|
Дипломная работа: Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного производстваВыбираю внутришлифовальный станок 3У131М. Выбор данного станка обусловлен характером обработки, размерами рабочей поверхности, а так же его мощностью. Техническая характеристика станка 3У131М
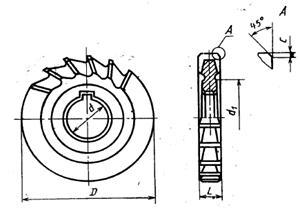
1.5.3 Определение технологических базовых поверхностей и выбор приспособлений При выборе технологических установочных баз на различном технологическом оборудовании буду учитывать допускаемые отклонения от правильных геометрических форм и взаимного расположения поверхностей указанные на чертеже детали конструктором, а именно: -допуск торцевого биения торца фланца относительно базы В, находящейся на оси детали, 50 мкм. -допуск радиального биения цилиндрической поверхности хвостовика относительно базы В, находящейся на оси детали, 10 мкм. -допуск соосности цилиндрической поверхности отверстия относительно цилиндрической поверхности хвостовика 50 мкм. - позиционный допуск 4 осей гладких отверстий относительно базы В, находящейся на оси детали, 100 мкм в диаметральном выражении (допуск зависимый). - позиционный допуск 4 осей резьбовых отверстий относительно базы В, находящейся на оси детали, 100 мкм в диаметральном выражении (допуск зависимый). - позиционный допуск 3 осей шлицов относительно базы В, находящейся на оси детали, 100 мкм в диаметральном выражении (допуск зависимый). Для выполнения требований чертежа буду стремиться к соблюдению основных принципов базирования - постоянства и совмещения конструкторских технологических и измерительных баз: - на первой операции буду брать за установочную технологическую базу - черную базу, а на последующих операциях – только чистую базовую поверхность; - на последующих операциях совмещаю установочные технологические базы с конструкторской базой и измерительной базой; - при обработке детали на различном технологическом оборудовании по возможности за установочную технологическую базу буду принимать одни и те же базовые поверхности. Выбор станочных приспособлений на каждую операцию будет зависеть от формы, габаритных размеров и технических требований, предъявляемых к обрабатываемой детали, типа производства – среднесерийное, модели станка и выбора базовых поверхностей. Операция 015. Фрезерно-центровальная. Станок фрезерно-центровальный 2Г942.000. Установ А. База: Диаметр 75 мм, упор в этот же диаметр. Используемое приспособление: Трехкулачковый патрон с пневмозажимом ГОСТ 2675-80. Операция 020. Токарная с ЧПУ. Токарно-винторезный станок с ЧПУ модели 16К20Ф3. Установ А. База: Диаметр 84мм, упор в торец диаметром 60мм поджатие вращающимся центром. Данное базирование обеспечивает: -допуск торцевого биения торца фланца относительно базы Д, находящейся на оси детали, 30 мкм. Используемое приспособление: 3-х кулачковый патрон. Установ Б. База: Диаметр 70,2мм, упор в торец диаметром 70,2мм. Данное базирование обеспечивает: -допуск торцевого биения торца фланца относительно базы Д, находящейся на оси детали, 30 мкм. Используемое приспособление: 3-х кулачковый патрон. Операция 025. Фрезерная с ЧПУ. Радиально-сверлильный станок с ЧПУ модели 654Ф3. Установ А. База: Упор в торец диаметром 60h9, зажим приспособлением диаметра 82 мм и 70 мм; Данное базирование обеспечивает: - лишение заготовки 5 степеней свободы; Используемое приспособление: специальное приспособление. Операция 035. Сверлильная с ЧПУ. Станок горизонтально-сверлильный с ЧПУ модели 2М55Ф2. Установ А. База: Диаметр 82мм, упор в паз; Данное базирование обеспечивает: - защиту заготовки от проворота; Используемое приспособление:3-х кулачковый патрон; Операция 045. Шлифовальная. Станок кругло-шлифовальный модели 3У131М Установ А. База: центровочные отверстия диаметром 6,3мм; Данное базирование обеспечивает: - допуск торцевого биения торца фланца относительно базы Д, находящейся на оси детали, 30 мкм. 1.5.4 Выбор режущего инструмента Для выполнения механических операций при обработке детали «Вал» использую следующий режущий инструмент. Для операции 015. Фрезерно-центровальная. Фрезерно - центровальный станок 2Г942.000. 1. Пакетом дисковых трехсторонних фрез Р12 2240-0564 Ø200 ГОСТ 3577-78.
Рис. 20. Дисковая фреза Таблица №20.
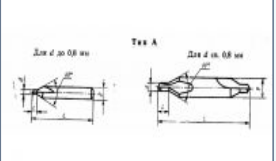
2. Сверло центровочное 6,3 мм тип А Р6М5 ГОСТ 14952-75.
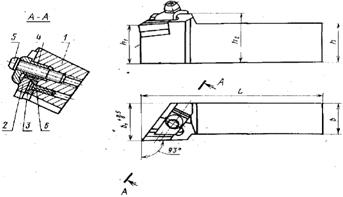
Для операции 020. Токарная с ЧПУ. Токарно-винторезный станок с ЧПУ 16К20Ф3: Установ А. 1. Резец токарный контурный с пластиной Т30К4 (черновой/получистовой) ГОСТ 20872-80.
Рис. 10. Резец подрезной Таблица №10.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, рефераты на тему, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||