термообработка (Т) Длина заготовки: L3 = Lд + 2Zподр. (2) где Lд — номинальная длина детали по рабочему чертежу, мм. L3= 685 + 2*2,5= 690 мм Предельные отклонения на длину заготовки устанавливаем по справочным таблицам. По 14 квалитету для данного изделия 690+2,1-1,1 Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 690 мм. Выбираем оптимальную длину проката для разделки на заготовки из расчета на некратность. Прокат поставляется длиной 4 и 7 метров. Потери на зажим заготовки Lзаж принимаем 35 мм. Заготовку отрезают на ленточно-пильных станках. Точность резки от ±1,5 до ±5 мм. Резка проката любого профиля из стали и цветных металлов диаметром до 250 мм. Ширина реза 0,8-1,3 мм. ([4], стр. 171, табл. 66).Принимаю ширину реза 1мм. Это самый производительный и дешевый способ. Длину торцового обрезка проката определяем из соотношения: Lоб = (0,3 - 0,5) d, (3) где
d — диаметр сечения заготовки, мм; d = Lоб = 0,4 • 90 = 36 мм. Нормальная Число заготовок, исходя из принятой длины проката по стандартам определяется по формуле:
Lпр - длина проката Lзаж - длина зажима Lоб - длина обреза Lз - длина заготовки Lрез – ширина резца Из проката длиною 4 м:
Получаем заготовок из данной длины проката. Число заготовок считаю по формуле (4) из проката длиною 7 м:
Принимаем заготовки из данной длины проката. Остаток длины (некратность) определяется в зависимости от принятой длины проката: из проката длиною 4 м: Lнк4=Lпр-Lо.т-Lзаж-(Lз+ Lрез)х4 (5) Lнк4-остаток длины, мм Lпр-длина проката, мм Lоб-длина обеза, мм Lзаж-длина зажима, мм Lз-длина заготовки, мм х4, х7-число заготовок, шт Lнк4= 4000-36-35-(690+3)·5= 464 мм Пнк4=(Lнк100)/Lпр (6) Lнк-остаток длины, мм Lпр-длина проката, мм Пнк4=(464·100)/4000=11,6% Остаток длины рассчитываю по формулам (6;7) из проката длиною 7 м: Lнк7=7000-36-35-(690+3)·9= 692 мм Пнк7=(692·100)/7000= 9,89% Из расчетов на некратность следует, что прокат длиною 7 м для изготовления заготовок более экономичен, чем прокат длиною 4 м. Потери материала на зажим при отрезке по отношению к длине проката составят: Пзаж=(Lзаж·100)/Lпр (7) Lзаж-длина зажима, мм Lпр-длина проката, мм Пзаж =(35·100)/7000=0,5% Потери материала на длину торцевого обрезка проката в процентах отношении к длине проката составят: По.т=(Lо.т100)/Lпр (8) Lпр-длина проката, мм По.т =(36·100)/7000=0,51% Потери на разрезку прутка. През= Lрез· х7·100/ Lпр През =3·9·100/7000=0,39 Общие потери (%) к длине выбранного проката: Пп.о=Пнк+По.т+Пзаж+ През (9) Пнк-остаток длины По.т- потери материала на длину торцевого обрезка Пзаж- потери материала на зажим Пп.о =9,89+0,51+0,5+0,39=11,29% Расход материала на одну деталь с учетом всех технологических неизбежных потерь определяем по формуле: Gз.п=Gз(100+Пп.о)/100 (10) Gз-масса заготовки Пп.о- общие потери к длине выбранного проката, Gз.п =33,6 (100+11,29)/100= 37,4кг. Коэффициент использования материала определяем по формуле: Ки.м.2=
Ки.м 2= 22,3/37,4=0,59%
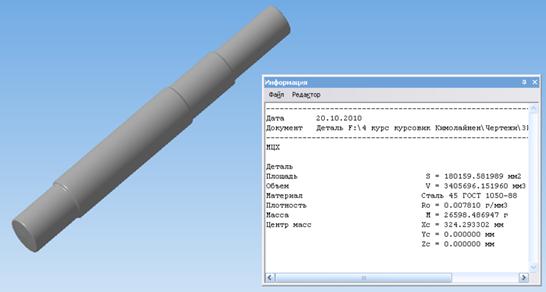
Рисунок 4. 3D модель заготовки, полученной из прутка. Вывод: У штамповки точность получаемых размеров выше, припуск на механическую обработку меньше, т.е. форма заготовки более приближена к форме детали, значит Ки.м. у такой заготовки больше. (Ки.м.1 = 0,84, Ки.м.2 = 0,59) Расчет стоимости заготовки, полученной штамповкой
Где Ci – стоимость тонны стали; Мз – масса заготовки, кг.; Мд – масса готовой детали, кг.; Sотх – цена 1т отходов, руб.; Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 мм, где(4)
мм, где(4)